Изобретения относятся к определению физических свойств материалов неразрушающим методом и могут быть использованы в устройствах и способах непрерывного ультразвукового контроля процентного содержания связующего в движущейся ленте из жгутов углеродных волокон.
Для получения высокопрочных оболочек из композиционных материалов важным является обеспечение заданного соотношения армирующих волокон и полимерного связующего. Регулировать их количественное соотношение возможно только на стадии пропитки армирующего наполнителя с учетом обеспечения заданного натяжения при прохождении формирующего тракта и нанесении на вращаемую оправку в зависимости от режимов намотки, вязкости и температурного состояния полимерного связующего, а также в зависимости от режимов термоотверждения.
Известно устройство для непрерывного ультразвукового контроля процентного содержания связующего в ленте из жгутов углеродных волокон, содержащее излучающий и приемный пьезоэлементы (1).
Известен способ непрерывного ультразвукового контроля процентного содержания связующего в движущейся ленте из жгутов углеродных волокон, включающий измерение скорости распространения ультразвуковых колебаний в ленте между излучающим и приемным пьезоэлементами и определение по полученным данным процентного содержания связующего в ленте (2).
В известном уровне техники линейная плотность волокнистой ленты, процентное содержание связующего в ней может быть определено только в пределах ее толщины. При прохождении длинного пути формирования лента имеет свойства, отличающиеся от измеренных.
Основной задачей является создание устройства и способа непрерывного ультразвукового контроля процентного содержания связующего в движущейся ленте из жгутов углеродных волокон на фиксированном расстоянии по ее длине.
Техническим результатом от использования изобретений является повышение точности контроля процентного содержания связующего в ленте из жгутов, качества и прочности изделий, из нее изготовленных.
Основная задача решена и технический результат достигнут за счет изменения конструкции устройства и способа посредством установки приемного пьезоэлемента на фиксированном расстоянии от излучающего и измерения скорости распространения ультразвуковых колебаний в ленте в ее продольном направлении для определения процентного содержания связующего с учетом известных свойств непропитанной нити и свойств связующего.
Для этого, в устройстве для непрерывного ультразвукового контроля процентного содержания связующего в ленте из жгутов углеродных волокон излучающий и приемный пьезоэлементы размещены в каналах неподвижных трубчатых стержней, расположенных параллельно на фиксированном расстоянии один от другого, электрически и акустически изолированные концы которых закреплены на корпусе рамного типа, причем излучающий и приемный пьезоэлементы установлены и зафиксированы в каналах неподвижных трубчатых стержней по радиальным плоскостям симметрии через нажимные шайбы и сегментные вкладыши винтами в радиальном направлении.
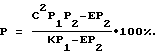
В способе непрерывного ультразвукового контроля процентного содержания связующего в движущейся ленте из жгутов углеродных волокон, включающем измерение скорости распространения ультразвуковых колебаний в ленте между излучающим и приемным пьезоэлементами и определение по полученным данным процентного содержания связующего в ленте, измеряют скорость С распространения ультразвуковых колебаний в ленте в ее продольном направлении на фиксированном расстоянии между параллельно расположенными трубчатыми стержнями с приемным и излучающим пьезоэлементами, установленными и зафиксированными по радиальным плоскостям симметрии в их каналах, причем трубчатые стержни закреплены электрически и акустически изолированными концами на корпусе, выполненном рамного типа, и с учетом заранее определенных значений модуля упругости непропитанной нити Е, модуля всестороннего сжатия связующего К, удельной плотности непропитанной нити Р1, удельной плотности связующего Р2, процентное содержание связующего Р определяют по формуле:
Отличительными особенностями устройства являются признаки:
- размещение излучающего и приемного пьезоэлементов в каналах неподвижных трубчатых стержней,
- расположение трубчатых стержней параллельно на фиксированном расстоянии один от другого,
- закрепление электрически и акустически изолированных концами трубчатых стержней на корпусе рамного типа,
- фиксация излучающего и приемного пьезоэлементов в каналах неподвижных трубчатых стержней по радиальным плоскостям симметрии через нажимные шайбы и сегментные вкладыши винтами в радиальном направлении.
Отличительными особенностями способа являются признаки:
- измерение скорости С распространения ультразвуковых колебаний в ленте в ее продольном направлении на фиксированном расстоянии между параллельно расположенными трубчатыми стержнями с приемным и излучающим пьезоэлементами,
- установка и фиксация приемного и излучающего пьезоэлементов по радиальным плоскостям симметрии в каналах трубчатых стержней,
- закрепление трубчатых стержней электрически и акустически изолированными концами на корпусе, выполненном рамного типа,
- определение процентного содержания связующего по приведенной формуле с учетом заранее определенных значений модуля упругости непропитанной нити, модуля всестороннего сжатия связующего, удельной плотности непропитанной нити, удельной плотности связующего.
Указанные отличительные особенности устройства и способа являются существенными признаками, так как каждый из них в отдельности и совместно направлен соответственно на решение поставленной задачи и достижение нового технического результата. Наличие в устройстве трубчатых стержней со встроенными в них излучающим и приемным пьезоэлементами, расположенных параллельно на фиксированном расстоянии один от другого, закрепленными электрически и акустически изолированными концами на корпусе рамного типа, позволяет измерять ультразвуковые колебания в продольном направлении ленты, находить скорость их прохождения и с учетом заранее определенных значений модуля упругости непропитанной нити, модуля всестороннего сжатия связующего, удельной плотности нити, удельной плотности связующего вычислять процентное содержание связующего в ленте, набирать статистику и калибровать измеренные параметры с повышенной точностью.
Указанные отличительные существенные признаки устройства и способа являются новыми, так как их использование в известном уровне техники не обнаружено, что позволяет характеризовать предложенные технические решения соответствующими критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат в повышении точности определения процентного содержания связующего в ленте, что характеризует предложенные технические решения существенными отличиями от известного уровня техники, аналогов и прототипов. Новые технические решения являются результатом научно-исследовательской работы и экспериментальных исследований без использования стандартов или рекомендаций в данной области техники, являются оригинальными, неочевидными, получены творческим путем, соответствуют критерию "изобретательский уровень".
Сущность изобретений поясняются чертежами с кратким их описанием:
На фиг.1 представлен общий вид устройства в плане, на фиг.2 -поперечное сечение устройства вдоль ленты, на фиг.3 - трубчатый стержень с излучающим пьезоэлементом, в увеличенном масштабе, на фиг.4 - трубчатый стержень с приемным пьезоэлементом, в увеличенном масштабе.
Более подробное описание устройства и способа с указанием позиций на чертежах состоит в следующем:
Устройство для непрерывного ультразвукового контроля процентного содержания связующего в ленте из жгутов углеродных волокон, фиг.1 - фиг.4, содержит излучающий и приемный пьезоэлементы 1, 2, размещенные в каналах 3, 4 неподвижных трубчатых стержней 5, 6, расположенных параллельно на фиксированном расстоянии один от другого, закрепленных электрически и акустически изолированными концами на корпусе 7 рамного типа. Излучающий и приемный пьезоэлементы 1, 2 установлены и зафиксированы в каналах 3, 4 трубчатых стержней 5, 6 по радиальным плоскостям симметрии 8, 9 через нажимные шайбы 10, 11 и сегментные вкладыши 12, 13 винтами 14, 15 в радиальном направлении.
Способ непрерывного ультразвукового контроля процентного содержания связующего в движущейся ленте из жгутов углеродных волокон включает измерение скорости распространения ультразвуковых колебаний в ленте между излучающим и приемным пьезоэлементами 1, 2, причем в ее продольном направлении на фиксированном расстоянии между параллельно расположенными трубчатыми стержнями 5, 6 с установленными в их каналах 3, 4 и зафиксированных по радиальным плоскостям симметрии 8, 9 приемным и излучающим пьезоэлементами 1, 2 при закрепленных электрически и акустически изолированными концами трубчатых стержней 5, 6 на корпусе 7, выполненном рамного типа. С учетом измеренной скорости С распространения ультразвуковых колебаний в ленте в ее продольном направлении, с учетом заранее определенных значений модуля упругости Е непропитанной нити, модуля всестороннего сжатия К связующего, удельной плотности Р1 непропитанной нити, удельной плотности Р2 связующего процентное содержание Р связующего определяют по формуле:
Функционирование устройства с реализацией способа непрерывного ультразвукового контроля процентного содержания связующего в ленте из жгутов углеродных волокон заключается е излучении ультразвука определенной мощности и частоты пьезоэлементом 1, восприятия его составляющей, прошедшей вдоль пропитанной ленты пьезоэлементом 2, что позволяет измерить скорость ультразвуковых колебаний в ленте на фиксированном расстоянии между параллельно расположенными трубчатыми стержнями 5, 6 при фиксированном размещении в них пьезоэлементов 1, 2 и оценить процентное содержание связующего по вышеуказанной формуле с учетом заранее определенных значений модуля упругости непропитанной нити, модуля всестороннего сжатия связующего, удельной плотности непропитанной нити и удельной плотности связующего. Полученные данные процентного содержания связующего позволяют оценивать и регулировать количество его нанесения на ленту с повышенной точностью, что позволяет повысить качество изготавливаемых изделий.
Использование устройства и способа непрерывного ультразвукового контроля процентного содержания связующего в движущееся ленте из жгутов углеродных волокон в реальных условиях производства показало положительные результаты, лента имела равномерное стабильное количество нанесенного связующего, соответствующее его заданному процентному содержанию.
Таким образом, новые технические решения эффективно воспроизводятся промышленным путем, подтверждают новый технический результат по сравнению с известным уровнем техники, соответствуют и критерию "промышленная применимость", т.е. уровням изобретений.
Приведенная форма выполнения устройства в отношении размеров и расположения отдельных элементов, реализующего способ, представляет собой только возможные, предпочтительные варианты его осуществления в объеме, изложенном в пунктах формулы.
Источники информации
1. Патент RU 1749824, МПК5 G 01 N 29/00, 1992.
2. Авторское свидетельство SU 442904, МПК4 G 01 N 29/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2156394C1 |
| ОБТЕКАТЕЛЬ | 1998 |
|
RU2132586C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2000 |
|
RU2178430C2 |
| АРМИРОВАННАЯ ОБОЛОЧКА | 2008 |
|
RU2369801C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| РАКЕТА КОСМИЧЕСКОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2210726C1 |
| РАЗДЕЛЬНО-СОВМЕЩЕННЫЙ УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1996 |
|
RU2107300C1 |
| ТРУБЧАТЫЙ КОРПУС ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2187733C1 |
| КОНТЕЙНЕР БОЕПРИПАСА | 2000 |
|
RU2172928C1 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2001 |
|
RU2190150C1 |

Изобретение относится к определению физических свойств материалов акустическим методом. Устройство содержит корпус рамного типа, на котором на фиксированном расстоянии друг от друга и параллельно друг другу расположены неподвижные трубчатые стержни. Концы стержней электрически и акустически изолированы от корпуса. В каналах стержней размещены приемный и излучающий пьезоэлементы. Процентное содержание связующего в движущейся ленте из углеродных волокон определяется по скорости распространения ультразвуковых колебаний вдоль ленты с учетом заранее определенных значений модуля упругости непропитанной нити, модуля всестороннего сжатия связующего и удельных плотностей непропитанной нити и связующего. Изобретение позволит контролировать содержание связующего в ленте по всей ее длине в зоне формирующего канала и тем самым повысить точность контроля. 2 с.п.ф-лы, 4 ил.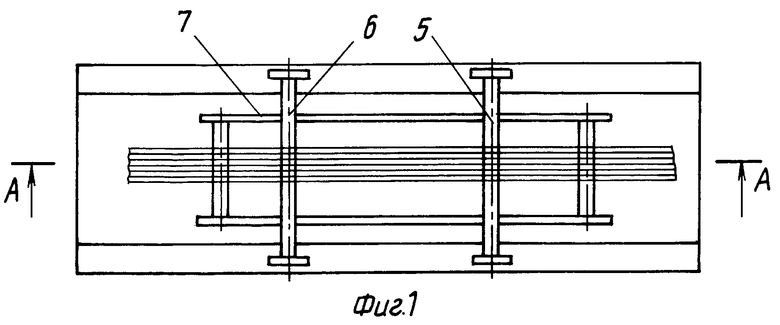
 \
\
| SU 1749824 A1, 23.07.1992 | |||
| Ультразвуковой интерферометр для измерения плотности | 1980 |
|
SU945775A1 |
| УЛЬТРАЗВУКОВОЙ КАРДИОГРАФ | 0 |
|
SU245980A1 |
| Акустический преобразователь | 1982 |
|
SU1045189A1 |
| US 4845688 A, 04.07.1989 | |||
| Устройство для контроля качества композиционных материалов при их изготовлении | 1986 |
|
SU1385057A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ПАРАМЕТРОВ СРЕДЫ | 1994 |
|
RU2080593C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 1996 |
|
RU2106625C1 |
| Способ определения физико-механических характеристик слоистых анизотропных материалов | 1987 |
|
SU1442904A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА АНИЗОТРОПИИ МЕХАНИЧЕСКИХ СВОЙСТВ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 0 |
|
SU358663A1 |
| СПОСОБ СБОРКИ СЕКЦИОННОГО КОРПУСНОГО КУМУЛЯТИВНОГО ПЕРФОРАТОРА | 1993 |
|
RU2062866C1 |
| Пневматическая трамбовка | 1960 |
|
SU140074A1 |

