Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ профилирования слитка на машине непрерывного литья по заявке Японии 6049217 В4 (опубл. 29.06.94), являющийся наиболее близким к предлагаемому способу непрерывного литья заготовок.
Способ заключается в том, что заготовку отливают в кристаллизаторе, направляют в зону вторичного охлаждения, подвергают обжатию в роликовой секции в не полностью затвердевшем состоянии, затем профилируют до конечного прямоугольного профиля в тянущей клети.
Данный способ осуществляется в известном из той же заявки устройстве непрерывного литья, содержащем кристаллизатор, зону вторичного охлаждения, роликовую секцию, обеспечивающую мягкое обжатие слитка и тянущую клеть, находящуюся на некотором расстоянии от роликовой секции.
Недостатком известного способа и устройства для его осуществления является ограничение скорости разливки из условия позиционирования вершины жидкой лунки относительно роликовых секций зоны мягкого обжатия: содержание твердой фазы в центральном сечении заготовки на выходе из участка конусного раствора роликовых секций должно достигать 90...95% для малоуглеродистых сталей и до 70% для высокоуглеродистых. Дальнейшее увеличение скорости разливки приводит к эффекту подсоса сегрегированной стали в результате выпучивания заготовки за пределами роликовых секций и, как следствие к осевой рыхлости и центральной ликвации.
Наиболее близким к предлагаемому изобретению, относящемуся к устройству непрерывного литья заготовок, является установка фирмы SMS Schlomaim-Siemag реконструированной слябовой УНРС на металлургическом заводе Dillinger Huttenwerke (ж. "Черные металлы", декабрь 1999 г., с.24-25).
Эта известная установка включает в себя кристаллизатор, зону вторичного охлаждения, сменную роликовую секцию с жестким калибром, гидравлически настраиваемые на определенный раствор роликовые секции 2 и 3, роликовые секции 4...8, обеспечивающие обжатие заготовки с незатвердевшей сердцевиной по толщине, и многороликовую тянущую клеть с индивидуальным гидроприжимом каждой пары роликов к уже затвердевшей заготовке. Металлургическая длина установки составляет 15,0 м и соответствует длине роликовой проводки.
Ролики тянущей клети этой установки работают в режиме "по давлению". В этом случае невозможно профилирование раствора роликов тянущей клети и, как следствие, исключаются режимы обжатия непрерывнолитой заготовки, а также калибровка сечения по высоте.
Предлагаемыми изобретениями решается задача увеличения скорости разливки без ухудшения структуры слитка.
Для получения такого технического результата в предлагаемом способе непрерывного литья заготовок, включающем подачу металла в кристаллизатор, вытягивание из кристаллизатора, поддержание и направление заготовки в зоне вторичного охлаждения, обжатие заготовки с незатвердевшей сердцевиной по толщине в роликовых секциях, последующую калибровку на конечный размер в тянущей клети, обжатие заготовки заканчивают за пределами роликовой секции в тянущей многороликовой клети на определенном расстоянии от мениска металла в кристаллизаторе, а калибровку выполняют, по меньше мере, последней парой роликов этой клети.
Отличительные признаки предлагаемого способа заключаются в окончании обжатия заготовки за пределами роликовой секции в тянущей многороликовой клети на определенном расстоянии от мениска металла в кристаллизаторе и выполнении калибровки заготовки, по меньшей мере, последней парой роликов этой клети.
Наличие данных признаков позволяет увеличить скорость разливки и получить заготовку без осевой рыхлости и центральной ликвации, а также придать правильную форму заготовке. Придание правильной формы повышает эффективность ультразвуковой дефектоскопии внутренней структуры заготовки, решает вопросы горячего посада.
Для достижения названного технического результата предлагается устройство, которое, как и наиболее близкое к нему, известное из журнала "Черные металлы", 12-1999 г., содержит кристаллизатор, зону вторичного охлаждения, роликовые секции с гидравлической настройкой раствора роликов, обеспечивающих обжатие заготовки с незатвердевшей сердцевиной по толщине, и многороликовую тянущую клеть с индивидуальным гидроприжимом каждой пары роликов к заготовке. Тянущая клеть снабжена гидрораспределителем с системой управления роликами и датчиками их положения, установленными на гидроцилиндрах прижима, причем датчики положения взаимосвязаны с системой управления гидрораспределителя.
Описанная конструкция устройства позволяет в зависимости от положения вершины жидкой лунки выставлять профиль канала не только по роликам секций мягкого обжатия, но и тянущей клети. Конфигурация жидкой лунки рассчитывается в реальном режиме времени по математической модели затвердевания непрерывнолитой заготовки в зависимости от марки разливаемой стали, диаграммы скорости разливки и режимов охлаждения.
Сигналы с датчиков положения, установленных на гидроцилиндрах, используются в качестве обратной связи в системе управления, отслеживая воспроизведение оптимального расчетного профиля литейного канала.
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
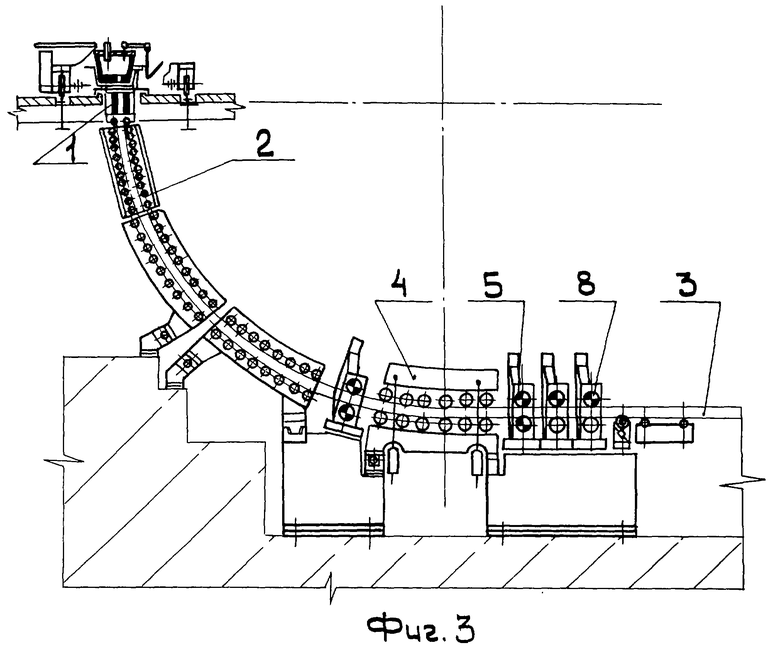
на фиг. 1 - схема вертикальной машины непрерывного литья заготовок для осуществления предложенного способа (пример 1);
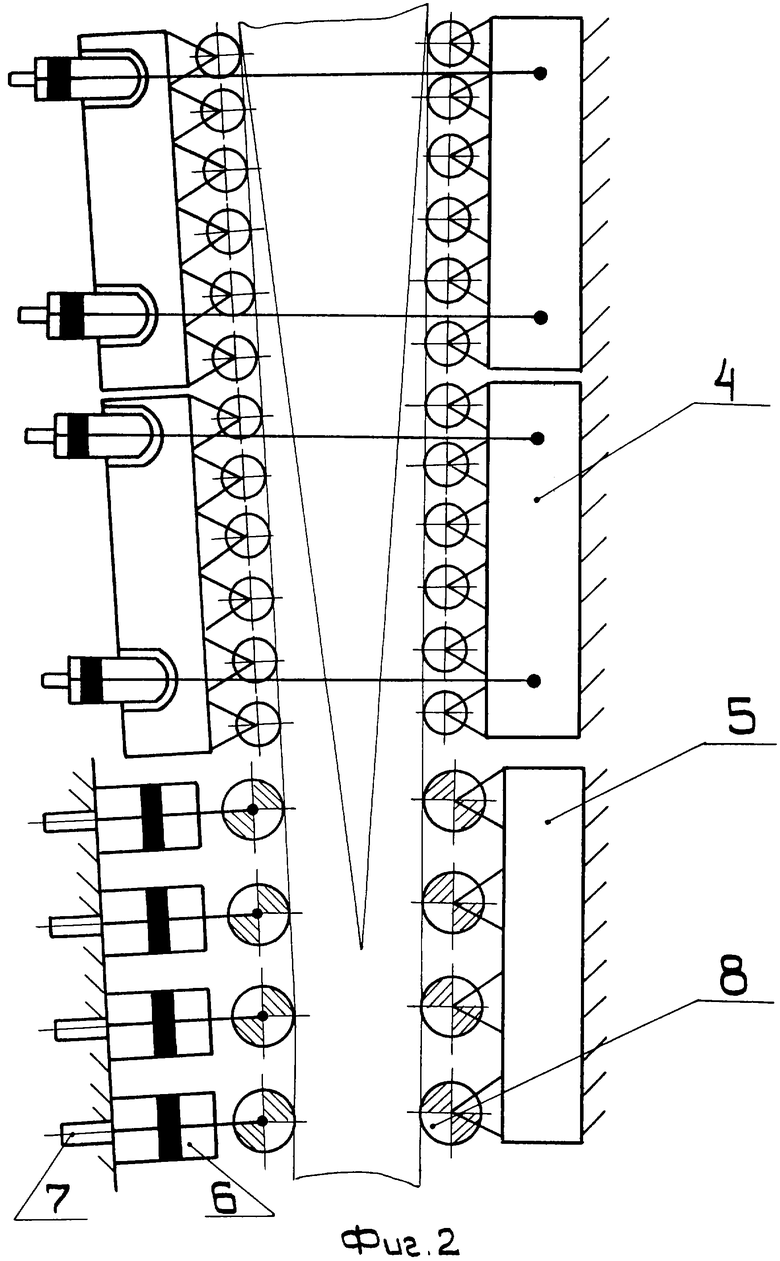
на фиг. 2 - схема роликовых секций и тянущей клети (в увеличенном виде);
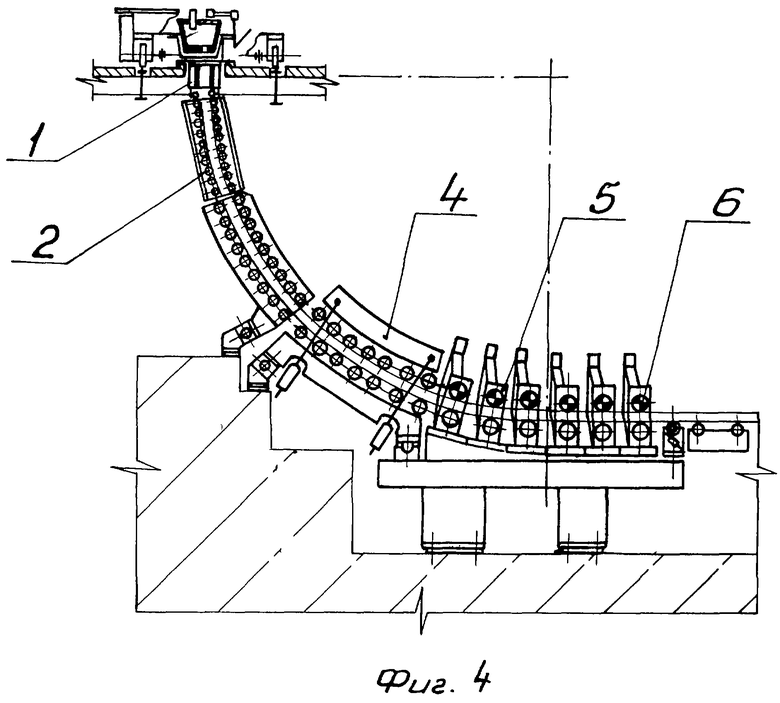
на фиг. 3 - схема радиальной машины непрерывного литья заготовок для осуществления предложенного способа (пример 2);
на фиг. 4 - то же (пример 3);
на фиг. 5 - кинетика затвердевания сляба толщиной 200 мм из малоуглеродистой стали со скоростью разливки 0,7 м/мин;
на фиг. 6 - кинетика затвердевания блюма 300•450 мм из высокоуглеродистой стали со скоростью разливки 0,68 м/мин.
Ниже даны варианты осуществления изобретений, не исключающие другие варианты в пределах формулы изобретения.
Предлагаемый способ осуществляют следующим образом.
Пример 1.
В процессе непрерывной разливки сляба 200•1550 из Ст 3сп (фиг. 1) в кристаллизатор 1 подают жидкую сталь и вытягивают из него заготовку с переменной скоростью. В зоне вторичного охлаждения 2 заготовку 3 поддерживают и направляют с помощью разрезных роликов четырех роликовых секций 4, а также охлаждают водовоздушной смесью, подаваемой коллекторами, установленными на этих секциях. Металлургическая длина МНЛЗ ограничивается последней четвертой секцией и составляет 9,32 м.
После четвертой секции заготовку вытягивают и обжимают ролики тянущей клети 5, выставленные в профильный канал гидроцилиндрами 6 с датчиками положения 7 системой управления через гидрораспределитель.
Последний ролик 8 тянущей клети отстоит от мениска металла в кристаллизаторе на расстоянии 11,4 м.
В соответствии с кинетической диаграммой затвердевания (фиг. 5) для сляба сечением 200 из малоуглеродистой стали τ0,2=9,1 мин; τ0,25=10 мин; τ0,3=10,7 мин; τ0,9=15,1 мин; τ0,95=15,3 мин; τ1,0=15,4 мин.
Здесь τ0,2; τ0,25; τ0,3; τ0,9; τ0,95, τ1,0 - время по истечении которого сечение заготовки по центру характеризуется содержанием твердой фазы соответственно 20; 25;...100%.
Разливка с использованием известного способа ограничена максимальной скоростью: 
Протяженность зоны мягкого обжатия, обеспечивающая обжатие в максимальное число проходов, составит
что соответствует суммарной протяженности двух последних роликовых секций с гидравлическим поджатием, которые в этом случае образуют профильный канал обжатия.
Увеличение скорости разливки в известном способе свыше 0,6 м/мин приведет к выходу жидкой лунки за пределы роликовых секций. Незатвердевшая заготовка в роликах тянущей клети будет иметь значительные обжатия, сопровождающиеся внутренними трещинами.
Величина суммарного обжатия и конечный размер по толщине заготовки в данном случае зависит от температурно-скоростного режима разливки и имеет значительный разброс.
Применение предлагаемого способа с установкой датчиков положения на ролики тянущей клети и управление последними через гидрораспределитель позволяет увеличить скорость разливки до 
При этом последняя пара валков работает по уже затвердевшей заготовке и выполняет необходимую степень обжатия, обеспечивая калибровку сечения.
При скоростях разливки не более 0,6 м/мин калибровка выполняется всеми роликами тянущей клети.
Применение предлагаемого способа улучшает центральную пористость, обеспечивает качественную макроструктуру слитка и повышает производительность установки от 6 до 23%, обеспечивая допуск на толщину заготовки ±0,5 мм.
Пример 2.
В процессе непрерывной разливки блюма 300•450 из кордовой марки стали на радиальной МНЛЗ с базовым радиусом 12 м и дифференцированным разгибом на длине 7,5 м (фиг. 3) в кристаллизатор 1 подают жидкую сталь и вытягивают из него заготовку с переменной скоростью. В зоне вторичного охлаждения 2 заготовку 3 поддерживают и направляют с помощью холостых роликовых секций на длине 15,1 от мениска металла в кристаллизаторе.
На участке разгиба установлена роликовая секция мягкого обжатия 4, непосредственно к которой примыкает тянущая клеть 5, конструктивно выполненная тремя отдельными блоками на общей раме с индивидуальными гидроприжимами 6 верхних роликов.
В соответствии с кинетической диаграммой затвердевания непрерывнолитой заготовки 300•450 из высокоуглеродистой стали имеем τ0,2=26 мин; τ0,4=30,8 мин; τ0,7=35,0 мин; τ1,0=36,6 мин.
Последний ролик роликовой секции мягкого обжатия отстоит на расстоянии 21,4 м от мениска металла.
Разливка с использованием технологии известного способа ограничена максимальной скоростью 
Протяженность зоны мягкого обжатия, обеспечивающей обжатие в максимальное число проходов, составляет
Lsr = (τ0,7-τ0,2)•0,6 = (35-26)•0,6 = 5,4 м, что соответствует длине секций мягкого обжатия.
Применение предлагаемого способа предполагает непосредственное примыкание тянущих клетей к роликовой секции мягкого обжатия. Расстояние от мениска до роликов тянущих клетей в этом случае составляет соответственно 22,6; 23,8 и 25 м. Максимальная скорость в режиме мягкого обжатия возрастает 
Калибровка при этом выполняется последней парой роликов 8 тянущей клети.
Применение предлагаемого способа повышает производительность установки на 15%, улучшает центральную пористость, обеспечивает качественную макроструктуру слитка и минимальный допуск на толщину.
Пример 3.
Разливка аналогична способу, описанному в примере 2, но с дополнительной возможностью обжатия заготовки в роликовой секции 4 до разгиба заготовки (фиг. 4).
В этом случае обеспечивается высокое качество макроструктуры заготовки из труднодеформируемых марок сталей, таких как ШХ15, ШХ15СГ.
Применение предлагаемого способа и устройства для его осуществления позволяет увеличить производительность разливки на 15-23% без ухудшения качества заготовки, уменьшить допуск на толщину заготовки, чтобы повысить эффективность ультразвуковой дефектоскопии внутренней структуры заготовки и решать вопросы горячего посада.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПОСЛЕДУЮЩЕЙ ДЕФОРМАЦИИ ЗАГОТОВКИ ИЗ СТАЛИ, В ЧАСТНОСТИ ЗАГОТОВКИ, ИМЕЮЩЕЙ ФОРМАТ СЛЯБА ИЛИ ФАСОННЫЙ ПРОФИЛЬ | 2001 |
|
RU2271895C2 |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2210458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2280532C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С НЕПОСРЕДСТВЕННЫМ ОБЖАТИЕМ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ | 2003 |
|
RU2302313C2 |


Изобретение относится к металлургии, конкретно к непрерывной разливке металла. Способ непрерывного литья заготовок на вертикальных и криволинейных МНЛЗ включает подачу металла в кристаллизатор, вытягивание заготовки из кристаллизатора, поддержание и направление заготовки в зоне вторичного охлаждения, обжатие заготовки в роликовых секциях по толщине и последующую ее калибровку на конечный размер роликами тянущей клети, причем обжатие заготовки заканчивают за пределами роликовых секций в тянущей клети, а калибровку заготовки выполняют последней парой роликов этой клети. В устройстве непрерывного литья заготовок тянущая клеть снабжена гидрораспределителем с системой управления и датчиками положения раствора роликов клети, установленными на гидроцилиндрах прижима каждой пары роликов к заготовке. Технический результат - увеличение скорости разливки без ухудшения структуры слитка. 2 с. п. ф-лы, 6 ил.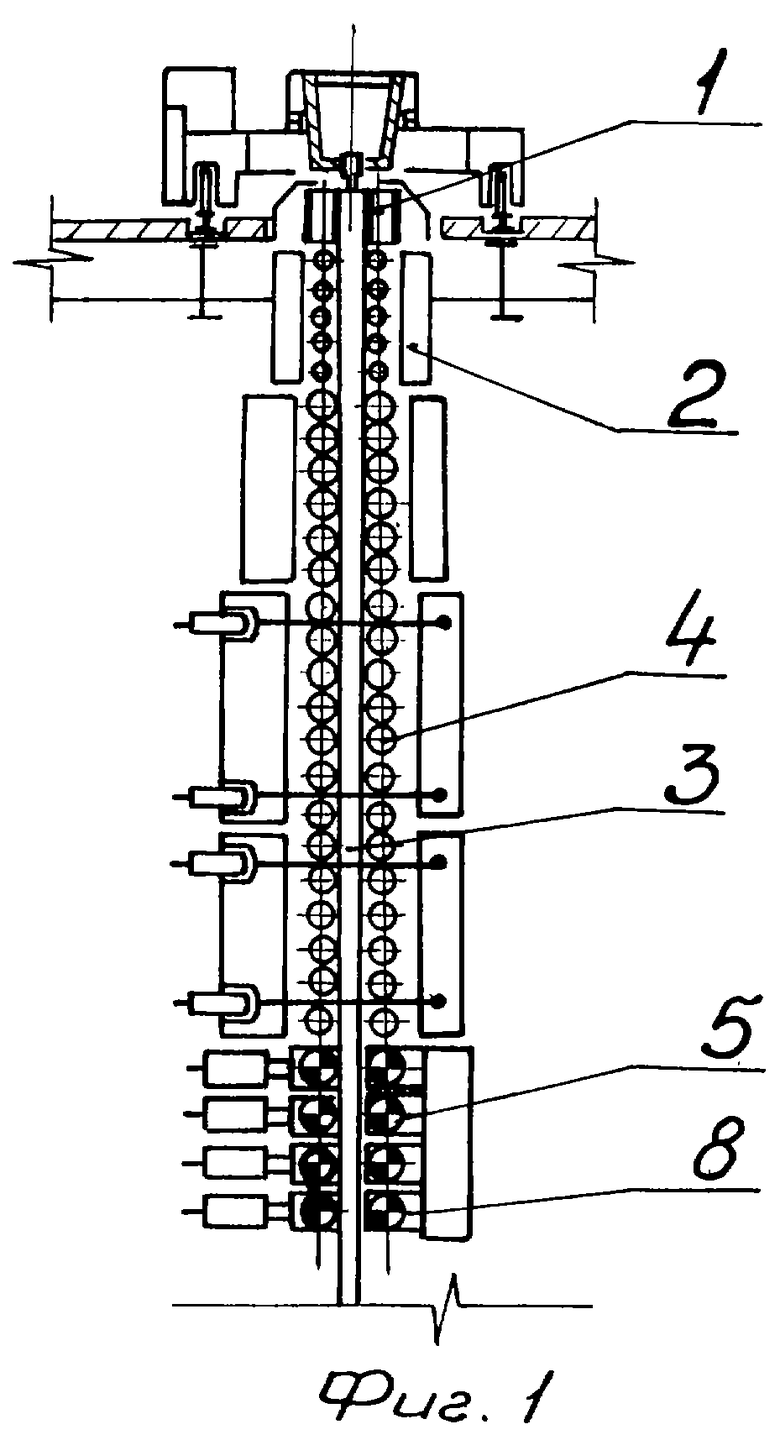
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| ЧЕРНЫЕ МЕТАЛЛЫ, № 12, 1999, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| JP 63183762, 27.07.1988 | |||
| Установка для непрерывной разливки стали | 1981 |
|
SU1002087A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1734933A1 |
| 0 |
|
SU193034A1 | |

