Изобретения касаются способа получения смешанной пряжи в воздушном потоке, состоящей по меньшей мере из бесконечной комплексной нити и штапельного волокна, устройства для осуществления способа и устройства для промышленного получения смешанной пряжи в воздушном потоке.
Классическая пряжа, полученная прядением из натуральных волокон, как, например, хлопок или шерсть, благодаря свойствам сырья придает конечному изделию и процессу прядения типичный характер текстильного производства. С началом применения так называемого искусственного шелка появляются многочисленные способы, предназначенные, с одной стороны, для получения пряжи, с другой стороны, для обработки или отделки пряжи. На рынке утвердились преимущественно два предусматривающих использование воздуха способа отделки комплексной нити. Оба эти способа основаны на уже выпряденных бесконечных комплексных нитях из искусственного или натурального шелка.
Технология извивания (завихрения) с использованием воздуха, схематически представленная на фиг. 1, позволяет получать многокомпонентную пряжу. При этом требуется, например, комбинация, состоящая из комплексных и волокнистых нитей или из двух комплексных нитей. В противоположность воздушному прядению штапельных волокон при использовании технологии воздушного извивания необходимо обеспечить посредством "вихря" расположение комплексной нити вокруг компонента волокнистая нить. Для специальных назначений многокомпонентные нити воздушного извивания проходят дополнительную отделку. Однако в большинстве случаев они являются уже готовым изделием, пригодным для дальнейшего использования, например, в ткацком, трикотажном и прочем производстве. Технология воздушного извивания позволяет получить особые свойства и эффекты, недостижимые при прядении.
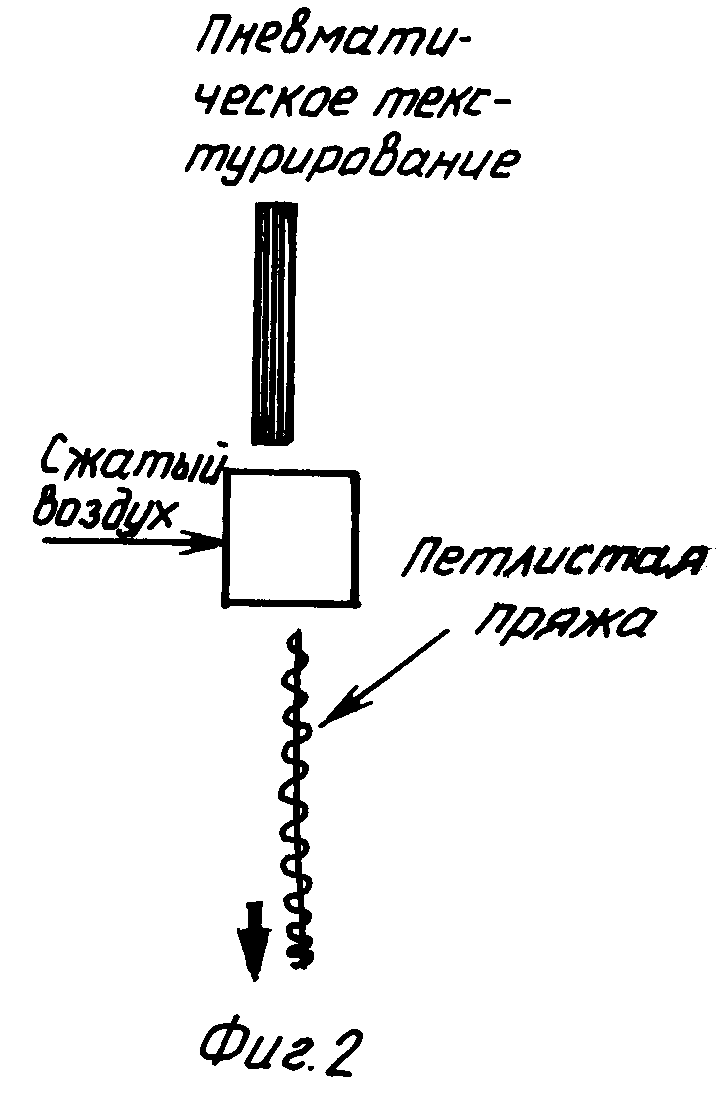
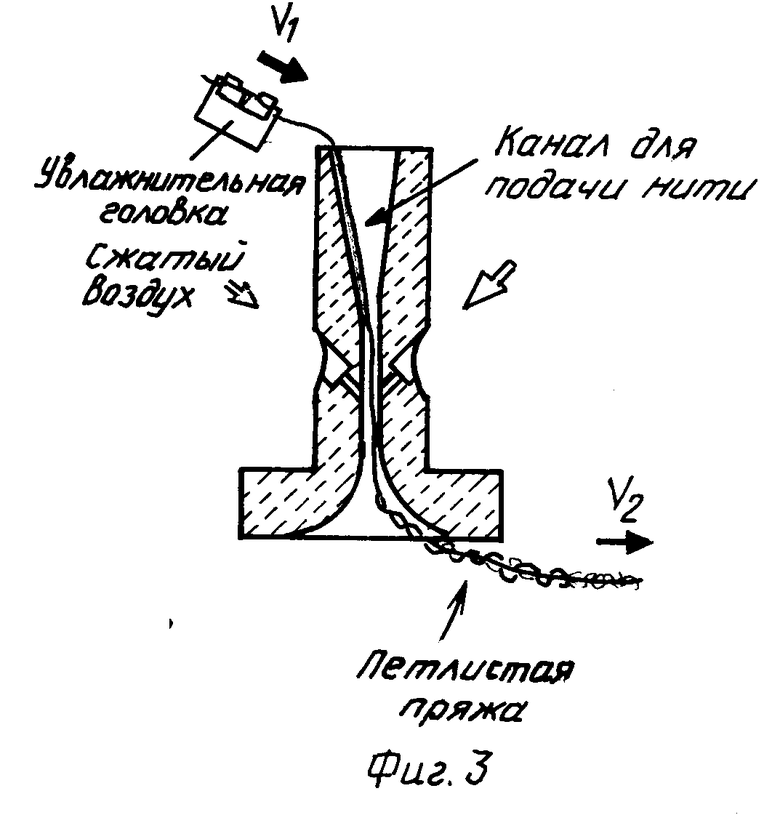
Второй воздушный способ, утвердившийся в промышленной практике, это так называемое пневматическое текстурирование. Этот способ схематически изображен на фиг. 2. Пневматическое текстурирование позволяет вести обработку отдельной бесконечной комплексной нити или создавать многокомпонентную комбинацию из двух (или более) бесконечных комплексных нитей и производить отделку. Пневматическое текстурирование начало применяться в 50-х годах. Оно позволяет изготавливать из одной или нескольких гладких бесконечных комплексных нитей так называемую петлистую нить. Центральной частью способа пневматического текстурирования является фильера, обеспечивающая пневматическое текстурирование и изображенная на фиг. 3 в увеличенном виде и с упрощенным разрезом. Скорость подвода V1 комплексной нити к текстурирующей фильере превышает ее скорость на выходе или скорость вытягивания V2.
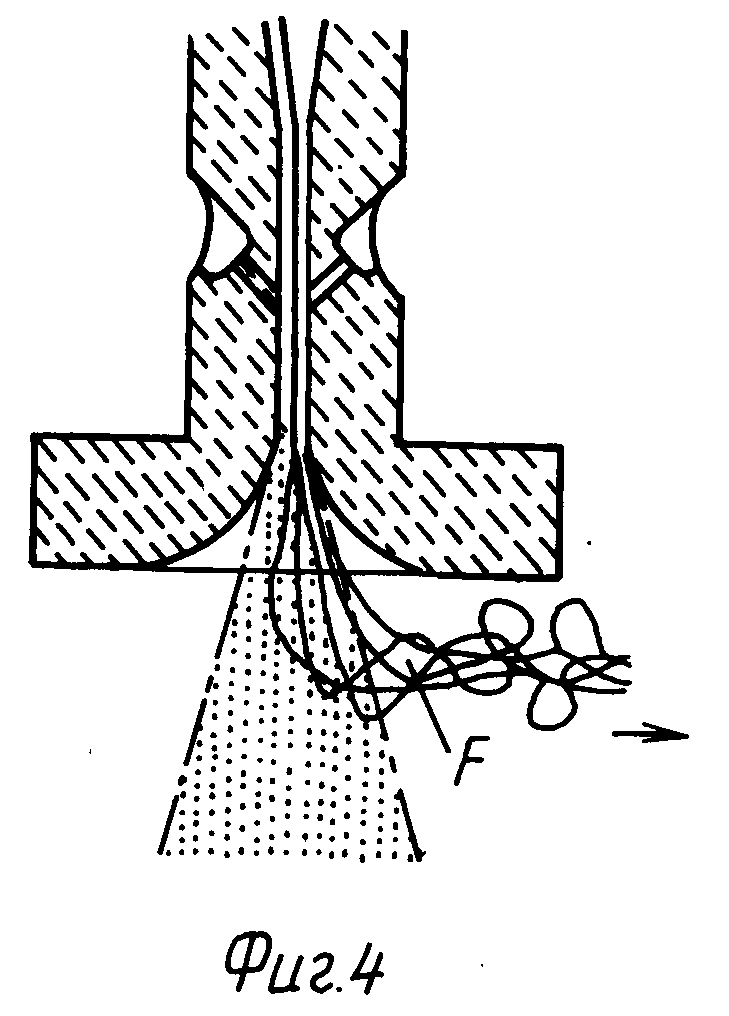
Разная скорость, характеризующая набегание, требуется для петлеобразования. Соответствующие продольные смещения между элементарными нитями обусловлены энергией воздушного потока. Петлеобразование вызывает эффективное сокращение длины нити. Фильера выступает в некотором роде в качестве "поглотителя нити", т. е. вследствие того, что на входе скорость превышает скорость на выходе, запитывается больше нити, чем вытягивается. Нить, которая якобы исчезает, присутствует, однако в виде петель и повышает титр после фильеры. Петлеобразование в моделированном виде показано на фиг. 4. При этом обычно определяют точку плетения "F".
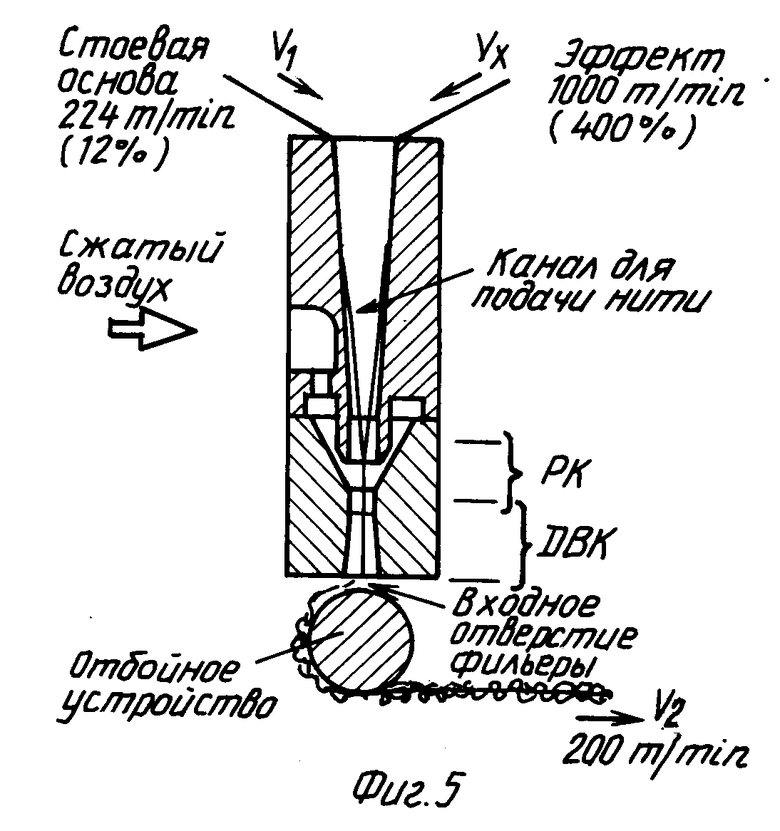
Очень часто для отклонения уже текстурированной нити непосредственно за выходным отверстием текстурирующей фильеры располагают отбойное устройство (фиг. 5). Сжатый воздух может подаваться в канал нити параллельно (фиг. 5) или, как показано на фиг. 3, радиально. Представляется возможным заводить в канал две или даже больше бесконечных комплексных нитей одновременно и объединять их в текстурированную нить, в так называемую фасонную или объемную нить. На фиг. 5 изображен канал для подачи нити, который в нижней части выполнен в виде канала для подачи сжатого воздуха (PK) с примыкающим фильерным каналом (DBK). Сжатый воздух подается при давлении от 5 до 15 бар, предпочтительно от 6 до 10 бар, в головку фильеры. Большое давление питающего воздуха приводит к тому, что при соответствующей конструкции фильеры, в частности фильерного канала или фильерного канала ускорения (DBK), воздушный поток приобретает сверхзвуковую скорость. По наиболее распространенному мнению специалистов успех пневматического текстурирования определяется именно использованием феномена сверхзвуковой скорости воздушного потока, прежде всего, известных ударных фронтов или быстрого чередования уплотнения и расширения воздуха. При точном изготовлении и идеальном формообразовании канала подачи воздуха (PK) и фильерного канала (DBK) феномены сверхзвуковой скорости имеют место и в том случае, когда по фильерному каналу подают одну или несколько гладких комплексных нитей. Последние исследования показали, что дополнительно к уплотняющим волнам возникают еще колебания с более высокой частотой, которые, в конечном счете, вместе с чередующимися ударными волнами и образуют петли на элементарных нитях. Посредством канала нити элементарные нити направляются преимущественно в середину вдуваемого потока. Компактная нить по выходе из фильеры в зоне точки плетения "F" вытягивается под прямым углом. Предполагают, что направленность и место уплотнения при использовании воздушного потока очень точно совпадают между собой. На протяжении более чем 20 лет заданный способ успешно применяется во всем мире при изготовлении разных марок нити.
Известен способ получения смешанной пряжи в воздушном потоке, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, согласно которому бесконечную комплексную нить подают в нагнетаемом воздушном потоке (US 3822543 A, 09.07.74).
Известно устройство для получения смешанной пряжи, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, содержащее фильеру для пневматического текстурирования (US 3822543 A, 09.07.74).
Согласно известному способу, реализуемому в известном устройстве, смешанную пряжу формируют с помощью турбулентного потока сжатого воздуха, при скорости воздушной, равной 1200 м/мин или 20 м/сек, что обуславливает маловероятность их использования в промышленном масштабе.
Известно устройство для промышленного получения смешанной пряжи, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, содержащее множество параллельно расположенных узлов, состоящих из питающего механизма, фильеры для пневматического текстурирования и мотального устройства с узлами привода и управления (Текстильная промышленность, 1989, N 7, с. 46-47).
В данном устройстве вихревым воздушным потоком осуществляется перепутывание пряжи с образованием ложных узлов.
Задачей группы изобретений является создание способа получения смешанной пряжи, устройства для его осуществления и устройства для промышленного получения смешанной пряжи, обеспечивающих достижение технического результата, состоящего в получении преимущественно свободной от скручивания смешанной пряжи пневмотекстурированием потоком ударной волны с образованием петель, которая обладает всеми преимуществами комбинации бескомплексной нити со штапельными волокнами и может использоваться в промышленной практике.
Этот технический результат в способе получения смешанной пряжи в воздушном потоке, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, согласно которому бесконечную комплексную нить подают в нагнетаемом воздушном потоке, достигается тем, что комплексную нить с набеганием направляют по расширяющемуся каналу ускорения фильеры пневматического текстурирования и раскрывают, в раскрывшуюся комплексную нить воздушным потоком засасывают и примешивают штапельные волокна с питающего устройства через всасывающе-смесовую головку, воздушный поток переводят в поток с ударной волной, образующий петли на элементарных нитях, которыми охватываются и ввязываются штапельные волокна, после чего в зоне плетения текстурированную смешанную пряжу стягивают почти под прямым углом.
В ходе многочисленных опытов было доказано, что текстурирование элементарной нити со штапельными волокнами посредством пневматического текстурирования согласно способу возможно и что при этом получают совершенно неожиданные положительные результаты. Кроме того, опытами было подтверждено, что с помощью нескольких особенно предпочтительных вариантов выполнения изобретения, предназначенных для самых разных случаев применения, может быть обеспечено промышленное производство. В результате стал возможным впервые прорыв способа дешевого изготовления смешанных пряж без скручивания нити, характеризующихся сопоставимым качеством с выпряденной многокомпонентной нитью.
Интересно отметить наблюдение, при котором комплексная нить и штапельные волокна превосходно переплетаются между собой, принимая, однако, при этом совершенно разную форму. Петли, образовавшиеся на элементарных нитях бесконечной комплексной нити, первоначально представляют собой радиально направленные наружу выпуклости элементарных нитей. Чем больше приближаются выпуклости к точке плетения, тем интенсивнее становится набегание, в результате чего направленность выпуклостей меняется примерно на 90o и образуются собственно петли. Еще во время наружной ориентации выпуклостей штапельные волокна захватываются внутри и перемещаются также наружу внутрь выпуклости. При последующем повороте выпуклости в направлении, перпендикулярном воздушному потоку или направлению образования петель, происходит захват штапельных волокон и их устойчивое размещение внутрь петли. Однако, ввиду того, что расположенные одна за другой выпуклости принимают на каждой отдельной элементарной нити постоянно чередующееся направление, то этим обеспечивается для штапельных волокон равноценный эффект переплетения, как это имеет место при прядении, но конечно без подлинного скручивания.
Согласно предпочтительному варианту выполнения способа на первом участке зоны всасывания образуют кольцевой зазор для подачи штапельных волокон, причем этот зазор выполняют либо по всему периметру, либо только по его части. Кольцевой зазор предназначен не столько для обеспечения равномерной подачи волокон по всему периметру, сколько для достижения оптимального воздействия воздушного потока. Опыты показали, что оказывается достаточным, если штапельные волокна заводятся только на одном участке или на отдельных участках периметра.
Предпочтительно выполнять зону всасывания в виде всасывающе-смесовой камеры таким образом, чтобы в направлении движения воздушного потока обеспечивалось образование свободного сечения истекания и пневматическое текстурирование происходило частично вне всасывающе-смесовой камеры.
При проведении опытов наилучшие результаты были достигнуты благодаря тому, что бесконечную комплексную нить перед входом во всасывающе-смесовую камеру раскрывают посредством непрерывно расширяющегося фильерного канала ускорения. В этом канале при условии его соответствующей конфигурации и наличия достаточного давления воздуха (предпочтительно свыше 4 бар питающего давления) устанавливается сверхзвуковой поток. Выяснилось, что этот поток сохраняется стабильным и что в особенности процесс раскрытия протекает очень надежно. Особо важное значение имеет, кроме того, качественное формирование потока с ударной волной, начинающегося уже во всасывающе-смесовой камере.
Предпочтительно переход от фильерного канала во всасывающе-смесовую камеру обеспечивают за счет непостоянного расширения поперечного сечения или резкого изменения сечения, в результате чего создают зону резкого разрежения, в которую через отверстие или кольцевой зазор засасывают штапельные волокна. Вероятно благодаря постоянному чередованию уплотнения и расширения воздушного потока, а также процессу плетения штапельные волокна надежно ввязываются в раскрытую бесконечную комплексную пряжу. Именно благодаря такому успешному ввязыванию и получается собственно прорыв.
Предпочтительно всасывающе-смесевую камеру выполнить в виде колокола, ограниченного сзади и сбоку, полностью открытого в направлении потока, а также предпочтительно, чтобы он непосредственно переходил в участок свободного петлеобразования. До настоящего времени в действительности продукцию высокого качества можно было получить при условии, что всасывающе-смесовая камера была выполнена открытой в направлении потока, а петлеобразование и зона плетения (точка плетения F) характеризовались отсутствием удара. Однако непродолжительные испытания показали, что совершенно возможно применить и отбойное тело.
Однако решающее значение в ходе всех опытов имело то, что текстурированную смешанную пряжу стягивают от точки плетения приблизительно под прямым углом к направлению воздушного потока.
Предпочтительно штапельные волокна подают с наличием радиальной компоненты во всасывающе-смесовую камеру лишь с одной стороны, а текстурированную смешанную пряжу от точки плетения стягивают предпочтительно в направлении, обратном направлению подачи штапельных волокон.
В устройстве для получения смешанной пряжи, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, содержащем фильеру для пневматического текстурирования, указанный технический результат достигается тем, что оно содержит фильерный канал ускорения и всасывающе-смесовую головку с по меньшей мере одним устройством подачи штапельных волокон.
Всасывающе-смесовая головка расположена на выходном конце фильерного канала ускорения и имеет в переходной зоне отверстие для подачи штапельных волокон.
Всасывающе-смесовая головка образует свободное сечение истечения, причем напротив устройства подачи штапельных волокон расположено запорное устройство. Этим исключается отрицательное воздействие всасывающего потока на подвод штапельных волокон. Представляется также возможным получать текстурированную смешанную пряжу, когда отверстие подачи штапельных волокон в зону всасывания расположено между каналом нагнетания сжатого воздуха и фильерным каналом ускорения или когда отверстие подачи штапельных волокон в зону всасывания выполнено в виде радиального отверстия, частичного кольцевого зазора или кольцевого зазора во всасывающе-смесовой головке. Однако в любом случае отмечается улучшение при использовании кольцевого канала вокруг всасывающе-смесовой головки для всасывания воздуха.
Вокруг фильеры пневматического текстурирования коаксиально расположен кольцевой канал для подачи всасывающего воздуха, который посредством отверстий или кольцевого зазора сообщен со всасывающе-смесовой головкой.
В устройстве для промышленного получения смешанной пряжи, состоящей по меньшей мере из бесконечной комплексной нити и штапельных волокон, содержащем множество параллельно расположенных узлов, состоящих из питающего механизма, фильеры пневматического текстурирования и мотального механизма с узлами привода и управления, указанный технический результат достигается тем, что фильеры пневматического текстурирования выполнены в комбинации с фильерным каналом ускорения и со всасывающе-смесовой головкой для подачи штапельных волокон, обеспечиваемой по меньшей мере одним механизмом подачи штапельных волокон.
Данное устройство может представлять собой машину, которая может использоваться попеременно для производства традиционной текстурированной комплексной нити, смешанной пряжи и многокомпонентной нити. Испытания показали, что устройство или машина в том случае работоспособна, когда во всасывающе-смесовую головку подается бесконечная элементарная нить, одна или вместе со штапельными волокнами. Теперь уже очевидно, что данный вариант позволяет дополнительно расширить сферу применения и ассортимент изделий.
Получаемая смешанная пряжа, состоящая по меньшей мере из бесконечной комплексной нити и штапельных волокон, полученная в результате текстурирования, представляет собой устойчивую к скручиванию петлистую нить, причем штапельные волокна ввязаны в петли бесконечной элементарной нити с обеспечением устойчивости к смещению. Все предыдущие испытания были основаны на получении текстурированных нитей с титрами в диапазоне 50-1000 децитексов, который может быть расширен.
На фиг. 1-5 показаны различные решения, предназначенные для пневматической обработки и отделки бесконечных комплексных нитей в соответствии с уровнем техники.
Изобретения поясняются на примере нескольких вариантов выполнения с указанием дополнительных подробностей. При этом изображено на фиг. 6 - сечение, выполненное по всей машине; на фиг. 7, 8 и 9 - сечение по трем разным фильерам пневматического текстурирования со всасывающе-смесовой головкой; на фиг. 10 - вырыв устройства согласно фиг. 8 в увеличенном масштабе; на фиг. 11 - микроразрез по смешанной пряже; на фиг. 12 - классический способ прядения смешанной пряжи и новый способ пневматического текстурирования для получения смешанной пряжи согласно изобретению.
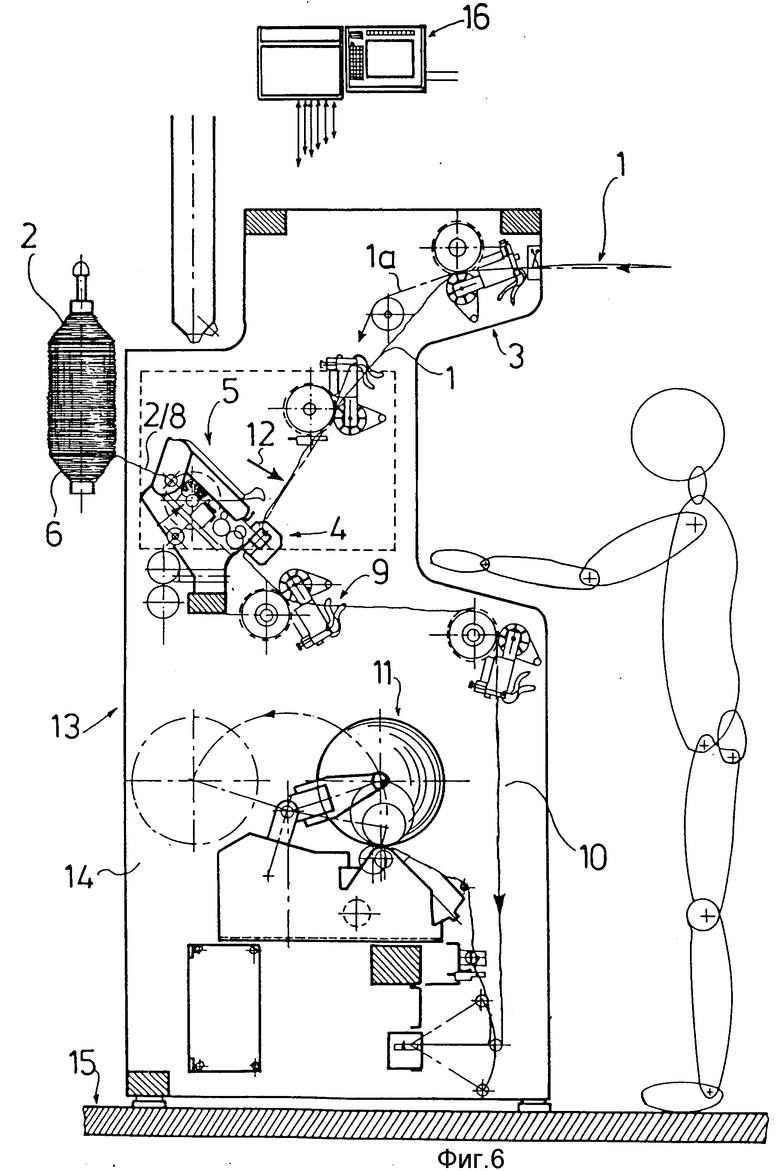
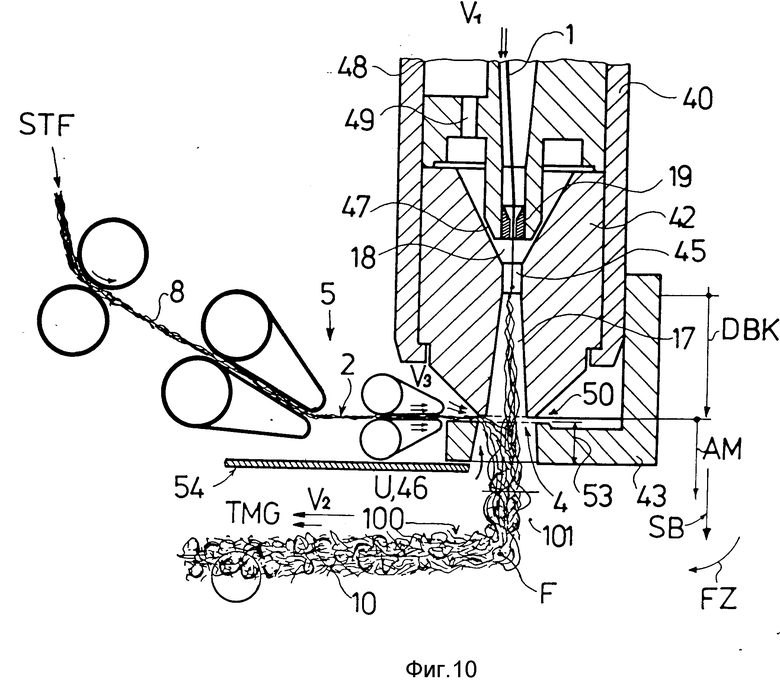
Изображенная на фиг. 6 пневматическая машина предназначена для получения смешанной пряжи или по меньшей мере одной (двух или более) бесконечной комплексной нити 1 и штапельных волокон 2. Бесконечная комплексная нить 1 с механизма подачи 3 направляется в пневматическое устройство 4 текстурирования и пропускается через выполненный в этом устройстве сквозной канал. Штапельные волокна 2 в виде ленты 8 с ленточной машины стягиваются через прибор 5 вытяжки волокон с ровничной шпули 6. Как показано на фиг. 12, волокнистый материал может поступать с контейнера 7 и через соответствующее рыхлящее устройство подаваться в устройство 4 пневматического текстурирования. За выпускным концом канала подачи пряжи расположено вытяжное устройство 9. За вытяжным устройством 9 готовая смешанная пряжа 10 поступает на мотальное устройство 11. Прибор 5 вытяжки волокон предпочтительно имеет такую конструкцию, при которой он обеспечивает подвод концов штапельных волокон к самой зоне всасывания, по меньшей мере до участка, на котором начинается процесс ввязывания вершин в петли из бесконечной комплексной нити. К бесконечной комплексной нити 1 перед ее вхождением в канал подачи пряжи устройства 4 пневматического текстурирования можно подводить жидкость посредством схематически изображенного увлажняющего устройства - стрелки 12. Данная жидкость, преимущественно вода, поступает затем вместе с комплексной нитью 1 в канал подачи пряжи устройства текстурирования и способствует протеканию процесса текстурирования. В отношении своей основной структуры новая машина 13 пневматического текстурирования может быть сконструирована аналогично известным пневматическим машинам, имеющим множество рабочих узлов, расположенных по всей длине машины (на фиг. не показано). Машина установлена на станине 14, размещенной на полу 15. Во многих случаях возможно с применением одного и того же устройства 4 пневматического текстурирования как отделывать известную в настоящее время петлистую пряжу из одной или нескольких бесконечных элементарных нитей, так и изготавливать новую смешанную пряжу. Излагая в упрощенном виде, можно сказать, что это зависит от вида конечного изделия, будут ли дополнительно поданы штапельные волокна и будет ли задействован в работу прибор 5 вытяжки волокон. В целях упрощения на фигуре присутствует только один прибор вытяжки волокон. Однако устройство 4 пневматического текстурирования может быть также оснащено двумя и более приборами вытяжки волокон. Все вытяжные приборы устроены таким образом, что позволяют подбирать и регулировать скорость подачи, используя для этого, например, приводы с регулируемым числом оборотов. Работой всей установки управляет и контролирует вычислительное устройство 16. В результате становится возможным задавать, контролировать и регулировать оптимальный режим работы, преимущественно оптимальные скорости подачи и вытягивания.
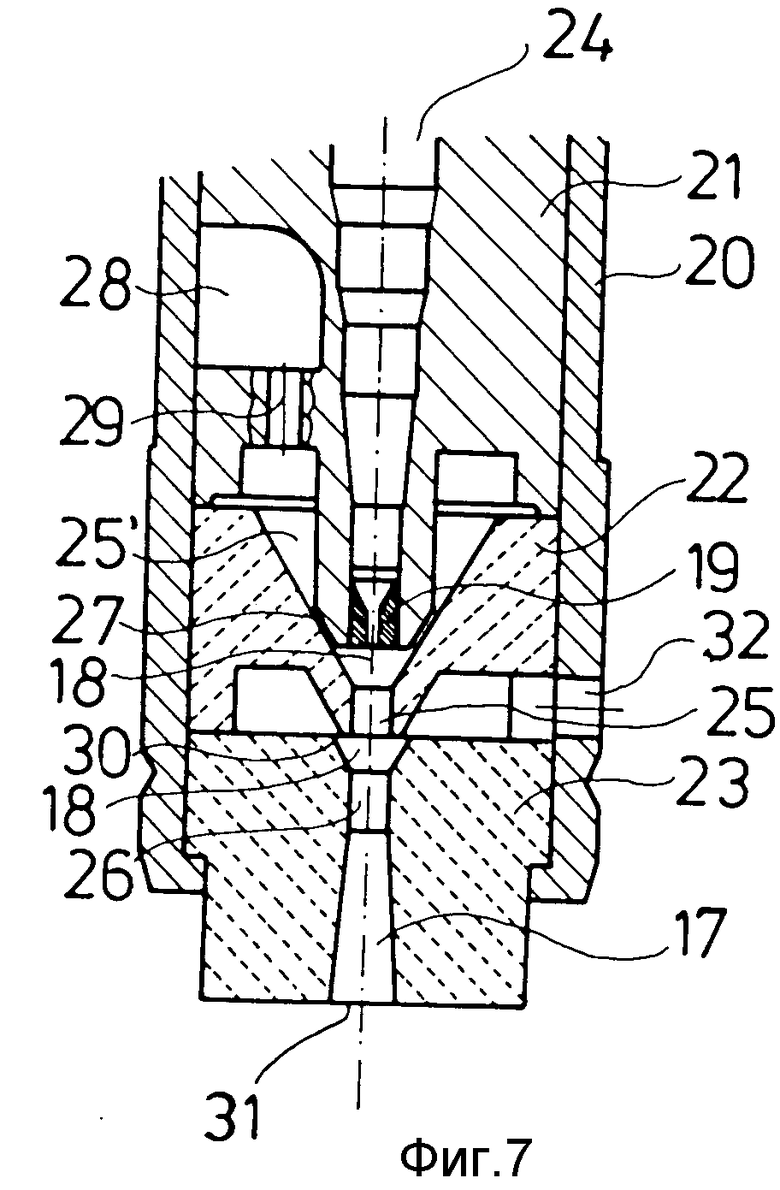
На фиг. 7 посредством схематического продольного разреза показаны основные элементы первого варианта исполнения устройства 4 пневматического текстурирования. Согласно фиг. 7 в цилиндрической гильзе 20 закреплены примыкающие друг к другу три тела 21, 22, 23, снабженные осевыми отверстиями 24, 25, 26. Отверстия 24, 25, 26 расположены между собой соосно и образуют все вместе сквозной канал, служащий, например, для перемещения бесконечной комплексной нити 1 и 1а (фиг. 9). Данный канал разделен преимущественно на три участка; первый конически сужающийся питающий участок 24, направляющую втулку 19. имеющую участок сужения, выполненный в виде игольного ушка, и примыкающий фильерный участок с отверстием 26 в его центральной части. Основными компонентами фильерного участка являются шлюзовой участок 18, обеспечивающий подачу бесконечной комплексной нити в высоконапорный воздушный поток, и фильерный канал 17 ускорения. Между коническим расширением 25' отверстия 25 в теле 22 и конической поверхностью периметра концевой части тела 21 образован фильерный кольцевой зазор 27, через который сбоку в канал подачи пряжи поступает сжатый воздух с давлением преимущественно от 6 до 10 бар от источника (на фиг. не показан) через камеру 28, одно или несколько отверстий 29 в теле 21 поступает в кольцевую камеру, расположенную над кольцевым зазором 27. Поток сжатого воздуха образует в фильерном канале 17 ускорения сверхзвуковой поток. Второй кольцевой зазор 30 сообщен с отверстием 26 канала подачи пряжи на участке, выполненном в виде зоны всасывания и расположенном в направлении движения бесконечной комплексной нити и 1 за фильерным кольцевым зазором 27. Зона всасывания расположена между кольцевым зазором 27 и отверстием 26 и образована воздушным потоком, подаваемым из соплового кольцевого зазора 27 через отверстие 26 вниз. Разрежение возникает вследствие того, что площадь поперечного сечения в зоне кольцевого зазора 30 превышает площадь поперечного сечения отверстия 25. Через второй кольцевой зазор 30 штапельные волокна могут заводиться в канал подачи пряжи. Штапельные волокна через отверстие 32 в гильзе 20 и теле 23 подаются в кольцевую камеру, расположенную над кольцевым зазором 30 между телами 22 и 23. Выходной конец или насадка фильерного канала ускорения обозначена позицией 31.
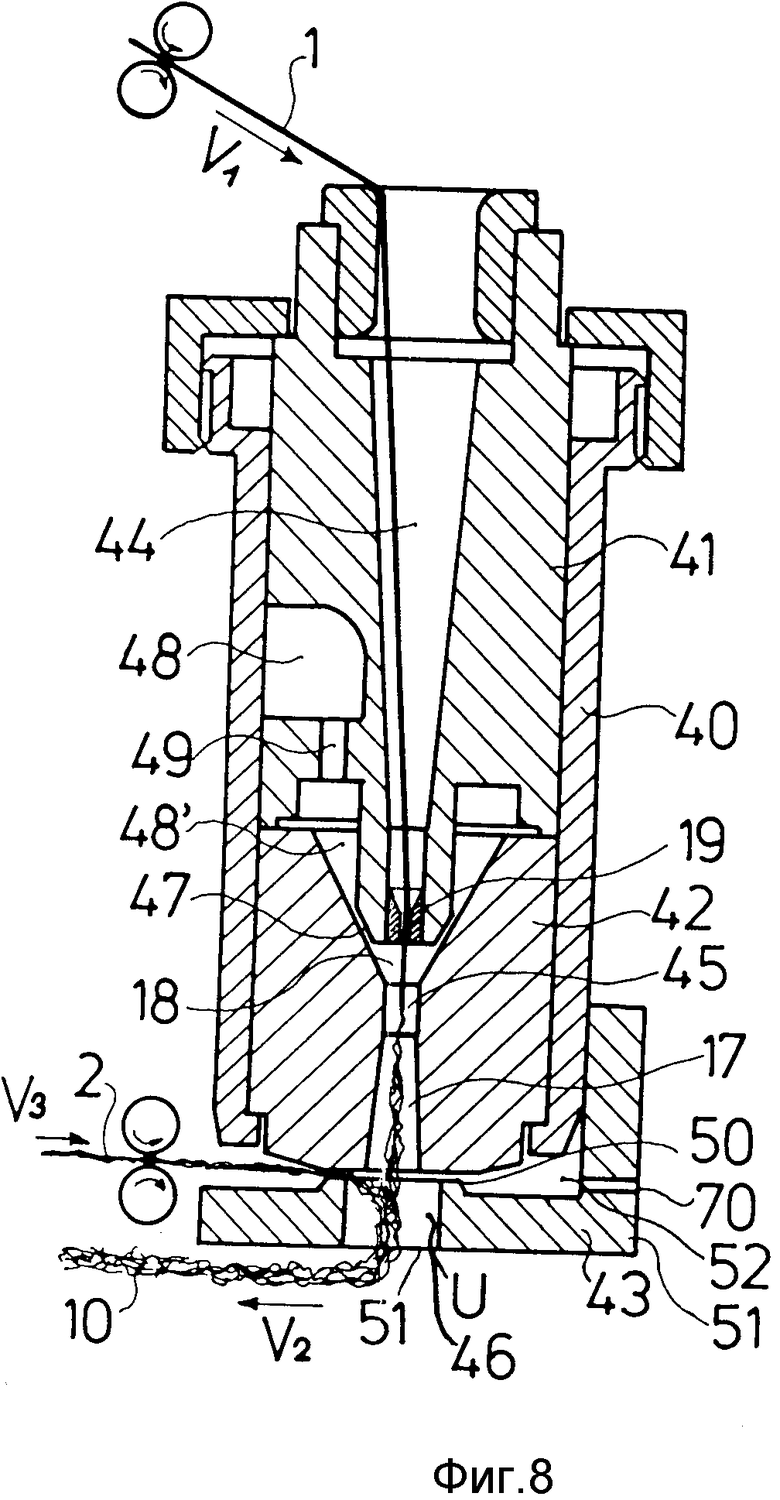
На фиг. 8 в виде схематически продольного разреза показана фильера пневматического текстурирования, относящаяся ко второму, до настоящего времени наилучшему варианту исполнения устройства 4 пневматического текстурирования. В цилиндрической гильзе 40 размещены друг возле друга два тела 41 и 42 с осевыми отверстиями 44 и 45. Третье тело, выполненное в виде всасывающе-смесовой головки 51, закреплено на гильзе 40. На всасывающе-смесовой головке 51 имеется пластина 43, расположенная поперек по нижнему концу тела 42. Пластина 43 расположена от указанного нижнего конца на некотором малом расстоянии, образуя таким образом кольцевой зазор 50. Пластина 43 имеет коническое отверстие 46, образующее зону всасывания. Отверстия 44 и 45 расположены между собой приблизительно соосно, образуя вместе сквозной канал для прохождения бесконечной комплексной нити 1. На шлюзовом участке 18 посредством кольцевого зазора образовано гоночное сопло 47, через которое сжатый воздух поступает в канал 45. Сжатый воздух от источника (на фиг. не показан) через камеру 48, одно или несколько отверстий 49 в теле 41 поступает в кольцевую камеру 48. Через гоночное сопло 47 высоконапорная воздушная струя направляется по шлюзовому участку 18 в отверстие 45. Между нижним концом тела 42 и верхней стороной пластины 43 образованы всасывающий кольцевой зазор 50 и кольцевой канал 52, сообщающийся с коническим отверстием 46. На этом участке воздушным потоком, направленным вниз, образуется разряжение, поскольку наименьшая площадь поперечного сечения отверстия 46 пластины 43 превышает сечение выходного отверстия сверхзвукового фильерного канала 17. Через второй кольцевой зазор 50 штапельные волокна 2 заводятся в зону всасывания 46. Возможно также штапельные волокна или вторую элементарную нить завести в дополнительное отверстие.
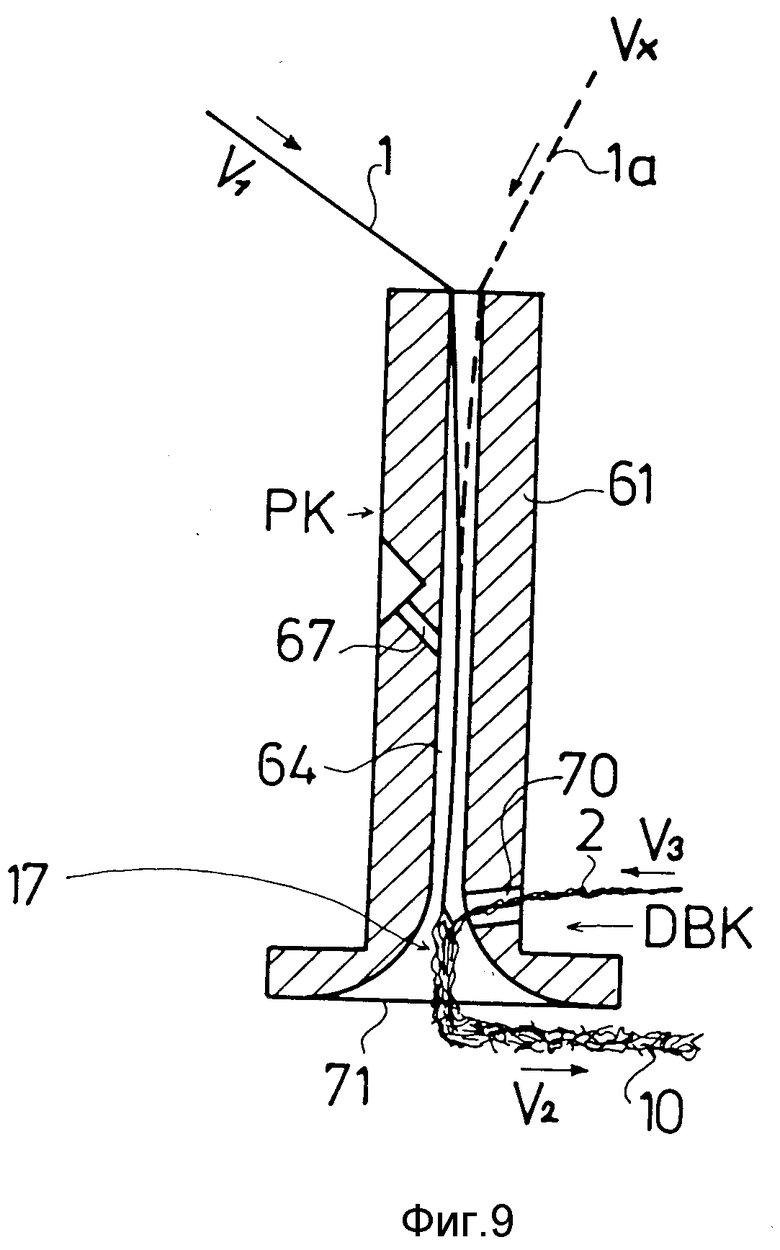
На фиг. 9 показан продольный разрез, выполненный по основному элементу третьего варианта исполнения устройства 4 пневматического текстурирования. Согласно этой фигуре тело 61 имеет продольное отверстие 64, сообщающееся на нижнем концевом участке с концевым выпускным отверстием 71. По этому продольному отверстию 64 перемещается бесконечная комплексная нить 1, а также возможны и другие бесконечные элементарные нити 1а и пр. С продольным отверстием или каналом 64 сообщается сбоку - под острым углом к направлению движения пряжи 1 - отверстие 67 для подвода воздуха, через которое сжатый воздух подается в канал 64. Хотя изображено только одно отверстие 67 для подвода воздуха, но могут также сообщаться сбоку с каналом 64 два и больше таких отверстий для подвода воздуха. В отверстие 67 для подвода воздуха или в отверстия для подвода воздуха сжатый воздух поступает от источника, который на фиг. не показан. На участке между отверстием 67 для подвода воздуха и концевым выпускным отверстием 71 канала для подачи пряжи с этим каналом сбоку сообщено отверстие 70 для подачи волокон. Это тот участок, на котором в воздушном потоке, нагнетаемом вниз из отверстия 67 подвода воздуха, выполненного в канале 64, происходит разрежение, обусловленное трапециевидным расширением проточного сечения на пути перемещения воздушного потока к концевому выпускному отверстию 71. Штапельные волокна 2 заводятся через отверстие 70. На фигуре изображено только одно отверстие 70 подачи волокон; однако аналогично другим приведенным примерам с каналом 64 может быть сообщено сбоку два и более питающих отверстий 70, причем при необходимости через каждое из этих отверстий могут подаваться различные штапельные волокна или элементарные нити. В зоне концевого выпускного отверстия 71 и ниже происходит текстурирование.
Ниже речь пойдет со ссылкой на фиг. 1, на которой графически представлен процесс текстурирования. Фильерный участок на фиг. 10 соответствует решению, показанному на фиг. 8. Было установлено, что первым важным моментом является безупречное выполнение шлюзового участка 18, предназначенного для бесконечной комплексной нити. Здесь главная задача заключается в том, чтобы поступающая от гоночного сопла 47 высоконапорная струя вместе с бесконечной комплексной нитью 1 направлялась в отверстие 45 таким образом, чтобы обеспечивалось максимально возможное сохранение энергии сжатого воздуха. В рабочем режиме на шлюзовом участке 18 текстурирующей фильеры образуется избыточное давление. Вторым важным моментом является конфигурация фильерного канала 17 ускорения. В фильерном канале ускорения 17 не допускается установление какой бы то ни было неконтролируемой турбулентности, в нем должен быть образован сверхзвуковой поток, обеспечивающий раскрытие бесконечной комплексной нити. При этом отдельные элементарные нити сначала начинают смещаться по отношению друг к другу, в результате чего каждая отдельная элементарная нить приобретает самостоятельное движение. В зоне кольцевого зазора 50 имеет место скачкообразное сужение поперечного сечения, поскольку площадь поперечного сечения на выходном конце фильерного канала 17 ускорения резко возрастает по отношению к отверстию 46 в пластине 43. Поэтому сверхзвуковой поток в фильерном канале 17 ускорения на этом участке переходит в поток ударной волны, характеризующийся по отношению к окружающей среде сильным эффектом всасывания и используемый согласно изобретению в качестве зоны всасывания. Наилучшие результаты до настоящего времени были получены в том случае, когда штапельные волокна запитывались непосредственно на участке скачкообразным сужением поперечного сечения. Зона всасывания U образуется во всасывающие-смесовой головке 43. Продольные разрезы 53 защищенной всасывающе-смесовой зоны U могут быть относительно малыми. Однако они должны составлять по меньшей мере 10%, предпочтительно 50%-100% от длины фильерного канала 17 ускорения. Собственно длина всасывающе-смесовой зоны (АМ) в действительности больше, чем та часть, которая защищена коническим отверстием 46. Через SB обозначена зона петлеобразования, а через FZ - зона плетения. В зоне точки F плетения смещенная пряжа 10 стягивается влево почти под прямым углом, как это показано двумя стрелками для текстурированной смешанной пряжи (TMG). Запорное устройство 54 защищает подаваемые волокна от вредного воздействия воздушного потока, вызываемого эффектом всасывания потока ударной волны. В устройстве, изображенном на фиг. 10, штапельные волокна 2 согласно фиг. 6 подводятся в виде ленты с ленточной машины и через прибор 5 вытяжки волокон с необходимой скоростью и в необратимом количестве подаются в зону всасывания. При этом предпочтительно, чтобы штапельные волокна 2 как можно ближе подводились к зоне всасывания U, и аналогично приведенному примеру, механически удерживались до момента передачи. В результате становится возможным держать под контролем ввязывание штапельных волокон даже при очень короткой длине волокон. Посредством устройства, представленного на фиг. 10, были достигнуты очень высокие результаты, при этом доля химических волокон (бесконечной комплексной нити) составила 60-70%, доля хлопковых - соответственно около 30-40%. Набегание составило не более 40%, давление - от 6 до 8 бар, скорость вытягивания - около 250 м/мин. Скорость подачи штапельных волокон можно было менять в пределах 10-20% от скорости вытягивания.
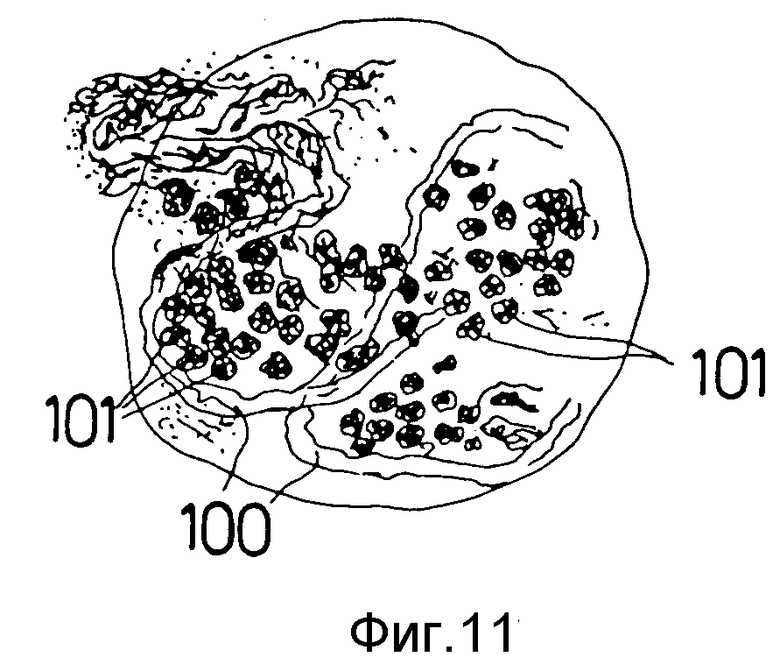
На фиг. 11 в виде микроскопического разреза показан фрагмент текстурированной смешанной пряжи 10. Здесь можно видеть большое количество элементарных нитей 101, переплетающие отдельные волокна 100.
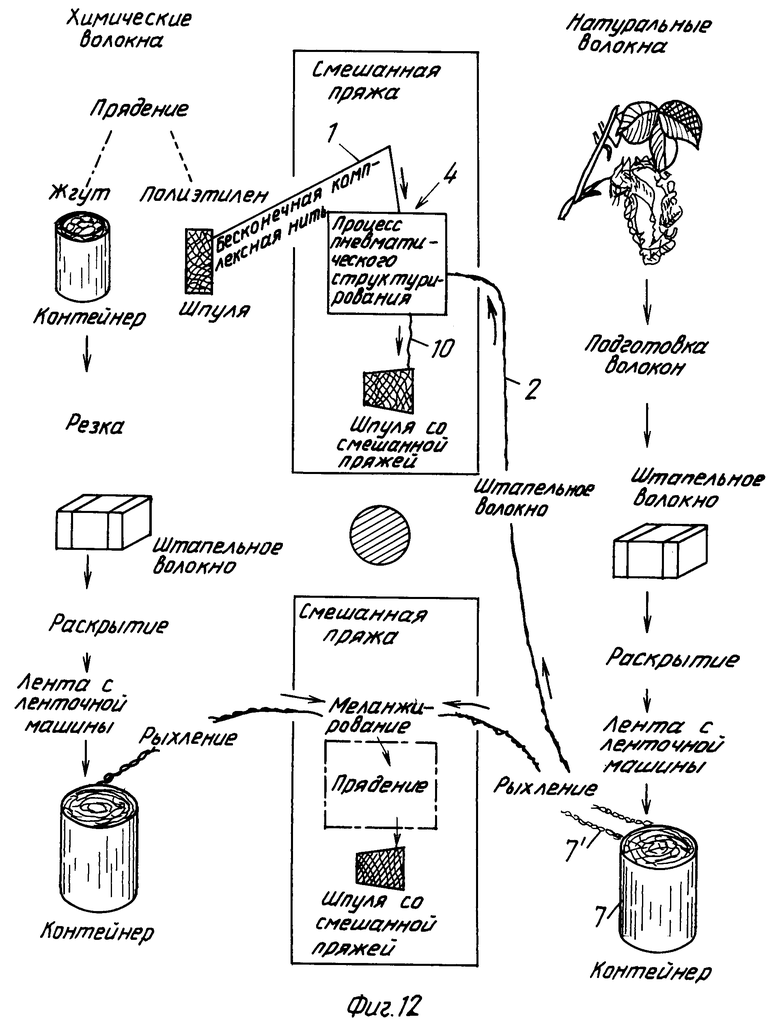
На фиг. 12 в целях сопоставления изображен весь процесс, начиная от сырья до получения готового изделия. На одной стороне показан путь от первоначальных волокон до получения готовой пряжи, на другой стороне - от бесконечной комплексной нити и штапельных волокон до получения смешанной пряжи согласно изобретению.
Для получения преимущественно свободной от скручивания смешанной пряжи пневмотекстурированием потоком ударной волны с образованием петель, которая обладает всеми преимуществами комбинации бесконечной комплексной нити со штапельными волокнами и может использоваться в промышленной практике. Согласно способу бесконечную комплексную нить подают в нагнетаемом воздушном потоке с набеганием, направляют ее по расширяющемуся каналу ускорения фильеры пневматического текстурирования и раскрывают в раскрывшуюся комплексную нить воздушным потоком, засасывают и примешивают штапельные волокна с питающего устройства через всасывающе-смесовую головку. Воздушный поток переводят в поток с ударной волной, образующий петли на элементарных нитях, которыми охватываются и ввязываются штапельные волокна, после чего в зоне плетения текстурированную смешанную пряжу стягивают почти под прямым углом. В устройстве для осуществления способа указанный технический результат достигается тем, что оно содержит фильеру для пневматического текстурирования, фильерный канал ускорения и всасывающе-смесовую головку с по меньшей мере одним устройством подачи штапельных волокон. Всасывающе-смесовая головка расположена на выходном конце фильерного канала ускорения и имеет в переходной зоне отверстие для подачи штапельных волокон. 3 с. и 13 з.п.ф-лы, 12 ил.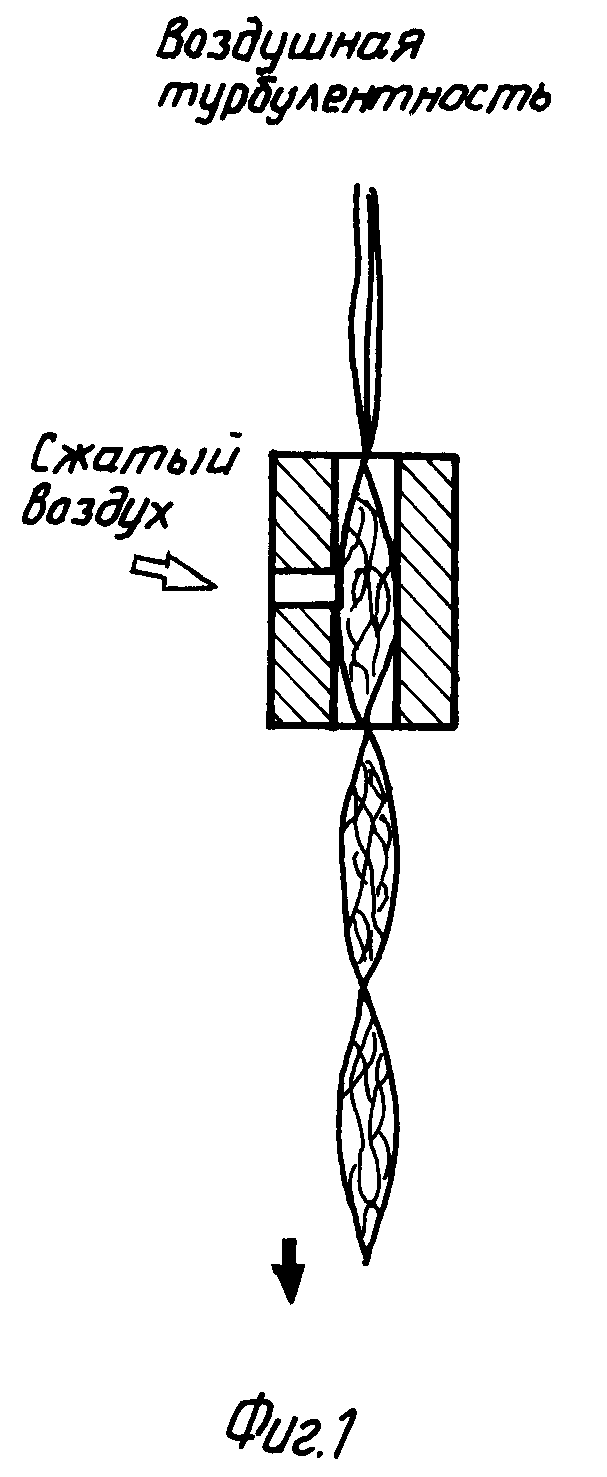
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 3822543 A, 09.07.74 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Текстильная промышленность, 1989, N 7, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 3441982 A1, 25.05.86 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для тренировки памяти обучаемого | 1985 |
|
SU1305757A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для получения многокомпонентной нити | 1975 |
|
SU622891A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU363598A1 |
