Изобретение относится к стоматологии, в частности к способам контроля технологии изготовления зубных металлокерамических протезов (ЗМКП).
Известен способ для исследования прочностных характеристик мостовидных протезов в стоматологии методом на основе голографической интерферометрии. Протез освещают когерентным излучением, получают его голограмму, осуществляют процесс упругого деформирования протеза, регистрируют интерферационную картину, определяя по ней распределение перемещений отдельных зубов в протезе, и по полученным данным судят о прочности протеза [патент РФ 1454442, МПК А 61 С 13/00, опублик. 30.01.89].
Предложенный способ оценивает соблюдение технологии изготовления конструкций протезов по прочности соединения опорных зубов с промежуточной частью протеза. Метод предназначен только для исследования паяных мостовидных протезов. Получаемые показатели данного способа зависят от места приложения нагрузки и особенностей конструкций мостовидных протезов.
Известен способ оценки прочности конструкции несъемных зубных протезов [патент РФ 2028125, МПК А 61 С 13/00, опублик. 09.02.95], по результатам которого делается вывод о функциональной выносливости протезов. Способ осуществляют путем последовательного определения увеличения объема зуба, на который изготавливается несъемный зубной протез, увеличения объема зуба вместе с зубным протезом при нагреве, а оценку проводят по формуле
где V1 - увеличение объема системы зуб с укрепленным несъемным зубным протезом при нагревании;
V2 - увеличение объема системы зуб без протеза при нагревании;
V0 - объем системы зуб с укрепленным несъемным зубным протезом;
К - отношение объемов системы зуб с укрепленным несъемным зубным протезом и зубом без протеза.
Данный метод позволяет оценить соответствие коэффициента линейного термического расширения зубных конструкций естественным тканям зуба. Предложенный способ предназначен только для исследования конструкций, используемых для восстановления целостности коронки зуба, т.е. вкладок.
Согласно нормативному документу, разработанному Центральным комитетом профсоюза работников здравоохранения РФ, ММСИ и Международной академией предпринимательства контроль технологии изготовления ЗМКП проводится следующим образом: качество отлитой конструкции, ровность обработки металлического каркаса проверяется визуально или с помощью лупы четырехкратного увеличения; толщину каркаса и керамической облицовки измеряют штангенциркулем или микрометром, прочное химическое соединение керамики с металлической поверхностью протеза "должно гарантироваться зубным техником" [Стоматологическая служба в нормативных документах. /Под ред. д.м.н., проф. М.М. Кузьменко. - М., 1998. - С. 405 - 407].
Из перечисленных методов контроля технологии изготовления ЗМКП можно заключить, что контроль осуществляется либо визуально, либо с помощью приборов, имеющих малую степень разрешения и не отражающих состояние внутренних микроструктур; фактически нет метода, позволяющего осуществлять неразрушающий контроль технологии изготовления металлокерамических протезов.
Технический результат, на достижение которого направлено изобретение, заключается в осуществлении контроля технологии изготовления ЗМКП неразрушающим путем в процессе его изготовления, что приведет к снижению осложнений в ходе эксплуатации протеза.
Технический результат достигается тем, что способ контроля технологии изготовления ЗМКП включает изготовление эталонных образцов металлокерамических протезов, заключающееся в отливке металлической основы, обработке ее поверхности, нанесении керамических слоев и глазуровании, контроль изготовления эталонных образцов методом электронного парамагнитного резонанса (ЭПР) с измерением на каждом этапе изготовления параметров его спектров, таких как интенсивности I сигнала первой производной линии поглощения, содержания C парамагнитных центров и полуширины ΔН линии поглощения, построение по измеренным параметрам I, С и ΔН номограмм и создание банка данных, изготовление металлокерамических протезов, одновременно с которыми и по той же технологии изготавливают реперный образец, измеряют параметры спектров ЭПР реперного образца на каждом этапе его изготовления, сравнивают параметры спектров ЭПР реперного образца с параметрами номограмм банка данных, а вывод о соблюдении технологии изготовления ЗМКП делают при условии, что параметры спектра ЭПР реперного образца находятся в пределах колебаний параметров номограмм банка данных.
Кроме того, после глазурования эталонных и реперных образцов проводят исследование этих образцов методом растровой электронной микроскопии, по которой определяют состояние поверхности образцов - трещины, сколы, пузыри, поры, посторонние включения, просвечивание литой части, а также рентгеноспектральным микроанализом, по которому определяют химический состав поверхности образцов.
Сущность ЭПР-спектроскопии заключается в следующем. Изучаемый образец помещается в сильное однородное магнитное поле, и одновременно подается электромагнитное излучение такой частоты, чтобы оно было равно частоте излучения или поглощения при переходе электрона с одного энергетического уровня на другой (так называемая резонансная частота). За счет энергии излучения неспаренные электроны (НЭ), находящиеся на более низком энергетическом уровне, переходят на верхний с одновременным изменением направления спина и поглощением энергии. При этом уменьшение мощности электромагнитного излучения, проходящего через систему, регистрируется. Одновременно электроны верхнего уровня переходят на нижний, излучая квант электромагнитной энергии. Этот процесс называется "индуцированной эмиссией". Коэффициент поглощения и индуцированной эмиссии равны между собой. Но в связи с тем, что на нижнем энергетическом уровне всегда находится несколько больше НЭ, чем на верхнем, эта разница и определяет интенсивность реально наблюдаемого сигнала ЭПР [Альтшулер С.А., Козырев Б.М. Электронный парамагнитный резонанс соединений элементов промежуточных групп.- М.: Наука, 1972. - С. 3-7].
Методом ЭПР можно регистрировать парамагнитные центры (ПМЦ) в проводниках и полупроводниках; в кристаллической ионной, атомной или молекулярной решетках; в металлах переходной группы; при разрыве ковалентных химических связей. Парамагнитные центры - это молекулы и атомы, имеющие свободные неспаренные электроны (НЭ).
Метод ЭПР используется для неразрушающего исследования пространственной структуры неоднородных материалов, содержащих парамагнитные центры; определения степени совершенства кристаллической структуры диэлектриков (например, кварца); дефектоскопии твердых тел и их поверхностей.
На основании этого метод ЭПР может быть применен и для контроля технологии изготовления ЗМКП.
Основные характеристики спектров ЭПР.
Интенсивность I линии поглощения [фиг.1] - величина поглощения в микроволновом диапазоне, пропорциональна общему числу НЭ, содержащихся в образце. Отсюда следует, что по интегральной интенсивности линии поглощения можно судить о содержании С ПМЦ. Полуширина ΔН линии поглощения определяется взаимодействием магнитных моментов электронов с окружением (спин-решеточное или спин-спиновое взаимодействие).
На фиг. 1 изображены линия поглощения и ее первая производная: а) линия поглощения (Р - мощность микроволнового излучения, Н - напряженность постоянного магнитного поля, ΔН - полуширина линии); б) первая производная линии поглощения (I - интенсивность сигнала первой производной линии поглощения).
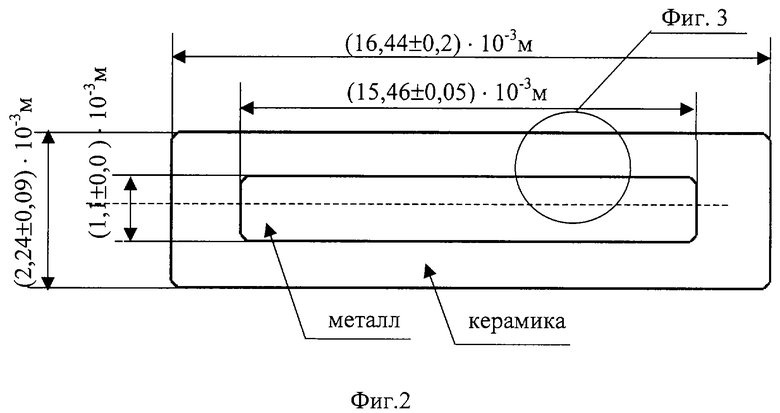
На фиг.2 изображена схема строения эталонных и реперных образцов.
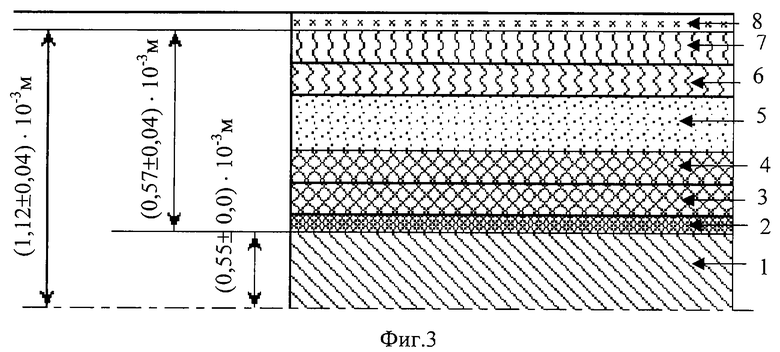
На фиг. 3 изображена схема расположения металла и слоев керамики в структуре эталонных и реперных образцов.
На фиг. 4 изображена поверхность одного из эталонных образцов по данным растровой электронной микроскопии, •313.
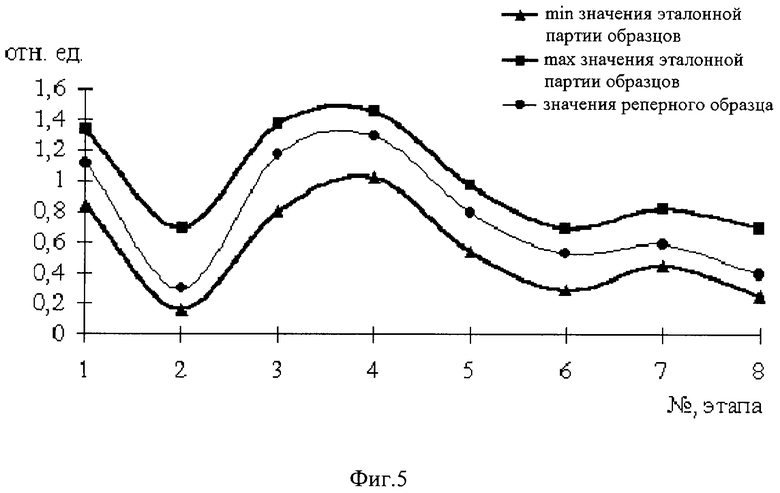
На фиг.5 изображена номограмма показателя I сигнала и изменение данного показателя для реперного образца на этапах изготовления ЗМКП.
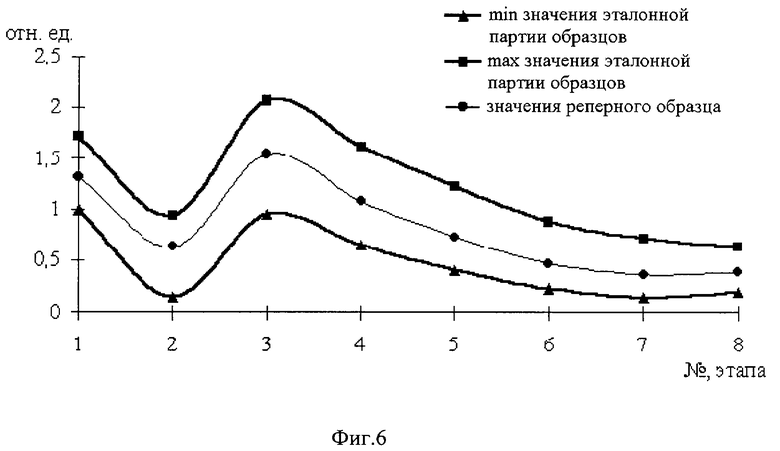
На фиг.6 изображена номограмма показателя С сигнала и изменение данного показателя для реперного образца на этапах изготовления ЗМКП.
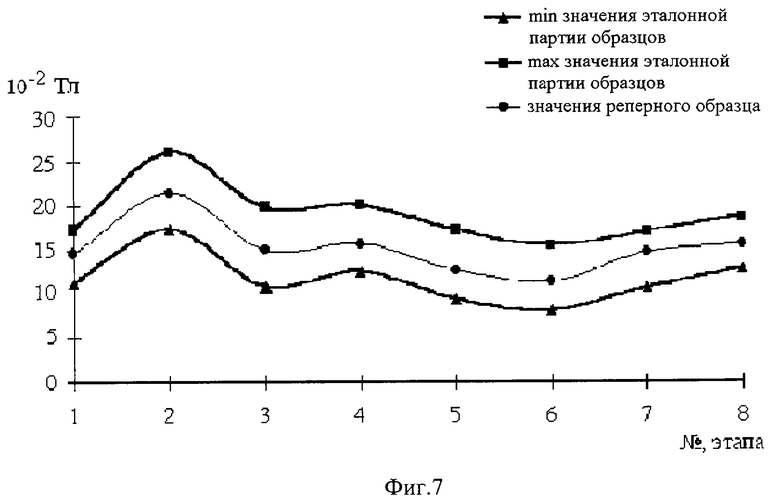
На фиг.7 изображена номограмма показателя ΔН сигнала и изменение данного показателя для реперного образца на этапах изготовления ЗМКП.
Для учета разницы в весе эталонных и реперных образцов осуществляется расчет показателей I и С по следующим формулам: I (отн. ед.), I= (Ion•mн)/(Iнср•mоп), где Iоп - интенсивность сигнала эталонного или реперного образца (отн. ед.), Iнср (отн. ед.) - интенсивность сигнала первой производной линии поглощения образца для нормировки показателей прибора, mн - вес образца для нормировки показателей прибора (кг), mоп - вес эталонного или реперного образца (кг). Содержание парамагнитных центров С (отн. ед.), С=(Соn•mн)/(Снcр•mоп), где Соп (отн. ед.) - содержание парамагнитных центров эталонного или реперного образца, Снср (отн. ед.) - среднее содержание парамагнитных центров образца для нормировки показателей прибора. Образец для нормировки показателей прибора необходим, так как погрешность измерений прибора составляет по стабилизации магнитного поля 0,1 Э, по частоте модуляции внешнего магнитного поля 0,1%.
Данный расчет позволяет сравнивать I и С эталонных и реперных образцов, несмотря на колебания в весе, возникающие в процессе изготовления [Современные методы биофизических исследований. /Под ред. А.Б. Рубина. - М.: Высш. шк., 1988. - С. 236]. Также этот расчет позволит сопоставлять показатели ЭПР эталонных и реперных образцов, изготовленных в других зуботехнических лабораториях и из различных материалов.
Размер эталонных и реперных образцов на конечном этапе изготовления ограничивается размерами резонатора.
Оценка технологии изготовления ЗМКП осуществляется по параметрам ЭПР реперного образца. Если они входят в пределы колебаний параметров магнитно-резонансных характеристик номограмм эталонных образцов, то технология изготовления данной партии считается соблюденной.
Номограммы составляются по результатам измерений параметров ЭПР эталонных образцов, изготовленных по технологии изготовления ЗМКП, количеством не менее 30 образцов и представляют собой банк данных номограмм [Социальная гигиена и организация здравоохранения. /Под ред. А.Ф. Серенко, В.В. Ермакова. - М.: Медицина, 1977. - 134-135].
Для подтверждения качественного изготовления эталонных и реперных образцов необходимо использование других методов, например растровой электронной микроскопии (РЭМ) и рентгеноспектрального микроанализа (РСМА). РЭМ позволяет регистрировать трещины, поры, сколы, посторонние включения на поверхности образцов, просвечивание литой части. РСМА позволяет регистрировать химический состав образцов 0,5-5•10-6 м по поверхности и 0,01-5•10-6 м по глубине, относительная чувствительность составляет 0,01-0,5% [Уманский Я.С., Скаков Ю. А. , Иванов А.И., Расторгуев Л.И. Кристаллография, рентгенография и электронная микроскопия. - М.: Металлургия, 1982. - 567 с.].
Пример применения способа.
Способ осуществляется следующим образом: изготовление эталонных образцов по принятой технологии изготовления эталонных образцов металлокерамических протезов, измерение параметров спектров ЭПР; построение по каждому параметру номограмм; создание банка данных номограмм; изготовление металлокерамических протезов, одновременно и по той же технологии изготавливают реперный образец, измеряют параметры спектров ЭПР реперного образца, сравнивают параметры спектров ЭПР реперного образца с параметрами номограмм банка данных.
Эталонные, реперный образцы и ЗМКП изготавливали из кобальтохромового сплава (КХС), Ленинградский завод медицинских полимеров, ТУ 64-2-162-77, состав (%) - Со (62), Сr (25-28), Мо (4,4-5,5), Ni (3-3,75), Mn (0,6), Fe (0,5-0,6), Si (0,5), С (0,25). В качестве керамического покрытия использовали керамику "Duceram" (фирма "Ducera", (Германия)), lot 0188/3 согласно инструкции, (таблица 1, фиг.3) [Weinstein М., Katz S., Weinstein A.B. US patents. 3052982 and 3052983. - 1962]. Данная керамика отражает общие тенденции относительно состава и свойств материалов, применяемых в стоматологии [Лебеденко И.Ю. Ортопедическое лечение патологии твердых тканей зубов и зубных рядов с применением нового поколения стоматологических материалов и технологий: Автореф. дис. док. мед. наук. - Москва, 1995. - С. 22-23].
Технология изготовления эталонных и реперных образцов строго соответствовала технологии изготовления ЗМКП.
Восковые заготовки эталонных и реперных образцов изготавливали из базисного воска. Литую часть эталонных и реперных образцов отливали в огнеупорной массе на центробежной высокочастотной индукционной литейной установке. В отлитых заготовках отсутствовали неслитины, трещины, рыхлоты, посторонние включения, сквозные и глубокие раковины. Этот этап контролировался с помощью лупы четырехкратного увеличения.
Абразивная обработка литой части образцов выполнялась вулканитовыми дисками с целью выравнивания; пескоструйная обработка проводилась в течение 1 минуты на двухфракционном пескоструйном аппарате, затем металлический каркас промывался в дистиллированной воде.
Создание оксидной пленки проводилось при 1253 К (в течение 5 минут).
Процесс оксидирования и обжиг керамики проводился в вакуумной малогабаритной электропечи "Аверон" с программным управлением технологическими процессами в соответствии с инструкцией фирмы-изготовителя керамики. Обжиг керамики проводился на подложке, изготовленной из ортодонтической проволоки и покрываемой соответствующим слоем керамики.
На этапах изготовления эталонных и реперных образцов регистрировались: длина (l) и диаметр (d) - штангенциркулем марки "КЛ-2", вес (m) - на аналитических весах марки "ВЛА-200г-М".
Цвет изготовленных эталонных и реперных образцов соответствовал выбранному эталонному цвету расцветки "Vita", проверялся визуально.
Поверхность эталонных образцов после глазурования по данным РЭМ ровная, гладкая, без трещин, пузырей и посторонних включений, не имеет просвечивания литой части конструкции [фиг.4].
В результате проведенного РСМА поверхности эталонных образцов у всех образцов были выявлены химические элементы: 28Si, 39К, 138Ва.
Размер эталонных и реперных образцов на конечных этапах изготовления ограничивался размерами резонатора (прибор спектрометр ЭПР ER-200 SRC, фирма "Bruker", Германия) в нашем случае длина - не более 15•10-3 м, диаметр - не более 3•10-3 м (фиг.2). Размеры образца для нормировки показателей прибора составили: длина - 1,54•10-2 м, диаметр - 10-3 м, вес - 0,102•10-3 кг, отлит из КХС.
Спектр ЭПР регистрировался на ЭПР-спектрометре ER-200 SRC фирма "Bruker" (Германия), который состоит из блока источника СВЧ излучения, системы резонатора, системы детектирования, системы модуляции, системы магнита. Основу источника СВЧ излучения составляет клистрон, генерирующий радиочастотные колебания на частоте ≈9,5 ГГц. Система магнита позволяет получать стабильные значения внешнего магнитного поля до 21 кЭ. Спектрометр снабжен компьютером "Аспект 3000", позволяющим автоматизировать эксперименты, получать различные параметры спектра и сохранять их. Режим записи: 300 К, SF=9,7 ГГц, SP=200 млВт, MF=100 кГц, МА=5•10-4 Тл, ТС=100 мс, РН=90o, SW=65•10-2 Тл, CF=34•10-2 Tл, GN=2,5•104, 512 LSB/ см, TI=100 с.
Параметры ЭПР спектроскопии регистрировались на каждом этапе изготовления эталонных образцов. Затем проводился учет веса эталонных и образцов. Количество эталонных образцов составило 30.
По каждому параметру (I, С, ΔН) проводилось построение номограмм, создание банка данных номограмм. Номограммы представляли собой колебания минимальных и максимальных значений параметров (I, С, ΔН) в ходе изготовления эталонных образцов [фиг.5, 6, 7].
При проверке соблюдения технологии изготовления ЗМКП одновременно с изготовлением ЗМКП и по той же технологии изготовления, как и технология изготовления эталонных образцов, изготавливался реперный образец. На каждом этапе изготовления реперного образца измеряли параметры спектров ЭПР. Затем проводился учет веса реперного образца. После глазурования реперный образец контролировался методами растровой электронной микроскопии и рентгеноспектральным микроанализом. По данным растровой электронной микроскопии поверхность реперного образца ровная, гладкая, без трещин, пузырей, пор, сколов посторонних включений, просвечивания литой части нет. По данным рентгеноспектрального микроанализа на поверхности обнаруживаются: 28Si, 39K, 138Ва.
Проводили сравнение параметров спектров ЭПР реперного образца с параметрами номограмм. Параметры спектров ЭПР реперного образца укладывались в пределы колебаний показателей номограмм эталонной партии металлокерамических конструкций, поэтому делался вывод о соблюдении технологии изготовления ЗМКП [фиг.5, 6, 7].
Применение данного способа позволит повысить качество и эффективность ортопедического лечения металлокерамическими конструкциями патологии твердых тканей зубов и зубных рядов. Так как процесс контроля технологии изготовления ЗМКП осуществлялся на стадии его изготовления, предложенный способ контроля технологии изготовления ЗМКП дает гарантию на оказанное лечение. Его можно проводить в различных зуботехнических лабораториях для контроля соблюдения технологии изготовления металлокерамических протезов.
Этапы изготовления эталонных, реперных образцов и ЗМКП:
1 - подготовка металлического каркаса эталонных, реперных образцов и ЗМКП к созданию оксидной пленки;
2 - создание оксидной пленки;
3 - нанесение первого слоя опаковой массы;
4 - нанесение второго слоя опаковой массы;
5 - нанесение дентинной массы;
6 - нанесение первого слоя эмалевой массы;
7 - нанесение второго слоя эмалевой массы;
8 - глазурование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИДЕНТИФИКАЦИИ ГРАНИЦ ПОРАЖЕНИЯ ЛАДОННОГО АПОНЕВРОЗА ПРИ КОНТРАКТУРЕ ДЮПЮИТРЕНА | 2013 |
|
RU2553923C2 |
| СПОСОБ ОЦЕНКИ РИСКА ПРОГРЕССИРОВАНИЯ АРТЕРИАЛЬНОЙ ГИПЕРТЕНЗИИ У ЖЕНЩИН | 2006 |
|
RU2329503C2 |
| Способ контроля технологии моделирования микрорельефа окклюзионной поверхности зуба | 2015 |
|
RU2606275C2 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ОЧАГА ОСТРОГО ОДОНТОГЕННОГО ВОСПАЛЕНИЯ | 1997 |
|
RU2132068C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ СШИВКИ ПОЛИЭТИЛЕНА | 2006 |
|
RU2310190C9 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ ВОЗДЕЙСТВИЯ АДГЕЗИВНЫХ СИСТЕМ НА ТВЕРДЫЕ ТКАНИ ЗУБА ПРИ ПЛОМБИРОВАНИИ КАРИОЗНЫХ ПОЛОСТЕЙ | 1998 |
|
RU2140192C1 |
| Способ анализа эволюции нановключений в тонкопленочных нанокомпозитах | 2022 |
|
RU2798708C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИМЕСЕЙ СОЕДИНЕНИЙ АЗОТА В ГИДРОКСИАПАТИТЕ | 2011 |
|
RU2465573C1 |
| Материал на основе кварцевого стекла для записи информации повышенной плотности | 2018 |
|
RU2678502C1 |
| Способ дозиметрии фотонных и корпускулярных ионизирующих излучений | 2023 |
|
RU2816340C1 |
Изобретение относится к стоматологии, в частности к способам контроля технологии изготовления зубных металлокерамических протезов (ЗМКП). Способ включает изготовление эталонных образцов по принятой технологии изготовления ЗМКП, включающей отливку металлической основы, обработку поверхности металлической основы, нанесение керамических слоев и глазурование; измерение параметров спектров электронного парамагнитного резонанса (ЭПР): I - интенсивности сигнала, С - содержания парамагнитных центров, ΔН-полуширины линии эталонных образцов на каждом этапе изготовления; построение по каждому параметру (I, С, ΔН) номограмм; создание банка данных номограмм. При изготовлении ЗМКП одновременно и по той же технологии изготавливают реперный образец; измеряют параметры спектров ЭПР реперного образца на каждом этапе его изготовления, сравнивают параметры спектров ЭПР реперного образца с параметрами номограмм банка данных; по попаданию параметров ЭПР реперного образца в пределы колебаний параметров номограмм судят о соблюдении технологии изготовления ЗМКП. После глазурования эталонных и реперных образцов проводят исследование этих образцов, для чего методом растровой электронной микроскопии определяют состояние поверхности образцов - трещины, сколы, пузыри, поры, посторонние включения, просвечивание литой части, а рентгеноспектральным микроанализом определяют химический состав поверхности образцов. 1 з.п.ф-лы, 7 ил.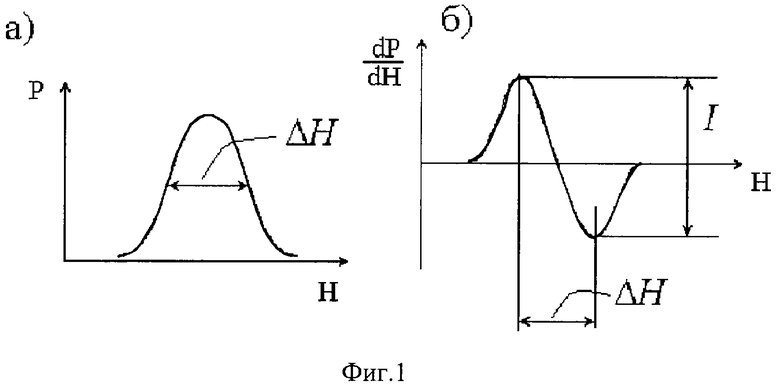
| Стоматологическая служба в нормативных документах./Под ред | |||
| проф | |||
| М.М.Кузьменко - М., 1998, с | |||
| Аппарат для передачи изображений неподвижных и движущихся предметов | 1923 |
|
SU405A1 |
| КОПЕЙКИН В.Н | |||
| и др | |||
| Зубопротезная техника | |||
| - М.: Триадо-Х, 1998, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
| Социальная гигиена и организация здравоохранения./Под ред.А.Ф.Серенко и др | |||
| - М.: Медицина, 1977, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |

