Изобретение относится к устройствам для получения оксидных покрытий на деталях, изготовленных из алюминиевых сплавов и может быть использовано для восстановления с упрочнением колодцев корпусов шестеренных насосов, например, типа НШ или НШ-У.
В ремонтном производстве известно устройство для нанесения покрытий на поверхность непрерывно перемещающихся длинномерных изделий методом электроосаждения из раствора полимеров, содержащее обливающую головку в качестве электрода и систему циркуляции раствора, обливающая головка выполнена в виде емкости, конфигурация боковой поверхности которой соответствует конфигурации боковой поверхности обрабатываемого изделия, перемещаемого вдоль продольной оси емкости, а ее входное и выходное отверстия имеют прокладки из упругого диэлектрика [1].
Данное устройство не позволяет восстанавливать колодцы корпусов шестеренных насосов, например, типа НШ или НШ-У.
Известно устройство для восстановления колодцев корпусов насосов нанесением гальванопокрытий сплавом цинк-железо или цинк-никель. Устройство имеет два электрода специальной конструкции. Каждый электрод состоит из цилиндра со спиральным сектором. В спиральном секторе имеются пазы, служащие для подвода свежего электролита к тампону [2].
Однако получаемые покрытия не обеспечивают высоких физико-механических свойств и износостойкости восстановленной поверхности.
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является устройство для микродугового оксидирования (МДО) колодцев корпуса шестеренного насоса, содержащее электрод, ванну-электролизер, источник питания, бак для сбора электролита, систему прокачки электролита, при этом корпус ванны-электролизера соединен с первой клеммой источника питания, а электрод соединен со второй его клеммой и выполнен в виде двух полых цилиндров, соединенных перемычкой и установленных в колодцы корпуса шестеренного насоса, одновременно являющиеся ванной-электролизером [3].
Однако данное устройство не позволяет получать покрытия с высокими физико-механическими свойствами и имеет большую продолжительность МДО детали.
Задачей изобретения является повышение физико-механических свойств формируемого покрытия, а также увеличение производительности процесса за счет сокращения продолжительности МДО детали.
Техническим результатом предлагаемого решения является увеличение микротвердости, толщины, скорости формирования покрытия и уменьшение продолжительности МДО.
Указанный технический результат при осуществлении изобретения достигается тем, что в устройстве для МДО колодцев корпуса шестеренного насоса, содержащем электрод, ванну-электролизер, источник питания, бак для сбора электролита, систему прокачки электролита, при этом корпус ванны-электролизера соединен с первой клеммой источника питания, а электрод соединен со второй его клеммой и выполнен в виде двух полых цилиндров, соединенных перемычкой и установленных в колодцы корпуса шестеренного насоса, одновременно являющиеся ванной-электролизером, согласно изобретению каждый цилиндр электрода дополнительно снабжен керамическим распылителем, установленным в его нижней части, и штуцером, размещенным в верхней части, которые предназначены для подвода сжатого воздуха в зону оксидирования и барботирования им электролита и оксидируемой поверхности детали.
Сущность изобретения поясняется чертежами.
На фиг.1 изображено предлагаемое устройство, общий вид.
На фиг.2 - вид А на фиг.1.
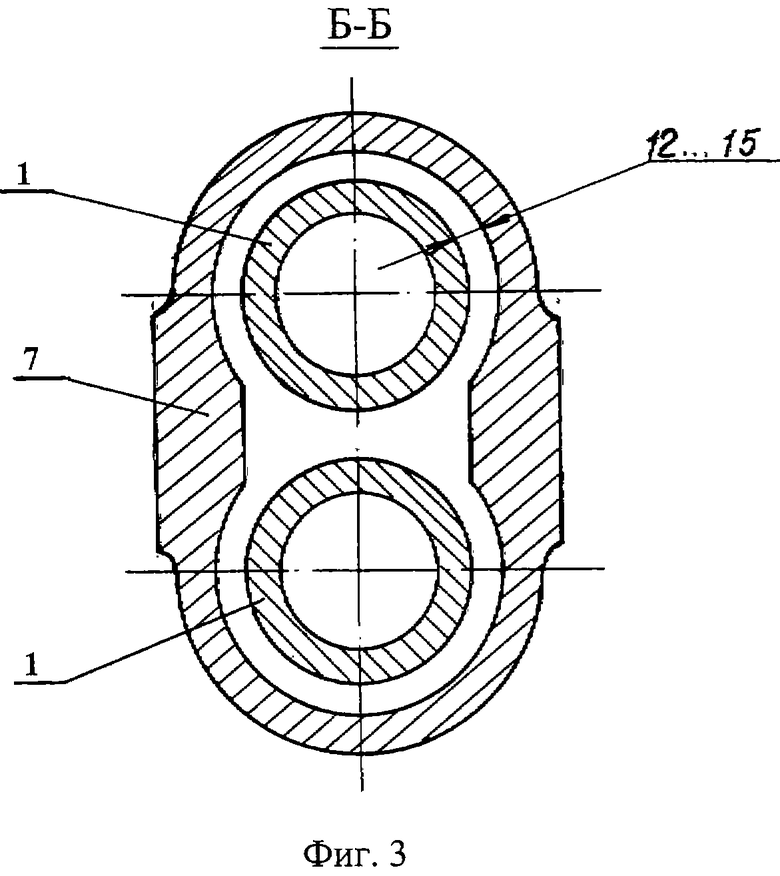
На фиг.3 - разрез Б-Б на фиг.1.
Устройство для микродугового оксидирования колодцев корпуса шестеренного насоса содержит два электрода 1 из нержавеющей стали. Каждый электрод представляет собой полый цилиндр и имеет в верхней части резьбовое отверстие, в которое вворачивается штуцер 2 для подвода сжатого воздуха внутрь полого цилиндра, а в нижней части - керамический распылитель 3, установленный на химически стойком анаэробном герметике и предназначенный для подвода сжатого воздуха в зону оксидирования. Электроды 1 соединены между собой токопроводящей перемычкой 4. Кроме того, они крепятся при помощи эпоксидной смолы к опорной пластине 5, с которой через секторы 6 соединен также корпус 7 шестеренного насоса. При этом в нижней части этого корпуса установлена проставка 8, предназначенная для предотвращения формирования покрытия на донной части корпуса 7, кроме того, отверстие 9 закрывается подводной трубой 10 с резиновой щелочестойкой прокладкой, которая закрепляется на корпусе 7 с помощью четырех болтов 11, а отверстие 12 закрывается с помощью технологической заглушки 13 с резиновой щелочестойкой прокладкой. Заглушка 13 крепится на корпусе 7 с помощью четырех болтов, аналогичных по конструкции болтам 11. Опорная пластина 5, секторы 6 и проставка 8 изготовлены из диэлектрического материала. Опорная пластина 5 с установленными в ней электродами 1 и закрепленным корпусом 7 шестеренного насоса устанавливается и закрепляется на ванне 14, служащей для сбора и охлаждения электролита.
В результате установки зазор между внутренней поверхностью колодцев корпуса 7 и наружной поверхностью электродов 1 находится в интервале 12...15 мм, а зазор между наружной поверхностью керамического распылителя 3 и верхней частью проставки 8 находится в интервале 10...13 мм. Благодаря такой установке не происходит короткого замыкания между внутренней поверхностью колодцев корпуса 7 и наружной поверхностью электродов 1, а также обеспечивается свободный выход сжатого воздуха через распылитель 3 в зону оксидирования для барботирования электролита и оксидируемой поверхности детали. Электроды 1 и корпус 7 шестеренного насоса соединены с источником переменного тока.
Устройство для микродугового оксидирования колодцев корпуса шестеренного насоса работает следующим образом.
Включается щелочестойкий насос, приводимый в движение электродвигателем, после чего через систему капролоновых трубопроводов (на чертеже не показаны) и подводную трубу 10 во внутреннюю полость корпуса 7 подается электролит. Затем открывается водопроводный кран и в систему охлаждения ванны 14 подается холодная водопроводная вода. В это же время включается компрессор, также приводимый в движение электродвигателем, после чего через систему резиновых трубопроводов (на чертеже не показаны) сжатый воздух через штуцеры 2 подается во внутреннюю полость электродов 1. Далее сжатый воздух проходит через керамические распылители 3 электродов 1 и начинает барботировать (орошать пузырьками воздуха) электролит и оксидируемую поверхность детали. Когда электролит начинает переливаться через край корпуса 7, включается источник питания. Между электродами 1 и внутренней поверхностью колодцев корпуса 7 возникают микродуговые разряды.
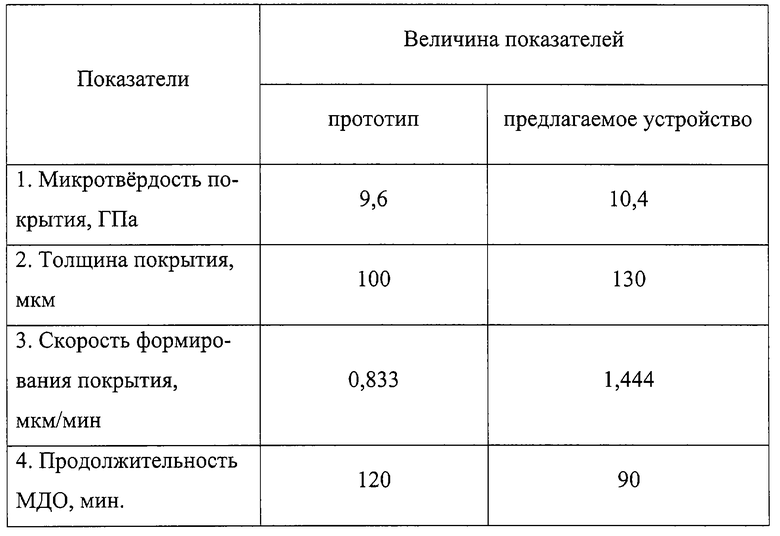
Орошение электролита и оксидируемой поверхности детали пузырьками воздуха способствует выравниванию температурного режима процесса, а также инициированию горения микродуговых разрядов, что обеспечивает повышение физико-механических свойств формируемого покрытия и сокращает продолжительность МДО детали, тем самым возрастает производительность процесса (см. таблицу).
Как видно из таблицы, применение предлагаемого устройства для микродугового оксидирования колодцев корпуса шестеренного насоса позволяет увеличить на 30% толщину, на 73% - скорость формирования и на 8% - микротвердость сформированного оксидного покрытия. Кроме того, за счет снижения продолжительности МДО на 25%, предлагаемое устройство позволяет повысить производительность процесса восстановления с упрочнением колодцев корпусов шестеренных насосов, например, типа НШ или НШ-У.
Предлагаемое устройство обеспечивает повышение физико-механических свойств формируемых покрытий, а также увеличение производительности процесса за счет сокращения продолжительности МДО детали. Применение предлагаемого устройства для МДО целесообразно не только при восстановлении с упрочнением изношенных колодцев корпусов шестеренных насосов, например, типа НШ или НШ-У, но и при упрочнении новых.
Источники информации
1. А.С. 323468, C 25 D 13/06, опубл. в Б.И. 1, 1972 г.
2. Новиков А. Н. Ремонт деталей из алюминия и его сплавов. Учебное пособие. - Орел: Орловская государственная сельскохозяйственная академия, 1997, - 57 с., с.25.
3. Патент РФ 2147324, C 25 D 17/02, 7/04, 11/06, опубл. в Б.И. 10, 2000 г. - прототип.

Изобретение относится к устройствам для получения оксидных покрытий на деталях, изготовленных из алюминиевых сплавов, и может быть использовано для восстановления с упрочнением колодцев корпусов шестеренных насосов, например, типа НШ или НШ-У. Сущность: в устройстве для МДО колодцев корпуса шестеренного насоса, содержащем электрод, ванну-электролизер, источник питания, бак для забора электролита, систему прокачки электролита, при этом корпус ванны-электролизера соединен с первой клеммой источника питания, а электрод соединен со второй его клеммой и выполнен в виде двух полых цилиндров, соединенных перемычкой и установленных в колодцы корпуса шестеренного насоса, одновременно являющиеся ванной-электролизером, каждый цилиндр электрода дополнительно снабжен керамическим распылителем, установленным в его нижней части, и штуцером, размещенным в верхней части, которые предназначены для подвода сжатого воздуха в зону оксидирования и барботирования (орошения пузырьками воздуха) им электролита и оксидируемой поверхности детали. Изобретение обеспечивает повышение физико-механических свойств формируемых покрытий, а также увеличение производительности процесса за счет сокращения продолжительности МДО детали. Применение предлагаемого устройства для МДО целесообразно не только при восстановлении с упрочнением изношенных колодцев корпусов шестеренных насосов, например, типа НШ или НШ-У, но и при упрочнении новых. 3 ил., 1 табл.
Устройство для микродугового оксидирования колодцев корпуса шестеренного насоса, содержащее электрод, ванну-электролизер, источник питания, бак для сбора электролита, систему прокачки электролита, при этом корпус ванны-электролизера соединен с первой клеммой источника питания, а электрод соединен со второй его клеммой и выполнен в виде двух полых цилиндров, соединенных перемычкой и установленных в колодцы корпуса шестеренного насоса, одновременно являющиеся ванной-электролизером, отличающееся тем, что каждый цилиндр электрода дополнительно снабжен керамическим распылителем, установленным в его нижней части, и штуцером, размещенным в верхней части, которые предназначены для подвода сжатого воздуха в зону оксидирования и барботирования им электролита и оксидируемой поверхности детали.
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ КОЛОДЦЕВ КОРПУСА ШЕСТЕРЕННОГО НАСОСА | 1999 |
|
RU2147324C1 |
| Автоматический регулятор оттаивания испарителя холодильника | 1986 |
|
SU1381310A1 |
| US 5624540 А, 29.04.1997 | |||
| ВИБРОИЗОЛЯТОР С СИММЕТРИЧНО РАСПОЛОЖЕННЫМИ ПРУЖИНАМИ | 2016 |
|
RU2659667C2 |
| JP 59035916, 27.02.1984 | |||
| JP 7284892, 31.10.1995. | |||

