Изобретение относится к металлургии, конкретнее, к непрерывной разливке плоских слитков небольшой толщины.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него плоского слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлаждения при помощи приводных роликов, а также деформацию обжатия слитка в твердожидком состоянии при помощи роликов.
При этом обжатие слитка в зоне вторичного охлаждения осуществляют по зависимости
ΔHl = ΔH -AV
-AV +Bt
+Bt -ch
-ch +Д
+Д , где ΔHl - текущее значение величины обжатия слитка со стороны одной грани на длине "l", м;
, где ΔHl - текущее значение величины обжатия слитка со стороны одной грани на длине "l", м;
ΔH - конечная величина обжатия слитка со стороны одной из граней на расстоянии "L" от нижнего торца кристаллизатора, м;
l - текущее значение расстояния по длине слитка от нижнего торца кристаллизатора, м;
h - толщина слитка после деформации, м;
t - температура поверхности слитка при его выходе из кристаллизатора, оС;
L - длина зоны деформации обжатия слитка, м;
V - скорость вытягивания слитка, м/мин;
А,В,С,Д - эмпирические коэффициенты.
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков и низкая стойкость оборудования в зоне вторичного охлаждения. Это объясняется тем, что в процессе непрерывной разливки величину скорости вытягивания плоского слитка устанавливают в пределах, при которых конец жидкой фазы совпадает с окончанием зоны деформации слитка. В этих условиях в момент полного затвердевания слитка происходит деформация фронта кристаллизации, что сопровождается изломом кристаллов, легкоплавкие примеси не успевают равномерно распределиться по объему осевой зоны слитка. В результате увеличивается брак слитков по осевой физической и химической неоднородности.
Кроме того, при малейшем увеличении скорости вытягивания слитка ролики начинают обжимать слиток в твердом состоянии, что сопровождается увеличением усилий на ролики и их поломкой.
Наиболее близким по технической сущности является способ непрерывной разливки плоских слитков, включающий подачу металла в кристаллизатор, вытягивание из него плоского слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлаждения при помощи приводных роликов, а также деформацию обжатия слитка в твердожидком состоянии.
При этом при изменении скорости вытягивания слитка изменяют длину зоны обжатия слитка со скоростью
Q = (0,8-1,2) (V2-V1), где Q - скорость изменения длины зоны обжатия, м/мин;
V1 - текущая скорость вытягивания слитка, м/мин;
V2 - измененная скорость вытягивания слитка, м/мин;
(0,8-1,2) - эмпирический коэффициент, безразмерный.
Недостатком этого известного способа является неудовлетворительное качество непрерывно-литых слитков и низкая стойкость оборудования в зоне вторичного охлаждения. Это объясняется тем, что при изменении скорости вытягивания слитка конец жидкой фазы слитка соответствует окончанию зоны обжатия. В этих условиях в момент полного затвердевания слитка происходит деформация сжатия фронта кристаллизации, что сопровождается изломом кристаллов, легкоплавкие примеси не успевают равномерно распределяться по объему осевой зоны слитка. В результате увеличивается брак слитков по осевой физической и химической неоднородности.
Кроме этого, при совпадении в одном месте по длине слитка конца жидкой фазы слитка и зоны деформации обжатия сопровождается увеличением нагрузок на ролики, что сопровождается их поломкой.
Исследованиями установлено, что для улучшения качества плоских слитков и повышения стойкости роликов необходимо, чтобы в процессе разливки длина жидкой фазы была больше длины зоны обжатия. Этого можно достигнуть посредством установления скорости вытягивания слитка по определенной зависимости от толщины слитка, длины кристаллизатора и зоны обжатия слитка.
Целью изобретения является улучшение качества непрерывно-литых слитков и повышение стойкости оборудования в зоне вторичного охлаждения.
Указанную цель достигают тем, что в кристаллизатор подают жидкий металл, формируют слиток, вытягивают его из кристаллизатора с переменной скоростью, а также обжимают слиток в твердожидком состоянии в зоне вторичного охлаждения при помощи роликов, при этом в процессе непрерывного литья скорость вытягивания слитка устанавливают по зависимости
V = (0,25-0,65)  , где V - скорость вытягивания слитка, м/мин;
, где V - скорость вытягивания слитка, м/мин;
L1 - длина слитка в кристаллизаторе, см;
L2 - длина слитка под кристаллизатором, не подвергаемая обжатию, см;
L3 - длина слитка в зоне вторичного охлаждения, подвергаемая обжатию, см;
h - толщина вытягиваемого слитка, см;
(0,25-0,65) - эмпирический коэффициент, учитывающий толщину вытягиваемого слитка и теплофизические свойства разливаемого металла: температуры металла, вязкости, теплопроводности, тепло- и температуропроводности, теплоемкости, допустимых напряжений металла при высоких температурах, химсостава, см м/мин.
Улучшение качества непрерывно-литых слитков будет происходить вследствие устранения осевой химической и физической неоднородности. Это объясняется тем, что в момент окончания полного затвердевания слитка не происходит деформация фронта кристаллизации, не происходит излом кристаллов.
Вследствие этого легкоплавкие примеси равномерно распределяются между кристаллами, что устраняет образование осевой ликвации.
Повышение стойкости оборудования будет происходить вследствие устранения поломки роликов в зоне вторичного охлаждения. Это объясняется тем, что при заявляемых значениях скорости вытягивания слитка исключается обжатие слитка в твердом состоянии, что значительно уменьшает нагрузки на ролики. В этих условиях ролики обжимают слиток только в твердожидком состоянии. При этом полное затвердевание слитка происходит в условиях без деформации обжатия при постоянном значении раствора между роликами.
Диапазон значений эмпирического коэффициента в пределах (0,25-0,65) объясняется условиями образования двухфазной области в процессе кристаллизации слитка. При меньших значениях будет происходить поломка кристаллов слитка, в нем будут образовываться осевая физическая и химическая неоднородность, повышаются нагрузки на ролики, что снижает их стойкость.
При больших значениях будет увеличиваться длина жидкой фазы слитка, что приведет к увеличению длины и веса оборудования установки. Кроме того, в этих условиях толщина оболочки слитка на выходе из кристаллизатора будет иметь незначительную величину, что приведет к прорывам металла.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от содержания углерода в разливаемом металле и толщины слитка после деформации обжатия.
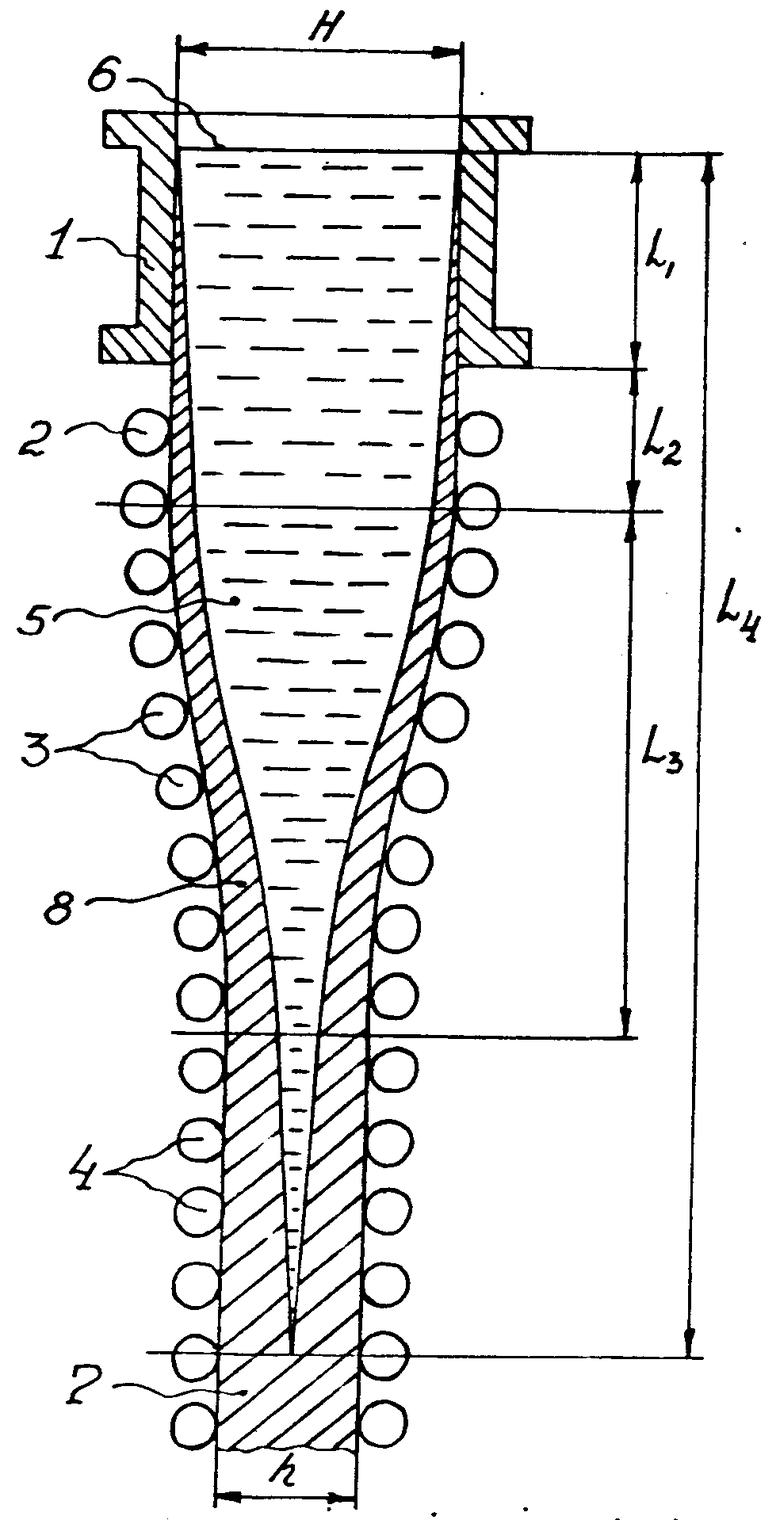
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показана схема установки для осуществления способа непрерывной разливки плоских слитков.
Установка состоит из кристаллизатора 1, роликов 2,3 и 4.
На чертеже приняты следующие обозначения: 5 - жидкий металл, 6 - мениск металла, 7 - плоский слиток, 8 - оболочка слитка, L1 - длина участка слитка, находящего в кристаллизаторе, L2 - длина участка слитка, не подвергаемого деформации обжатия, L3 - длина участка слитка, подвергаемого деформации обжатия, L4 - длина жидкой фазы слитка.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки плоских слитков в кристаллизатор 1 подают металл 5 под мениск 6 через удлиненный разливочный стакан (на чертеже не показан). Длина участка слитка 7 в кристаллизаторе 1 составляет L1. Из кристаллизатора 1 слиток 7 с размерами (Н х l) вытягивают с переменной скоростью с помощью приводных роликов 2,3 и 4. При этом на длине участка L2 не производят деформацию обжатия оболочки 8 роликами 2 и слиток 7 имеет размеры шириной l и толщиной Н. Далее на участке L3 оболочку 8 слитка 7 деформируют посредством обжатия роликами 3 с толщины Н до толщины h в твердожидком состоянии. Ниже участка L3 деформацию обжатия слитка 7 роликами 4 прекращают и слиток вытягивается с постоянной толщиной h. При этом длина жидкой фазы L4 слитка 7 заходит в ролики 4 с постоянным раствором h. Таким образом, оболочка 8 слитка 7 по ходу технологической линии установки проходит участки L1 и L2 без деформации обжатия, участок L3 - с деформацией обжатия и далее - снова без деформации обжатия.
Для обеспечения этих условий скорость вытягивания плоского слитка 7 устанавливают по зависимости
V = (0,25-0,65)  , где V - скорость вытягивания слитка, м/мин;
, где V - скорость вытягивания слитка, м/мин;
L1 - длина участка слитка в кристаллизаторе, см;
L2 - длина участка слитка под кристаллизатором, не подвергаемого деформации обжатием, см;
L3 - длина участка слитка, подвергаемого деформации обжатия, см;
h - толщина вытягиваемого слитка, см;
(0,25-0,65) - эмпирический коэффициент, учитывающий толщину вытягиваемого слитка и теплофизические свойства разливаемого металла: температуры металла, вязкости, теплопроводности, тепло- и температуропроводности, теплоемкости, допустимых напряжений металла при высоких температурах химсостава, см м/мин.
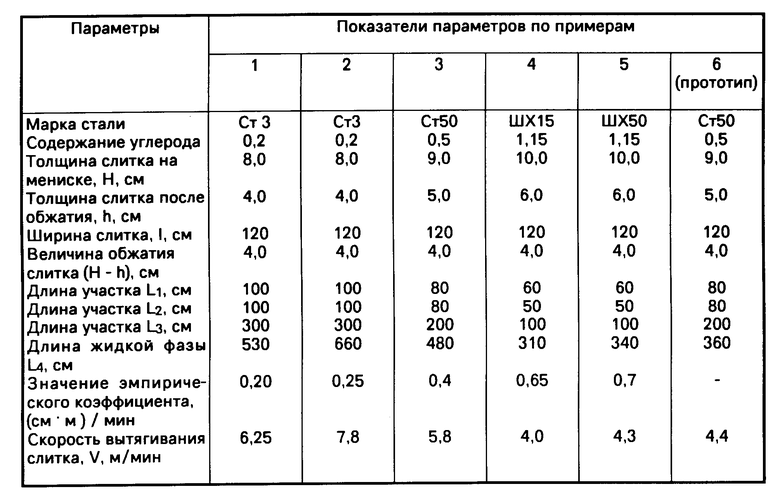
В таблице приведены технологические параметры процесса непрерывной разливки плоских слитков.
В примере 1 скорость вытягивания слитка обеспечивает недостаточную величину длины жидкой фазы слитка. В этих условиях происходит излом кристаллов на фронте кристаллизации, легкоплавкие элементы в жидком металле не рассредотачиваются по объему осевой зоны слитка, что вызывает брак слитков по качеству макроструктуры. Кроме того, увеличиваются нагрузки на ролики, что снижает их стойкость.
В примере 5 - длина жидкой фазы больше необходимых пределов, что вызывает увеличение габаритов и веса установки. Кроме того, при повышенной скорости вытягивания происходят прорывы металла под кристаллизатором вследствие небольшой толщины оболочки слитка.
В примере 6 (прототипе) длина жидкой фазы соответствует окончанию зоны обжатия. В этих условиях увеличивается брак слитков по осевой физической и химической неоднородности.
Кроме того увеличиваются нагрузки на ролики, что приводит к снижению их стойкости.
В примерах 2-4 длина жидкой фазы L4 слитка больше зоны обжатия слитка, включая участки L1, L2 и L3. В этих условиях не происходит излом кристаллов на фронте кристаллизации, легкоплавкие элементы равномерно распределяются по осевой зоне слитков. Кроме того, нагрузки на ролики не возрастают, что повышает их стойкость.
В общем случае участок L2 может отсутствовать и обжатие слитка может начинаться сразу после выхода слитка из кристаллизатора.
Применение предлагаемого способа позволяет повысить стойкость оборудования в зоне вторичного охлаждения на 3% и уменьшить брак слитков по качеству макроструктуры на 4,5%.
Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ непрерывной разливки плоских слитков, применяемый на НПО "Тулачермет".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1693786C |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038897C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1990 |
|
RU2041020C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041010C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1677925C |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1990 |
|
RU2041019C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038896C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТЫХ ПЛОСКИХ СЛИТКОВ В ТВЕРДОЖИДКОМ СОСТОЯНИИ | 1990 |
|
RU1677927C |
Сущность изобретения: в кристаллизатор подают жидкий металл, формируют слиток, вытягивают его из кристаллизатора с переменной скоростью. В твердожидком состоянии в зоне вторичного охлаждения обжимают слиток при помощи роликов, а скорость вытягивания слитка устанавливают по предложенной зависимости. 1 ил., 1 табл.
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, включающий подачу жидкого металла в кристаллизатор, формирование слитка и его вытягивание из кристаллизатора с переменной скоростью, обжатие слитка в твердожидком состоянии в зоне вторичного охлаждения при помощи роликов, отличающийся тем, что, с целью повышения качества слитков и стойкости оборудования в зоне вторичного охлаждения, в процессе непрерывного литья скорость вытягивания слитка устанавливают по зависимости
V = (0,25-0,65)  ,
,
где v - скорость вытягивания слитка, м/мин;
L1 - длина слитка в кристаллизаторе, см;
L2 - длина слитка под кристаллизатором, не подвергаемая обжатию, см;
L3 - длина слитка в зоне вторичного охлаждения, подвергаемая обжатию, см;
h - толщина вытягиваемого слитка, см;
(0,25 - 0,65) - эмпирический коэффициент, учитывающий толщину вытягиваемого слитка и теплофизические свойства разливаемого металла: температуру, вязкость, теплопроводность, теплоемкость, тепло- и температуропроводность допустимых напряжений металла при высоких температурах, химический состав, см · мин/м.
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1677925C |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
