Изобретение относится к металлургии, конкретнее к непрерывной разливке металла.
Известно, что непрерывное литье металла является наиболее благоприятным для получения слитков различных сечений, вследствие чистоты и других присущих ему преимуществ в сравнении с другими видами литья.
В известных способах в процессе непрерывной разливки величину скорости вытягивания слитка устанавливают в пределах, при которых конец жидкой фазы слитка совпадает с окончанием зоны деформации слитка, в этом случае происходит деформация фронта кристаллизации, вызывающая получение заготовок низкого качества.
Известен способ получения непрерывнолитых стальных заготовок, включающий подачу металла в кристаллизатор, охлаждение его под кристаллизатором и деформацию слитка на участке неполной его длины по оси слитка между точкой начала кристаллизации и точкой полного затвердевания слитка по всему сечению [1].
Известен также наиболее близкий способ непрерывного литья металла, включающий подачу металла в кристаллизатор и его вытягивание с переменной скоростью, обжатие слитка в твердожидком состоянии в зоне вторичного охлаждения с помощью роликов, при этом скорость вытягивания слитка устанавливают по определенной зависимости [2]. Способ позволяет повысить стойкость оборудования в зоне вторичного охлаждения. Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков.
Техническим результатом предложенного способа является получение мелкозернистой структуры слитка, предотвращение центральной (осевой) ликвации и тем самым повышение его качества, а также увеличение производительности установки непрерывной разливки металла.
Способ согласно изобретению характеризуется тем, что по мере выхода слитка из кристаллизатора и его вытягивания с рабочей скоростью, слиток обжимают в твердожидком состоянии в тянуще-обжимной клети, при этом скорость вытягивания слитка увеличивают до величины, составляющей 1,05-1,3 рабочей (текущей) скорости в зависимости от марки стали, а обжатие осуществляют в конце жидкой фазы слитка на участке 10..20% от ее длины через период времени, соответствующий 0,1...0,3 времени полного затвердевания слитка, от момента увеличения скорости вытягивания.
При осуществлении обжатия через период времени менее 0,1 времени полного затвердевания заготовок будет обжиматься твердый сляб (т.к. конец жидкой фазы слитка еще не дойдет до обжимных валков), а при увеличении времени более 0,3 времени полного затвердевания есть опасность получить раздутие сляба после выхода его из тянуще-обжимной клети.
Предложенный способ позволяет значительно повысить качество отливаемых заготовок за счет применения обжатия в конце жидкой фазы слитка в тянуще-обжимной клети (это вызвано тем, что происходит ломка дендритной структуры и образование равноосных кристаллов, снижение пористости и выдавливание осевой ликвации) и увеличить скорость вытягивания на 5-30%, тем самым повысить производительность установки непрерывной разливки металла.
Изобретение иллюстрируется чертежом, на котором изображена схема выполнения способа на вертикальной установке непрерывной разливки стали.
Из кристаллизатора 1 вытягивают слиток 2, который далее поступает в тянуще-обжимную клеть 3.
Примеры выполнения способа.
Пример 1.
Непрерывную разливку стали производят на вертикальной УНРС в кристаллизатор сечением 200 х 1250 мм марки Ст10. Расстояние от мениска металла до первой пары валков тянуще-обжимной клети составляет 10,0 м.
При скорости вытягивания слитка, равной 0,6 м/мин, длина жидкой фазы (L) составит
L1 = τп.з•V,
где τп.з - время полного затвердевания слитка из стали марки Ст10 - составляет 16 мин, т.е.
L1 = 16•0,6 = 9,6 м.
При такой скорости вытягивания жидкая фаза слитка не входит в тянуще-обжимную клеть. Затем увеличивают скорость вытягивания до 0,7 м/мин, при этом длина жидкой фазы составит
L2 = 16•0,7 = 11,2 м,
то есть жидкая фаза слитка будет входить в тянуще-обжимную клеть.
Через время, равное 3 мин, что составляет 0,19 τп.з от момента увеличения скорости вытягивания, начинают обжатие слитка в конце жидкой фазы, которая входит в тянуще-обжимную клеть на протяженности: 11,2-10,0 = 1,2 м (10,7%).
Протяженность тянуще-обжимной клети (4 пары последовательно установленных валков) составляет 1,5 м.
Пример 2.
Осуществляют непрерывную разливку стали на вертикальной УНРС в кристаллизатор сечением 200 х 1250 мм марки Ст45. Расстояние от мениска металла до первой пары валков тянуще-обжимной клети составляет 10,0 м.
Время полного затвердевания слитка из стали марки Ст45 составляет 17 мин.
При скорости вытягивания слитка, равной 0,55 м/мин, длина жидкой фазы (L1) составит
L1 = 17•0,55 = 9,35 м,
т. е. жидкая фаза слитка не входит в тянуще-обжимную клеть. Затем увеличивают скорость вытягивания до 0,7 м/мин. При этом протяженность жидкой фазы слитка составит
L2 = 17•0,7 = 11,9 м.
Через 3,5 мин, что составляет 0,21 τп.з с момента увеличения скорости вытягивания, начинают обжатие слитка.
При такой скорости вытягивания без обжатия жидкая фаза слитка вышла бы за пределы тянуще-обжимной клети, но с учетом суммарного обжатия, равного в данном случае 6 мм, жидкая фаза не выходит за пределы тянущей клети.
Таким образом, обжатие в конце жидкой фазы слитка позволяет увеличить скорость вытягивания слитка в зависимости от разливаемых марок стали на 5-30%, при этом для низкоуглеродистых марок стали - 10-30%, а для высокоуглеродистых - 5-10%, при одновременном улучшении макроструктуры слябов за счет дробления дендритной структуры при обжатии.
Источники информации
1. RU 2094139, В 21 В 1/46, В 22 D 11/12, 1997.
2. RU 2022690, В 22 D 11/00, 1994.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК С ИСПОЛЬЗОВАНИЕМ КРИСТАЛЛИЗАТОРА С СООТНОШЕНИЕМ СТОРОН 300×330 мм | 2007 |
|
RU2349412C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
Изобретение относится к металлургии, конкретно к непрерывной разливке металла. Технический результат - получение мелкозернистой структуры слитка, предотвращение центральной (осевой) ликвации и тем самым повышение его качества, а также увеличение производительности установки непрерывной разливки металла. По мере выхода слитка из кристаллизатора и его вытягивания с рабочей скоростью слиток обжимают в твердожидком состоянии в тянуще-обжимной клети. Скорость вытягивания слитка увеличивают до величины, составляющей 1,05-1,3 рабочей скорости в зависимости от марки стали, а обжатие осуществляют в конце жидкой фазы слитка на участке 10...20% от ее длины. Обжатие слитка начинают через период времени, соответствующий 0,1...0,3 времени полного затвердевания слитка, от момента увеличения скорости вытягивания. 2 з.п. ф-лы, 1 ил.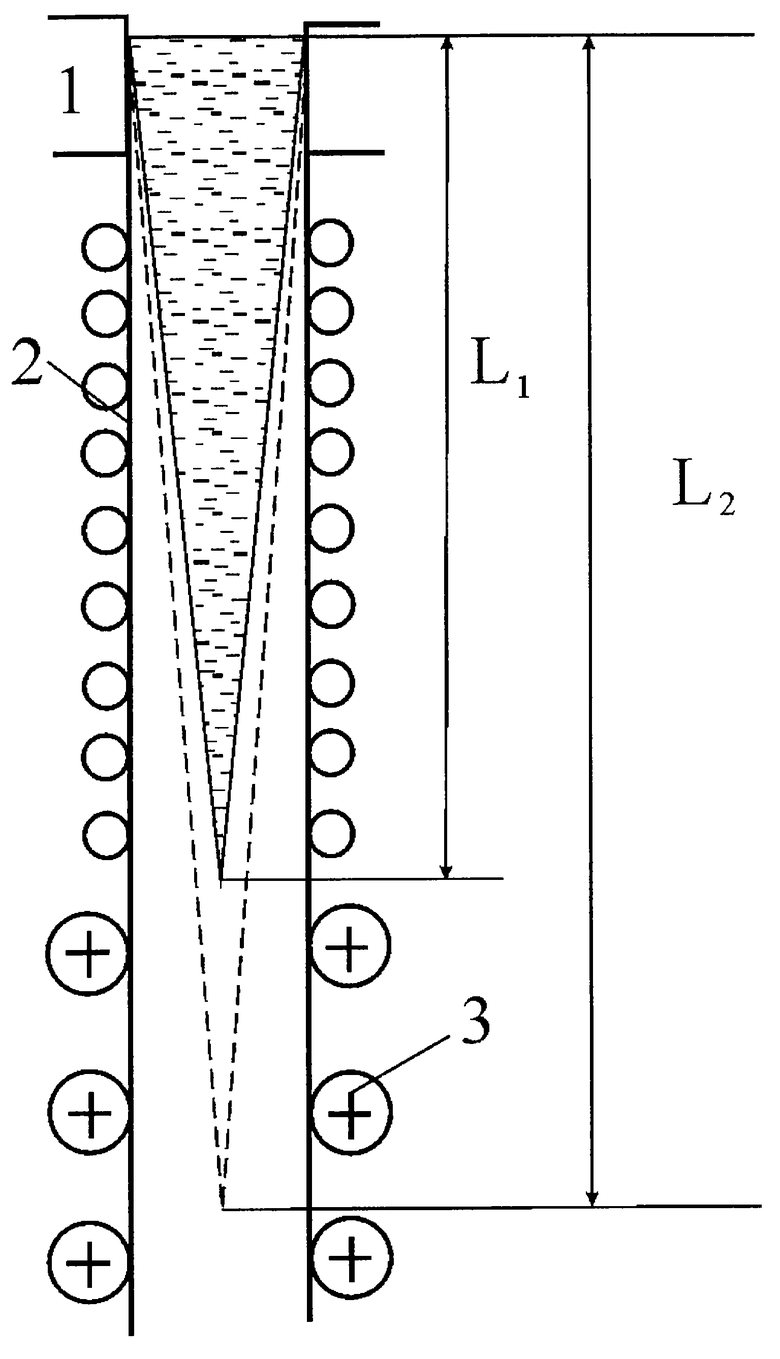
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1677926C |
| JP 63183762, 27.10.1988 | |||
| JP 3138056, 12.06.1991 | |||
| Установка для непрерывной разливки стали | 1981 |
|
SU1002087A1 |
| УСТРОЙСТВО РЕЛЕЙНОЙ АВТОМАТИЧЕСКОЙ НАСТРОЙКИ КОЛЕБАТЕЛЬНЫХ КОНТУРОВ С ДОПОЛНИТЕЛЬНОЙМОДУЛЯЦИЕЙ | 0 |
|
SU293283A1 |
