Изобретение относится к области испытательной техники, в частности к испытаниям на герметичность многополостных (многосистемных) изделий, таких как космические аппараты, и может найти применение в атомной, химической промышленности, в машиностроении, где предъявляются повышенные требования к надежности изделий и минимизации времени их контроля.
Известны аналогичные способы выявления негерметичных полостей при контроле герметичности многополостных изделий, заключающиеся в том, что помещают изделие в вакуумную камеру, вакуумируют вакуумную камеру, заправляют последовательно полости изделия контрольным газом до испытательного давления и оценивают индивидуально негерметичность каждой полости по изменению концентрации контрольного газа в вакуумной камере, сравнивая зарегистрированную негерметичность каждой полости с допустимой и выявляя таким образом полости с повышенной негерметичностью [1].
Наиболее близким к предлагаемому является способ, суть которого заключается в том, что помещают изделие в вакуумную камеру, вакуумируют камеру, измеряют в вакуумной камере начальную концентрацию контрольного газа, имеющегося в атмосфере, которая устанавливается в результате газоотделения от незаполненного изделия, заполняют одновременно все полости изделия контрольным газом, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности заполненных полостей изделия, и по изменению в вакуумной камере конечной концентрации контрольного газа изделия оценивают суммарную негерметичность всех полостей, а в случае превышения суммарной негерметичности всех полостей величины допустимой негерметичности какой-либо полости удаляют контрольный газ из всех полостей и повторяют испытания полостей, заполняя последовательно каждую полость контрольным газом и оценивая негерметичность каждой полости, до выявления полости с повышенной негерметичностью [2].
Этот способ принят авторами за прототип.
Недостатком способа-прототипа и аналогичных способов является достаточно большие затраты времени на выявление негерметичной полости многополостного изделия и соответственно значительное увеличение времени контроля изделия в целом. Данное обстоятельство является особенно критичным при подготовке к пуску (например, многополостного (многосистемного) космического аппарата, длительность испытаний на герметичность которого сильно влияет на конечные сроки пуска) особенно если время пуска привязано к астрономической дате.
Задача предлагаемого способа - это сокращение времени выявления негерметичной полости многополостного изделия и тем самым повышение производительности контроля изделия в целом.
Поставленная цель достигается тем, что в известном способе, по которому помещают изделие в вакуумную камеру, вакуумируют вакуумную камеру, измеряют начальную концентрацию контрольного газа в ней, соответствующую уровню газоотделения незаполненного изделия, заполняют одновременно все полости изделия контрольным газом, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности заполненных полостей изделия, и по изменению в вакуумной камере конечной концентрации контрольного газа изделия оценивают суммарную негерметичность полостей, делят общее количество заполненных контрольным газом полостей на две группы, удаляют контрольный газ из группы с наибольшей вероятностью наличия полостей повышенной негерметичности, измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности группы заполненных полостей, и вновь оценивают суммарную негерметичность каждой группы полостей по изменению в вакуумной камере остаточной концентрации контрольного газа группы заполненных полостей: заполненных контрольным газом - относительно начальной, а незаполненных контрольным газом - относительно конечной концентрации изделия; если негерметичность заполненных контрольным газом полостей превышает допустимую, то вновь делят группу на две подгруппы, удаляют контрольный газ из подгруппы с большей вероятностью наличия полостей повышенной негерметичности, вновь измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности подгруппы заполненных полостей, оценивают негерметичность каждой из подгрупп полостей по изменению в вакуумной камере остаточной концентрации контрольного газа подгруппы заполненных полостей, используя указанный выше принцип, при этом за конечную концентрацию принимают соответственно остаточную концентрацию контрольного газа группы и повторяют эту последовательность действий для заполненных контрольным газом полостей до тех пор, пока заполненной остается только одна полость изделия с повышенной негерметичностью, а если превышена допустимая негерметичность группы полостей изделия, незаполненных контрольным газом, то делят данную группу на две подгруппы, повторно заполняют контрольным газом подгруппу с большей вероятностью наличия полостей повышенной негерметичности, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности повторно заполненных полостей подгруппы, оценивают негерметичность каждой из подгрупп полостей по изменению в вакуумной камере конечной концентрации контрольного газа повторно заполненных полостей подгруппы: заполненных вновь - относительно остаточной концентрации группы, а незаполненных - относительно конечной концентрации изделия, и повторяют данную последовательность действий для незаполненных контрольным газом полостей до тех пор, пока останется одна полость изделия с повышенной негерметичностью, но если же превышают допустимую негерметичность вновь заполненные полости подгруппы, то для выявления негерметичной полости выполняют последовательность действий, приведенную выше для группы полостей, заполненных контрольным газом.
Таким образом, повышение производительности поиска полости с повышенной негерметичностью достигается за счет обеспечения испытаний целой группы (подгруппы) полостей в комплексе, а не переиспытаний последовательно каждой полости многополостного изделия.
Предлагаемый способ реализуется следующим образом.
Помещают многополостное изделие в вакуумную камеру, вакуумируют вакуумную камеру и измеряют начальную концентрацию контрольного газа в вакуумной камере (Снач.изд.), соответствующую установившимся потокам газоотделения (в том числе контрольного газа) от контролируемого изделия, полости которого не заполнены контрольным газом.
Заполняют одновременно все полости изделия контрольным газом и измеряют конечную концентрацию контрольного газа в вакуумной камере (Скон.изд.), соответствующую установившимся потокам контрольного газа через негерметичности заполненных полостей.
По изменению концентрации контрольного газа в вакуумной камере в результате заполнения полостей оценивают суммарную величину негерметичности заполненных полостей изделия как функцию от изменения концентрации:
Qизд.=f(Cкон.изд.-Cнач.изд.) (1)
Сравнивают измеренную суммарную негерметичность с допустимой величиной негерметичности для каждой полости.
Если измеренная величина негерметичности больше максимально допустимой для одной из полостей изделия, то общее количество полостей изделия, заполненных контрольным газом, делят на две группы. Причем одну из групп формируют таким образом, чтобы в ней собрать полости, у которых вероятность наличия повышенной негерметичности была бы наибольшей. Формирование такой группы производят на основании анализа конструктивных особенностей полостей (наличия большего количества разъемных соединений, электропневмоарматуры и других агрегатов в составе гермоконтура полости, негерметичность которых может измениться в зависимости от внешних воздействий, например, вследствие попадания под седло электропневмоклапана посторонней частицы или вследствие разборочно-сборочных работ с полостью на этапах, предшествующих контролю герметичности, и т. п. ) или анализа результатов испытаний на предыдущих этапах, например, наличие повышенной (но в допустимых пределах) негерметичности отдельных полостей или наличия тенденции роста негерметичности полости в процессе испытаний по мере сборки изделия.
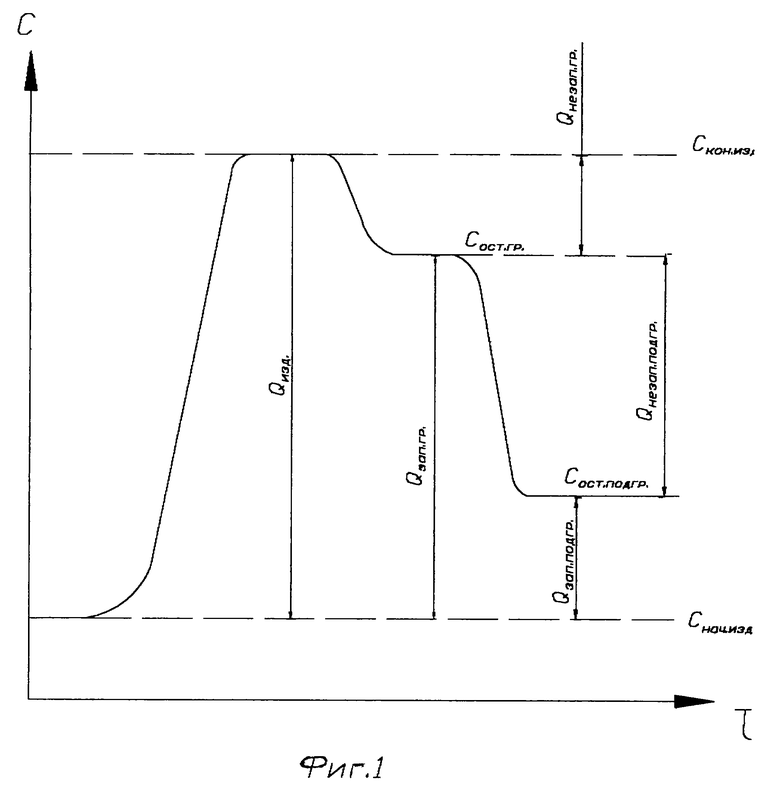
Из сформированной таким образом группы полостей изделия удаляют контрольный газ, например, путем стравливания испытательного давления и последующего вакуумирования внутренних полостей группы. Измеряют остаточную концентрацию контрольного газа в вакуумной камере (Сост.гр.), соответствующую негерметичности группе заполненных полостей изделия.
Вновь оценивают суммарную негерметичность каждой группы полостей по изменению в вакуумной камере остаточной концентрации контрольного газа (см. фиг. 1):
- группы заполненных полостей, как
Qзап.гр=f(Cocт.гp.-Cнач.изд.) (2)
- группы незаполненных полостей
Qнезап.гр.=f(Cкон.изд.-Cост.гр.) (3)
Если негерметичность заполненных контрольным газом полостей группы превышает допустимую (причем допустимой в данном случае является допустимая негерметичность любой полости из состава группы), то делят данную группу на две. Причем одну из подгрупп формируют таким образом, чтобы в ней собрать полости, у которых вероятность наличия повышенной негерметичности была бы большей на основании вышеприведенных соображений.
Вновь измеряют остаточную концентрацию контрольного газа в вакуумной камере (Сост.подгр.), соответствующую негерметичности подгруппы заполненных полостей.
Вновь оценивают суммарную негерметичность каждой подгруппы полостей по изменению в вакуумной камере остаточной концентрации контрольного газа (см. фиг. 1):
- подгруппы заполненных полостей, как
Qзап.подгр=f(Cост. подгр.-Cнач.изд.) (4)
- подгруппы незаполненных полостей
Qнезап.гр.=f(Cост.гр.-Cост. подгр.) (5)
В случае если негерметичность заполненных контрольным газом полостей подгруппы превышает допустимую (причем допустимой в данном случае является допустимая негерметичность любой полости из состава подгруппы), то повторяют данную последовательность действий для заполненных контрольным газом полостей до тех пор, пока заполненной остается только одна полость с повышенной негерметичностью.
Если же превышена допустимая негерметичность группы полостей изделия, незаполненных контрольным газом, то делят эту группу на две подгруппы. Причем одну из подгрупп формируют таким образом, чтобы в ней собрать полости, у которых вероятность наличия повышенной негерметичности была бы большей на основании вышеприведенных соображений.
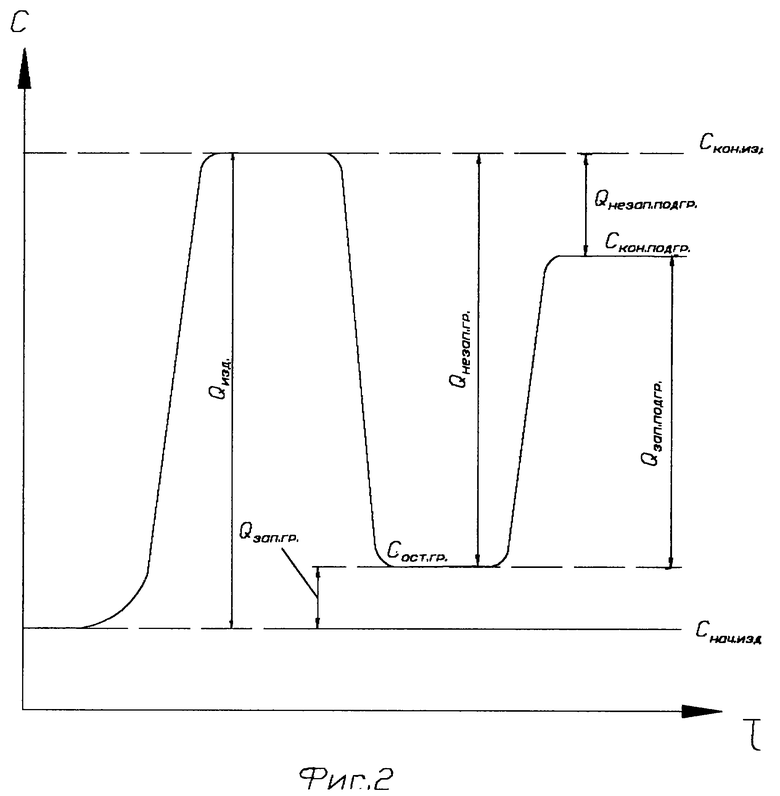
Повторно заполняют контрольным газом подгруппу с большей вероятностью наличия в ней полостей повышенной негерметичности.
Измеряют конечную концентрацию контрольного газа в вакуумной камере (Скон. подгр.), соответствующую негерметичности повторно заполненных полостей подгруппы.
Вновь оценивают суммарную негерметичность каждой подгруппы полостей по изменению в вакуумной камере конечной концентрации контрольного газа (см. фиг. 2):
- подгруппы повторно заполненных полостей, как
Qзап.подгр=f(Cкон. подгр.-Cocт.гp) (6)
- подгруппы незаполненных полостей
Qнезап.гр.=f (Cкон.изд.-Cкон. подгр.) (7)
Если вновь превышена допустимая негерметичность подгруппы полостей изделия, незаполненных контрольным газом, то делят эту подгруппу на две и повторяют данную последовательность действий для незаполненных контрольным газом полостей до тех пор, пока останется одна полость изделия с повышенной негерметичностью.
Если же превышают допустимую негерметичность вновь заполненные полости подгруппы, то для выявления негерметичной полости выполняют последовательность действий, приведенную выше для группы полостей, заполненных контрольным газом.
Можно показать, как происходит выявление негерметичной полости при испытаниях, например, 5-полостного изделия.
Допустим в соответствии с требованиями конструкторской документации допустимая негерметичность первой полости равна Q1, второй полости - Q2, третьей полости - Q3, четвертой полости - Q4, пятой полости - Q5. Допустим также, что Q1<Q2<Q3<Q4<Q5, а зарегистрированная в процессе испытаний негерметичность всех полостей изделия составляет величину Qизд., при этом Qизд.>Q5.
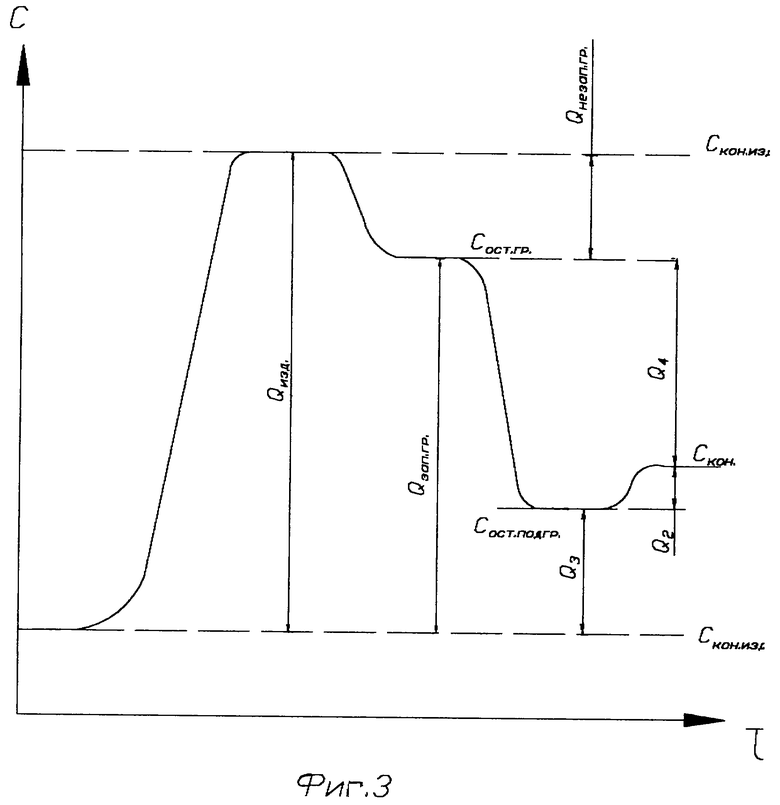
По результатам анализа конструктивных особенностей полостей изделия было выявлено, что наиболее вероятно негерметичны вторая или пятая полости. Формируются две группы полостей: одна включает вторую и пятую полости, а другая первую, третью и четвертую. Удаляют контрольный газ из второй и пятой полостей изделия (путем стравливания давления из них и последующего вакуумирования). В результате измерений остаточной концентрации контрольного газа в вакуумной камере, соответствующей негерметичности оставшихся заполненными полостей первой, третьей и четвертой, была зарегистрирована величина Сост.гр. (см. фиг. 3). Оценка величины негерметичности группы заполненных полостей, проведенная по формуле (2), составила Qзап.гр>Q4, а незаполненных полостей - по формуле (3) составила Qнезап.гр.<Q2.
Следовательно, полости вторая и пятая герметичны в пределах нормы, а негерметичная полость находится в составе группы заполненных полостей.
Дополнительный анализ этой группы, проведенный с учетом испытаний на более ранних этапах, показал, что вероятно негерметичны вторая или четвертая полости. Тогда формируются две подгруппы: одна из третьей полости, а другая из второй и четвертой. После удаления контрольного газа из второй и четвертой полостей изделия была зарегистрирована остаточная концентрация контрольного газа в вакуумной камере, соответствующая негерметичности заполненной третьей полости Сост. подгр. Оценка величины негерметичности заполненной полости, проведенная по формуле (4), составила Qзап.подгр<Q3, а незаполненных полостей по формуле (3) составила Qнезап.гр.>Q4.
Следовательно негерметичная полость либо вторая, либо четвертая. Заполняют вновь контрольным газом вторую полость изделия (например, по соображениям меньшего времени заполнения). Зарегистрированная конечная концентрация контрольного газа в вакуумной камере, соответствующая негерметичности заполненной второй полости Скон.. Оценка величины негерметичности заполненной второй полости согласно формуле (6) составила Qзan.2<Q2, а незаполненной четвертой полости согласно формуле (7) Qнезап.4>Q4.
Таким образом, негерметичность больше нормы обнаружена в четвертой полости изделия.
По сравнению со способом-прототипом появляется возможность объединять полости изделия в более широкие группы на основании анализа результатов предыдущих испытаний, не ограничиваясь признаками достаточной близости параметров испытательных давлений и допустимых негерметичностей. Это очень важно при проведении испытаний на завершающем этапе, когда с одной стороны время на подготовку крайне ограничено, но имеется достаточно материалов для анализа результатов аналогичных испытаний этого же изделия на предыдущих этапах подготовки или же результатов аналогичных испытаний изделия-прототипа.
При использовании предлагаемого способа, в результате сокращения длительности цикла контроля герметичности многополостных изделий космической техники дополнительно снижается стоимость подготовки их к летной эксплуатации.
Источники информации
1. Ланис В.А., Левина Л.Е. Техника вакуумных испытаний. Москва - Ленинград. Государственное энергетическое издательство. 1963, с. 151, 153-159.
2. Патент РФ 2064169 (G 01 М 3/02) - прототип.
Изобретение относится к области испытательной техники. При осуществлении способа определения негерметичной полости многополостного изделия его помещают в вакуумную камеру, вакуумируют ее, измеряют в ней начальную концентрацию контрольного газа, соответствующую уровню газоотделения незаполненного изделия. Затем заполняют одновременно все полости изделия контрольным газом, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности заполненных полостей изделия, и по изменению в вакуумной камере конечной концентрации контрольного газа оценивают суммарную негерметичность полостей изделия. Делят общее количество заполненных контрольным газом полостей на две группы, удаляют контрольный газ из группы с наибольшей вероятностью наличия полостей повышенной негерметичности, измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности группы заполненных полостей, и вновь оценивают суммарную негерметичность каждой группы полостей по изменению в вакуумной камере остаточной концентрации контрольного газа группы заполненных полостей. Если негерметичность заполненных контрольным газом полостей превышает допустимую, то вновь делят группу на две подгруппы, удаляют контрольный газ из подгруппы с наибольшей вероятностью наличия полостей с повышенной негерметичностью, затем вновь измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности подгруппы заполненных полостей, оценивают негерметичность каждой из подгрупп полостей по изменению в вакуумной камере остаточной концентрации контрольного газа подгруппы заполненных полостей, используя указанный выше принцип, при этом за конечную концентрацию принимают соответственно остаточную концентрацию группы, и повторяют эту последовательность действий для заполненных контрольным газом полостей до тех пор, пока заполненной остается только одна полость изделия с повышенной герметичностью, а если превышена допустимая негерметичность группы полостей, незаполненных контрольным газом, то делят данную группу на две подгруппы, повторно заполняют контрольным газом подгруппу с наибольшей вероятностью наличия полостей с повышенной негерметичностью, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности повторно заполненных полостей подгруппы, и повторяют данную последовательность действий для незаполненных контрольным газом полостей до тех пор, пока останется одна полость изделия с повышенной негерметичностью, но если же превышают допустимую негерметичность вновь заполненные полости подгруппы, то для выявления негерметичной полости выполняют последовательность действий, приведенную выше для группы полостей, заполненных контрольным газом. Технический результат: повышение производительности контроля изделия в целом. 3 ил.
Способ определения негерметичной полости многополостного изделия, заключающийся в том, что помещают изделие в вакуумную камеру, вакуумируют вакуумную камеру, измеряют начальную концентрацию контрольного газа в ней, соответствующую уровню газоотделения незаполненного изделия, заполняют одновременно все полости изделия контрольным газом, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности заполненных полостей изделия, и по изменению в вакуумной камере конечной концентрации контрольного газа изделия оценивают суммарную негерметичность полостей, отличающийся тем, что делят общее количество заполненных контрольным газом полостей на две группы, удаляют контрольный газ из группы с наибольшей вероятностью наличия полостей повышенной негерметичности, измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности группы заполненных полостей, и вновь оценивают суммарную негерметичность каждой группы полостей по изменению в вакуумной камере остаточной концентрации контрольного газа группы заполненных полостей: заполненных контрольным газом - относительно начальной, а незаполненных контрольным газом - относительно конечной концентрации изделия; если негерметичность заполненных контрольным газом полостей превышает допустимую, то вновь делят группу на две подгруппы, удаляют контрольный газ из подгруппы с большей вероятностью наличия полостей повышенной негерметичности, вновь измеряют остаточную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности подгруппы заполненных полостей, оценивают негерметичность каждой из подгрупп полостей по изменению в вакуумной камере остаточной концентрации контрольного газа подгруппы заполненных полостей, используя указанный выше принцип, при этом за конечную концентрацию принимают соответственно остаточную концентрацию группы, и повторяют эту последовательность действий для заполненных контрольным газом полостей до тех пор, пока заполненной остается только одна полость изделия с повышенной негерметичностью, а если превышена допустимая негерметичность группы полостей изделия, незаполненных контрольным газом, то делят данную группу на две подгруппы, повторно заполняют контрольным газом подгруппу с большей вероятностью наличия полостей повышенной негерметичности, измеряют конечную концентрацию контрольного газа в вакуумной камере, соответствующую негерметичности повторно заполненных полостей подгруппы, оценивают негерметичность каждой из подгрупп полостей по изменению в вакуумной камере конечной концентрации контрольного газа повторно заполненных полостей подгруппы: заполненных вновь - относительно остаточной концентрации группы, а незаполненных - относительно конечной концентрации изделия, и повторяют данную последовательность действий для незаполненных контрольным газом полостей до тех пор, пока останется одна полость изделия с повышенной негерметичностью, но если же превышают допустимую негерметичность вновь заполненные полости подгруппы, то для выявления негерметичной полости выполняют последовательность действий, приведенную выше для группы полостей, заполненных контрольным газом.
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ В ВАКУУМНОЙ КАМЕРЕ | 1993 |
|
RU2063013C1 |
| RU 2064169 C1, 20.07.1996 | |||
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ МНОГОПОЛОСТНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077039C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ МНОГОПОЛОСТНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077707C1 |
| УСТРОЙСТВО, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, РАБОТАЮЩЕЕ В РЕЖИМЕ ВЫСВОБОЖДЕНИЯ АЭРОЗОЛЯ И РЕЖИМЕ ПАУЗЫ | 2021 |
|
RU2836212C1 |
