Изобретение относится к области испытательной техники, в частности, к испытаниям на суммарную герметичность многополостных изделий, таких, как космические аппараты, и может найти применение в атомной, химической промышленности, в машиностроении, где предъявляются повышенные требования к надежности изделий и минимизации времени их контроля.
Известны аналогичные способы выявления негерметичных полостей при контроле герметичности многополостных изделий, заключающиеся в том, что помещают изделие в вакуумную камеру, вакуумируют вакуумную камеру, заправляют последовательно полости изделия контрольным газом до испытательного давления и оценивают индивидуально негерметичность каждой полости по изменению парциального давления контрольного газа в вакуумной камере, сравнивая зарегистрированную негерметичность каждой полости с допустимым значением и выявляя таким образом полости с повышенной негерметичностью, см. «ОСТ 92-1527-89. Изделия отрасли. Методы испытаний на герметичность с применением масс-спектрометрических течеискателей».
Наиболее близким к предлагаемому техническому решению является способ определения негерметичной полости многополостного изделия по патенту на изобретение RU 2209409, опубл. 27.07.2003, бюл. №21, суть которого заключается в том, что помещают многополостное изделие в вакуумную камеру, вакуумируют вакуумную камеру, измеряют начальное парциальное давление контрольного газа в вакуумной камере, соответствующее газоотделению незаполненного изделия, одновременно заполняют все полости изделия контрольным газом до испытательного давления, измеряют конечное парциальное давление контрольного газа в вакуумной камере, соответствующее негерметичности заполненных полостей изделия, измеряют суммарную негерметичность всех заполненных полостей изделия по повышению парциального давления контрольного газа в объеме вакуумной камеры, выделяют из общего числа заполненных контрольным газом полостей часть полостей, повышенная негерметичность которых наиболее вероятна, удаляют контрольный газ из выделенной части полостей, повышенная негерметичность которых наиболее вероятна, измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее негерметичности оставшейся части заполненных полостей изделия, измеряют значения суммарной негерметичности выделенной части полостей и оставшейся части полостей, вновь выделяют из оставшейся части полостей часть полостей, повышенная негерметичность которых наиболее вероятна, вновь удаляют контрольный газ из выделенной части полостей, повышенная негерметичность которых наиболее вероятна, вновь измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее негерметичности оставшейся части заполненных полостей изделия, вновь измеряют суммарную негерметичность выделенной части полостей и оставшейся части полостей и повторяют эту последовательность действий для заполненных контрольным газом полостей до тех пор, пока заполненной остается только одна полость изделия с повышенной негерметичностью. Этот способ принят авторами за прототип.
Примененный в описании и формуле изобретения-прототипа термин «концентрация контрольного газа в вакуумной камере» эквивалентен примененному в настоящей заявке термину «парциальное давление контрольного газа в вакуумной камере», поскольку и та и другая физическая величина отражают меру количества контрольного газа в вакуумной камере. При этом последний термин более соответствует терминологии вакуумной техники (см., например, ГОСТ 5197-85 «Вакуумная техника. Термины и определения») и, соответственно, терминологии испытаний на герметичность в вакуумных камерах.
Недостатком прототипа является использование критерия выбора полостей изделия, основанного на оценке вероятности возникновения повышенной негерметичности, а именно, использование выбора полостей с наибольшей вероятностью повышенной негерметичности и с меньшей вероятностью повышенной негерметичности. При таком критерии присутствует возможность ошибочного выбора конкретной полости как полости с меньшей вероятностью повышенной негерметичности, в то время, как ее фактическая негерметичность может быть повышенной. Такая ошибочная идентификация приведет к необходимости повторных испытаний ошибочно выбранной полости, и, как следствие, к увеличению общей продолжительности испытаний многополостного изделия и снижению их производительности.
Задачей предлагаемого способа является повышение производительности испытаний на суммарную герметичность многополостных изделий.
Техническим результатом предлагаемого способа является повышение экономической эффективности изготовления, подготовки и эксплуатации многополостных изделий ракетно-космической техники в части испытаний их на суммарную герметичность с использованием пробных газов.
Технический результат достигается тем, что в способе испытаний многополостных изделий на суммарную герметичность, заключающемся в том, что помещают многополостное изделие в вакуумную камеру, вакуумируют вакуумную камеру, измеряют начальное парциальное давление контрольного газа в вакуумной камере, соответствующее газоотделению изделия с полостями изделия, не заполненными контрольным газом, одновременно заполняют все полости изделия контрольным газом до испытательного давления, измеряют конечное парциальное давление контрольного газа в вакуумной камере, соответствующее негерметичности заполненных контрольным газом полостей изделия, измеряют значение суммарной негерметичности заполненных контрольным газом полостей изделия по приращению парциального давления контрольного газа в вакуумной камере, выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия, определяют герметичные полости изделия из выделенной части полостей изделия, прекращают испытания полостей из выделенной части полостей изделия, измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно измеряют значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно выделяют часть полостей изделия из оставшейся части заполненных контрольным газом полостей изделия, повторно определяют герметичные полости изделия из повторно выделенной части полостей изделия, повторно прекращают испытания полостей изделия из повторно выделенной части полостей изделия, повторно измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно измеряют значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия и проводят вышеуказанные повторные действия для оставшейся части заполненных контрольным газом полостей изделия, при этом после измерения значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают данное значение с минимальным из значений норм герметичности полостей изделия, при превышении минимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия считают герметичными все полости изделия, при превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с максимальным из значений норм герметичности полостей изделия, при превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия и при превышении максимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия, при этом выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия таким образом, что для выделенной части полостей изделия норма герметичности каждой полости превышала бы измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия, определяют герметичные полости изделия из выделенной части полостей изделия таким образом, что все полости из выделенной части полостей изделия считают герметичными, прекращают испытания полостей изделия из выделенной части полостей изделия, измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно измеряют суммарную негерметичность оставшейся части заполненных контрольным газом полостей изделия, для которых нормы герметичности отдельных полостей не превышают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия, повторно сравнивают повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия из оставшейся части заполненных контрольным газом полостей изделия, повторно выделяют из оставшейся части заполненных контрольным газом полостей изделия часть заполненных контрольным газом полостей изделия таким образом, что для повторно выделенной части полостей изделия норма герметичности каждой полости превышала бы повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно определяют герметичные полости изделия из повторно выделенной части полостей изделия таким образом, что все полости из повторно выделенной части полостей изделия считают герметичными, повторно прекращают испытания полостей изделия из повторно выделенной части полостей изделия, повторно измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, проводят вышеуказанные действия для всех полостей изделия в оставшейся части заполненных контрольным газом полостей изделия до того момента, когда повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия будет превышать норму герметичности каждой из полостей в оставшейся части заполненных контрольным газом полостей изделия, после чего прекращают испытания последовательно каждой из полостей изделия в оставшейся части заполненных контрольным газом полостей изделия, при этом измеряют уменьшение значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, вызванное прекращением испытаний конкретной полости изделия, и те полости изделия, прекращение испытаний которых привело к уменьшению значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия на величину, превышающую норму герметичности данной полости изделия, считают негерметичными.
Кроме того, испытания полости изделия прекращают, удаляя из нее контрольный газ, или отсекая от свободного объема вакуумной камеры внешнюю поверхность полости изделия, обращенную в объем вакуумной камеры.
В настоящей заявке термин «норма герметичности» соответствует его употреблению в ГОСТ Р 50.05.01-2018 «Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Контроль герметичности газовыми и жидкостными методами», а именно (п. 3.7, с. 2): «Норма герметичности изделия: предельно допустимый суммарный или локальный расход вещества через течи герметизированного изделия в заданных условиях, при котором сохраняется его работоспособное состояние, установленный конструкторской документацией».
Сущность изобретения заключается в следующем: вместо использования критерия выбора полостей изделия для проведения их дальнейших испытаний, основанного на оценке вероятности возникновения повышенной негерметичности, а именно, вместо использования выбора полостей с наибольшей и с меньшей вероятностью повышенной негерметичности предлагается выбирать полости изделия для проведения дальнейших испытаний, основываясь на сравнении результатов измерения суммарной негерметичности всех (или части) полостей изделия со значениями норм герметичности каждой испытываемой полости.
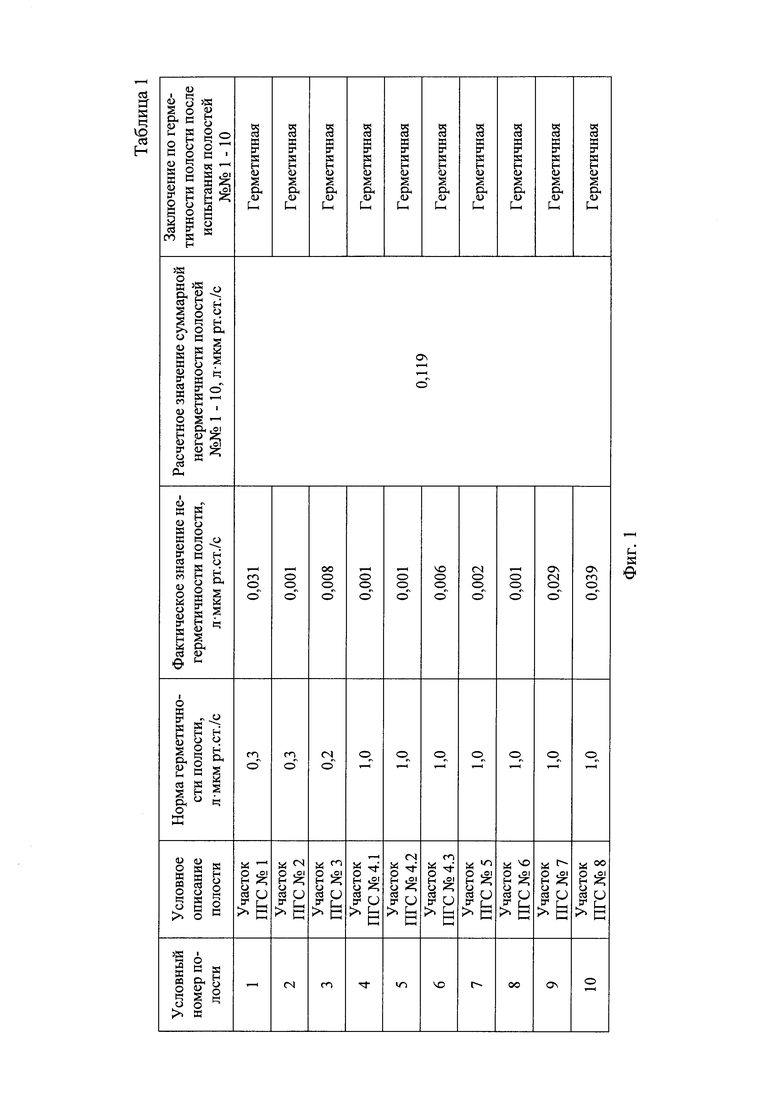
Сущность изобретения поясняется графическими материалами (фиг. 1-3), на которых в таблицах 1-3 представлены фактические значения негерметичностей полостей пневмогидросистем (ПГС) транспортных пилотируемых кораблей «Союз МС» под условными номерами изделий №1-3 соответственно, полученные при проведении испытаний на герметичность в вакуумной камере завода экспериментального машиностроения ПАО «РКК «Энергия», а также расчетные результаты проведения испытаний по предлагаемому способу.
Предлагаемый способ осуществляют следующим образом.
Помещают многополостное изделие, например, ТПК «Союз МС», в вакуумную камеру, например, в вакуумную камеру вакуумной установки КТВУ-360 В завода экспериментального машиностроения ПАО «РКК «Энергия».
Вакуумируют вакуумную камеру при помощи системы вакуумирова-ния, в которой используются высоковакуумные турбомолекулярные насосы STP-XA4503C производства компании Edwards Japan Limited, Япония.
Измеряют начальное парциальное давление ро контрольного газа, например, гелия, в вакуумной камере подключенным к ней течеискателем, например, масс-спектрометрическим течеискателем Leybold Phoenix L300i dry производства компании Oerlikon Leybold Vacuum, Германия. Оно соответствует установившемуся потоку газоотделения от контролируемого изделия с полостями, не заполненными контрольным газом.
Одновременно заполняют все полости изделия, например, участки ПГС ТПК до испытательного давления контрольным газом, например, гелием газообразным (сжатым) марки А и Б по ТУ 0271-135-31323949, или смесью гелия с воздухом с концентрацией гелия, например, 5% объемных. Для этого используют, например, систему зарядки сжатыми газами производства ООО «Современные технологии и криогенные системы», Россия.
Измеряют вышеназванным течеискателем конечное парциальное давление p1 контрольного газа в вакуумной камере, соответствующее негерметичности заполненных контрольным газом полостей изделия, то есть установившимся потокам контрольного газа через негерметичности заполненных контрольным газом полостей изделия.
Измеряют значение суммарной негерметичности заполненных контрольным газом полостей изделия по приращению (p1-р0) парциального давления контрольного газа в вакуумной камере. Это значение пропорционально названному приращению с коэффициентом пропорциональности, зависящим от свойств испытательной системы, включающей в себя вакуумную камеру, ее систему вакуумирования и течеискатель.
Выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия, причем полости в выделенной части считают герметичными.
Для этого в заявляемом техническом решении после измерения значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают данное значение с минимальным из значений норм герметичности полостей изделия. Например, в таблицах 1-3 измеренное значение суммарной негерметичности всех заполненных полостей изделия составляет соответственно 0,119, 0,965 и 0,775 л⋅мкм рт.ст./с.Минимальное из значений норм герметичности полостей изделия составляет для каждого из трех примеров 0,2 л-мкм рт. ст./с.
При превышении минимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия считают герметичными все полости изделия. В таблице 1 расчетное значение суммарной негерметичности полостей №№1-10, то есть всех заполненных контрольным газом полостей изделия, равно 0,119 л-мкм рт. ст./с, что меньше минимального из значений норм герметичности полостей изделия, то есть 0,2 л-мкм рт. ст./с.
Все полости №№1-10 изделия №1 считают герметичными.
Испытания полостей, посчитанных герметичными, прекращают. В таблице 1 прекращают испытания полостей изделия №№1-10: испытания многополостного изделия №1 закончены.
Прекращение испытаний полостей можно осуществить, например, удаляя из них контрольный газ, сперва выпустив его в дренаж, при этом давление в полости понизится до атмосферного давления, а затем оставшийся контрольный газ может быть откачан вспомогательным вакуумным насосом, например, безмасляным спиральным вакуумным насосом Pfeiffer Vacuum HiScroll производства Pfeiffer Vacuum, Германия.
При определенных особенностях конструкции изделия, например, в том случае, если внешняя поверхность полости, обращенная в объем вакуумной камеры, может быть каким-либо образом отсечена от свободного объема вакуумной камеры, можно прекратить испытания данной полости, отсекая от свободного объема вакуумной камеры ее внешнюю поверхность, обращенную в объем вакуумной камеры.
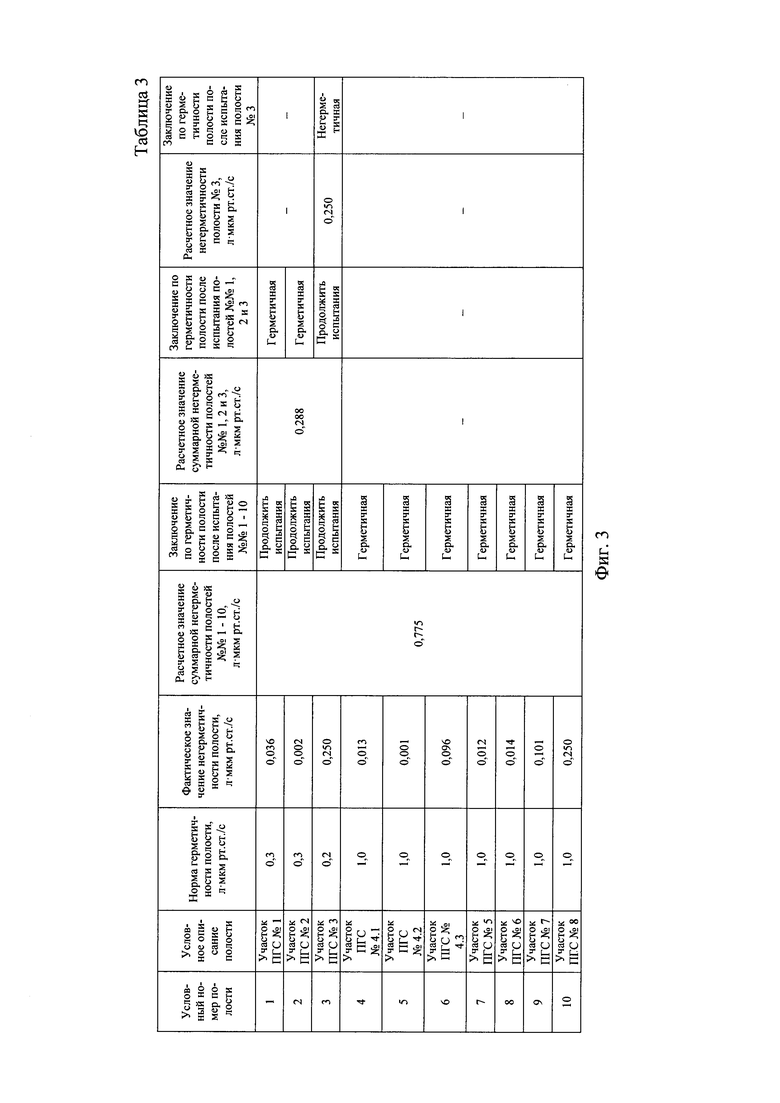
При превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с максимальным из значений норм герметичности полостей изделия. В таблице 2 расчетное значение суммарной негерметичности полостей №№1-10 равно 0,965 л-мкм рт.ст./с, что больше минимального (0,2 л-мкм рт.ст./с), но меньше максимального (1,0 л-мкм рт.ст./с) из значений норм герметичности полостей изделия. В таблице 3 расчетное значение суммарной негерметичности полостей №№1-10 равно 0,775 л-мкм рт.ст./с, что также больше минимального, но меньше максимального из значений норм герметичности полостей изделия.
При превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия и при превышении максимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия. Названное сравнение проводят в таблицах 2 и 3.
При этом выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия таким образом, что для выделенной части полостей изделия норма герметичности каждой полости превышала бы измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия. В таблице 2 по этому критерию выделяют часть полостей изделия под №№4-10. В таблице 3 по этому критерию также выделяют часть полостей изделия под №№4-10.
Определяют герметичные полости изделия из выделенной части полостей изделия таким образом, что все полости из выделенной части полостей изделия считают герметичными. В таблицах 2 и 3 полости изделия под №№4-10 считают герметичными.
Прекращают испытания полостей изделия из выделенной части полостей изделия. Повторно измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия. Повторно измеряют суммарную негерметичность оставшейся части заполненных контрольным газом полостей изделия, для которых нормы герметичности отдельных полостей не превышают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия. В таблице 2 суммарная негерметичность оставшейся части заполненных контрольным газом полостей изделия, а именно, полостей №№1-3, составляет 0,040 л-мкм рт.ст./с.В таблице 3 суммарная негерметичность оставшейся части заполненных контрольным газом полостей изделия, а именно, полостей №№1-3, составляет 0,288 л-мкм рт.ст./с.
Повторно сравнивают повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия из оставшейся части заполненных контрольным газом полостей изделия. В таблице 2 измеренное значение суммарной негерметичности полостей №№1-3, а именно, 0,040 л⋅мкм рт.ст./с, меньше норм герметичности полостей изделия №№1-3, то есть, соответственно 0,3, 0,3 и 0,2 л-мкм рт.ст./с. В таблице 3 измеренное значение суммарной негерметичности полостей №№1 - 3, а именно, 0,288 л⋅мкм рт.ст./с, меньше норм герметичности полостей изделия №№1 и 2, то есть, соответственно 0,3 и 0,3 л-мкм рт.ст./с, но больше нормы герметичности полости изделия №3, то есть, 0,2 л⋅мкм рт.ст./с.
Повторно выделяют из оставшейся части заполненных контрольным газом полостей изделия часть заполненных контрольным газом полостей изделия таким образом, что для повторно выделенной части полостей изделия норма герметичности каждой полости превышала бы повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия. В таблице 2 такой повторно выделенной частью являются полости №№1-3. В таблице 3 такой повторно выделенной частью являются полости №№1 и 2.
Повторно определяют герметичные полости изделия из повторно выделенной части полостей изделия таким образом, что все полости из повторно выделенной части полостей изделия считают герметичными. В таблице 2 полости №№1-3 считают герметичными. В таблице 3 полости №№1 и 2 считают герметичными.
Повторного определяют герметичные полости изделия из повторно выделенной части полостей изделия. Повторно прекращают испытания полостей изделия из повторно выделенной части полостей изделия. Повторно измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия. Проводят вышеуказанные действия для всех полостей изделия в оставшейся части заполненных контрольным газом полостей изделия до того момента, когда повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия будет превышать норму герметичности каждой из полостей в оставшейся части заполненных контрольным газом полостей изделия. В таблице 3 изложенные действия относятся к единственной полости №3, а именно, значение суммарной негерметичности, (то есть негерметичности полости №3) оставшейся части заполненных контрольным газом полостей (то есть единственной полости №3) превышает норму герметичности полости №3.
После этого прекращают испытания последовательно каждой из полостей изделия в оставшейся части заполненных контрольным газом полостей изделия. Данное действие предполагает наличие нескольких полостей в оставшейся части заполненных контрольным газом полостей изделия и не может быть проиллюстрировано таблицей 3.
При названных испытаниях измеряют уменьшение значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, вызванное прекращением испытаний конкретной полости изделия. Данное действие предполагает наличие нескольких полостей в оставшейся части заполненных контрольным газом полостей изделия и снова не может быть проиллюстрировано таблицей 3.
Те полости изделия, прекращение испытаний которых привело к уменьшению значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия на величину, превышающую норму герметичности данной полости изделия, считают негерметичными. В таблице 3 изложенное действие снова относятся к единственной полости №3: прекращают ее испытания и считают полость №3 негерметичной.
Примером реализации предлагаемого технического решения служит анализ результатов испытаний на суммарную герметичность многополостных изделий ПАО «РКК «Энергия» на заводе-изготовителе согласно таблицам 1-3. Он, как будет показано ниже, приводит к выводу о существенном выигрыше во времени в результате использования предлагаемого технического решения по сравнению с общепринятым последовательным проведением отдельных испытаний полостей многополостного изделия.
Из рассмотрения таблицы 1 следует, что практически после единственного одновременного заполнения и последующих измерений все полости изделия считают герметичными. Иными словами, при удачном стечении обстоятельств достаточно одного одновременного заполнения десяти полостей контрольным газом и последующего проведения измерения их суммарной герметичности вместо десяти последовательно проводимых испытаний каждой полости в отдельности.
Из рассмотрения таблицы 2 следует, что, кроме одного одновременного заполнения десяти полостей контрольным газом и проведения измерения их суммарной герметичности, понадобятся одно дополнительное испытание трех полостей, после которых все полости изделия будут посчитаны герметичными. И в этом случае выигрыш по времени очевиден.
Рассматривая таблицу 3, покажем, что и в этом случае также будет обеспечен выигрыш по времени.
Если предположить для упрощения, что:
- продолжительность Δt3 заполнения полости контрольным газом равна продолжительности Δty удаления контрольного газа из полости (то есть, продолжительности прекращения испытаний полости);
- продолжительности Δt3 и Δty одинаковы для всех полостей;
- продолжительность измерения фактического значения негерметичности пренебрежимо мала по сравнению с продолжительностью заполнения полости контрольным газом / удаления контрольного газа из полости;
- удаление контрольного газа из полостей может быть проведено параллельно;
то для таблицы 3 длительность общепринятого последовательного проведения испытаний полостей составит:

тогда как при использовании предлагаемого технического решения длительность испытаний полостей составит

В формуле (2) первое слагаемое в сумме соответствует одновременному заполнению 10-и полостей, второе - удалению контрольного газа из полостей №№4…10, третье - удалению контрольного газа из полостей №№1 и 2, четвертое - удалению контрольного газа из полости №3.
Из сравнения правых частей формул (1) и (2) следует, что использование предлагаемого технического решения даже при неблагоприятных обстоятельствах обеспечивает существенный выигрыш по времени по сравнению с общепринятым последовательным проведением отдельных испытаний полостей.
Использование предлагаемого способа позволяет повысить экономическую эффективность изготовления, подготовки и эксплуатации многополостных изделий ракетно-космической техники в части испытаний их на суммарную герметичность с использованием пробных газов
Способ достаточно прост в реализации и не требует дополнительных средств на доработку существующего испытательного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытаний многополостных изделий на суммарную негерметичность | 2023 |
|
RU2811533C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕГЕРМЕТИЧНОЙ ПОЛОСТИ МНОГОПОЛОСТНОГО ИЗДЕЛИЯ | 2001 |
|
RU2209409C2 |
| Способ измерения степени суммарной герметичности многополостных изделий | 2019 |
|
RU2712762C1 |
| Способ испытаний изделий на суммарную герметичность в вакуумной камере | 2022 |
|
RU2793600C1 |
| Способ контроля герметичности элементов изделий | 2021 |
|
RU2782813C1 |
| Способ контроля герметичности изделий | 1989 |
|
SU1651119A1 |
| Способ испытаний изделий на суммарную негерметичность | 2016 |
|
RU2654340C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ МНОГОПОЛОСТНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077039C1 |
| Способ испытания многополосных изделий на герметичность | 1981 |
|
SU1493901A1 |
| Способ определения зоны негерметичности | 1990 |
|
SU1805309A1 |

Изобретение относится к области испытательной техники, в частности к испытаниям на герметичность многополостных изделий, таких как космические аппараты, и может найти применение в атомной, химической промышленности, в машиностроении, где предъявляются повышенные требования к надежности изделий и минимизации времени их контроля. Сущность изобретения заключается в следующем: вместо использования критерия выбора полостей изделия для проведения их дальнейших испытаний, основанного на оценке вероятности возникновения повышенной негерметичности, а именно вместо использования выбора полостей с наибольшей и с меньшей вероятностью повышенной негерметичности, предлагается выбирать полости изделия для проведения дальнейших испытаний, основываясь на сравнении результатов измерения суммарной негерметичности всех или части полостей изделия со значениями норм герметичности каждой испытываемой полости. Технический результат заключается в уменьшении общей продолжительности испытаний многополостного изделия и повышении их производительности. 2 з.п. ф-лы, 3 табл.
1. Способ испытаний многополостных изделий на суммарную герметичность, заключающийся в том, что помещают многополостное изделие в вакуумную камеру, вакуумируют вакуумную камеру, измеряют начальное парциальное давление контрольного газа в вакуумной камере, соответствующее газоотделению изделия с полостями изделия, не заполненными контрольным газом, одновременно заполняют все полости изделия контрольным газом до испытательного давления, измеряют конечное парциальное давление контрольного газа в вакуумной камере, соответствующее негерметичности заполненных контрольным газом полостей изделия, измеряют значение суммарной негерметичности заполненных контрольным газом полостей изделия по приращению парциального давления контрольного газа в вакуумной камере, выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия, отличающийся тем, что после измерения значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают данное значение с минимальным из значений норм герметичности полостей изделия, при превышении минимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия считают герметичными все полости изделия, при превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с максимальным из значений норм герметичности полостей изделия, при превышении измеренным значением суммарной негерметичности всех заполненных контрольным газом полостей изделия минимального из значений норм герметичности полостей изделия и при превышении максимальным из значений норм герметичности полостей изделия измеренного значения суммарной негерметичности всех заполненных контрольным газом полостей изделия сравнивают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия, при этом выделяют часть полостей изделия из общего числа заполненных контрольным газом полостей изделия таким образом, что для выделенной части полостей изделия норма герметичности каждой полости превышала бы измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия, определяют герметичные полости изделия из выделенной части полостей изделия таким образом, что все полости из выделенной части полостей изделия считают герметичными, прекращают испытания полостей изделия из выделенной части полостей изделия, измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно измеряют значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, для которых нормы герметичности отдельных полостей не превышают измеренное значение суммарной негерметичности всех заполненных контрольным газом полостей изделия, повторно сравнивают повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия с нормами герметичности каждой из полостей изделия из оставшейся части заполненных контрольным газом полостей изделия, повторно выделяют из оставшейся части заполненных контрольным газом полостей изделия часть заполненных контрольным газом полостей изделия таким образом, что для повторно выделенной части полостей изделия норма герметичности каждой полости превышала бы повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, повторно определяют герметичные полости изделия из повторно выделенной части полостей изделия таким образом, что все полости из повторно выделенной части полостей изделия считают герметичными, повторно прекращают испытания полостей изделия из повторно выделенной части полостей изделия, повторно измеряют парциальное давление контрольного газа в вакуумной камере, соответствующее значению суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, проводят вышеуказанные действия для всех полостей изделия в оставшейся части заполненных контрольным газом полостей изделия до того момента, когда повторно измеренное значение суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия будет превышать норму герметичности каждой из полостей в оставшейся части заполненных контрольным газом полостей изделия, после чего прекращают испытания последовательно каждой из полостей изделия в оставшейся части заполненных контрольным газом полостей изделия, при этом измеряют уменьшение значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия, вызванное прекращением испытаний конкретной полости изделия, и те полости изделия, прекращение испытаний которых привело к уменьшению значения суммарной негерметичности оставшейся части заполненных контрольным газом полостей изделия на величину, превышающую норму герметичности данной полости изделия, считают негерметичными.
2. Способ по п. 1, отличающийся тем, что испытания полости изделия прекращают, удаляя из нее контрольный газ.
3. Способ по п. 1, отличающийся тем, что испытания полости изделия прекращают, отсекая от свободного объема вакуумной камеры внешнюю поверхность полости изделия, обращенную в объем вакуумной камеры.
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕГЕРМЕТИЧНОЙ ПОЛОСТИ МНОГОПОЛОСТНОГО ИЗДЕЛИЯ | 2001 |
|
RU2209409C2 |
| Способ измерения степени суммарной герметичности многополостных изделий | 2019 |
|
RU2712762C1 |
| Способ испытаний изделий на суммарную герметичность в вакуумной камере | 2022 |
|
RU2793600C1 |
| US 4776206 A1, 11.10.1988. | |||

