Изобретение относится к способу так называемой "ультразвуковой" дробеструйной обработки, в котором используется облако микрошариков внутри камеры и, более конкретно, изобретение относится к способу дробеструйной обработки кольцевых поверхностей больших размеров на тонких деталях.
Известны способы дробеструйной обработки поверхности металлических деталей посредством выбрасывания на нее с большой скоростью потока микрошариков. Ударяясь о поверхность обрабатываемой детали с малым углом падения относительно перпендикуляра к этой поверхности и обладая достаточно большой кинетической энергией, эти микрошарики вызывают непрерывное уплотнение данной поверхности на небольшой толщине или глубине. Это уплотнение поверхности противодействует появлению и распространению трещин на этой поверхности детали и позволяет, таким образом, повысить ее усталостную прочность.
Упомянутые микрошарики обычно представляют собой шарики для подшипников качения. Они, как правило, изготавливаются из керамических материалов или из стали и имеют диаметр в диапазоне от 0,2 мм до 4 мм.
Дробеструйная обработка осуществляется внутри закрытой камеры при помощи дробеструйных сопел, запитываемых одновременно сжатым газом и микрошариками, причем этот сжатый газ обеспечивает приведение в движение этих микрошариков.
В авиационной промышленности изготавливают относительно тонкие детали больших размеров, дробеструйная обработка которых сопряжена с определенными трудностями, а именно:
- Крупные детали требуют для их обработки использования камер больших размеров.
- Дробеструйная обработка в данном случае часто является относительно легкой или слабой для того, чтобы не деформировать эти тонкие детали. Действительно, такие детали не могут воспринимать без деформаций механические воздействия, вызываемые напряжениями сжатия или уплотнения, возникающими в случае использования мощной или интенсивной дробеструйной обработки, причем это уплотнение распространяется при такой обработке по глубине под обрабатываемую поверхность.
- Расположение детали, подвергающейся дробеструйной обработке, характеризуется определенными оптимальными условиями, которые обеспечивают получение наибольшей прочности этой детали. Однако выполнение дробеструйной обработки в таких условиях часто оказывается затруднительным, поскольку регулировка дробеструйных сопел является достаточно сложной и не остается стабильной во времени.
Таким образом, недостаточная дробеструйная обработка не обеспечивает получения заданной прочности. Однако в данном случае остается еще возможность достижения оптимальных результатов этой обработки путем осуществления дополнительного этапа дробеструйной обработки.
Напротив, избыточность дробеструйной обработки в рассматриваемом случае вызывает необратимые поверхностные повреждения обрабатываемой детали и снижение ее прочности.
Из патента FR.2689431 известен способ дробеструйной обработки, не вполне удачно названный "ультразвуковым" и состоящий в поддержании массы микрошариков в состоянии своего рода "облака" внутри камеры, причем поддержание такого состояния осуществляется посредством вибратора, действующего на частотах порядка 20 кГц.
При этом камера обработки является открытой и подлежащая дробеструйной обработке деталь прижимается к отверстию этой камеры. В этом случае дробеструйная обработка обеспечивается путем соударений микрошариков с поверхностью обрабатываемой детали, причем камера и подлежащая обработке деталь приводятся в движение друг относительно друга для прохождения камеры по всей поверхности детали, подлежащей дробеструйной обработке.
В этом патенте также описано, каким образом можно обеспечить дробеструйную обработку круглых деталей, таких, например, как валы.
Термин "облако" в данном случае использован по аналогии с облаком или туманом, образованным мельчайшими капельками воды. Действительно, в соответствии с этим способом ультразвуковой дробеструйной обработки микрошарики приводятся в движение со скоростями, имеющими случайный характер как по величине, так и по направлению, что заставляет их сталкиваться между собой, со стенками камеры обработки и с поверхностью детали, находящейся в контакте с этим облаком микрошариков.
В этом патенте приведены примеры обработки массивных деталей, способных без деформации воспринять механические воздействия, возникающие вследствие осуществления дробеструйной обработки.
Однако предложенный способ не позволяет обеспечить дробеструйную обработку относительно тонких круглых деталей, поскольку такие детали начинают очень быстро деформироваться уже в процессе дробеструйной обработки. Даже если данная поверхность подвергнута однородной дробеструйной обработке, эти деформации устраняются лишь частично в конце операции дробеструйной обработки, поскольку создание механических напряжений осуществляется в результате пластической и нелинейной деформации материала.
Кроме того, данный способ требует, чтобы процесс дробеструйной обработки был прекращен точно в тот момент, когда обрабатываемая деталь завершит выполнение одного полного оборота, если в данном случае желательно обеспечить однородность дробеструйной обработки.
Действительно, в этом случае запоздалая остановка процесса дробеструйной обработки будет иметь следствием локализованную избыточную дробеструйную обработку в зоне перекрытия, тогда как преждевременная остановка этого процесса будет иметь следствием локализованное отсутствие дробеструйной обработки, которое будет трудно восполнить, не вызывая при этом избыточной дробеструйной обработки по краям этого участка.
Первая задача, решаемая изобретением, состоит в осуществлении дробеструйной обработки относительно тонких и круглых деталей без их деформации в условиях, когда размеры этих подлежащих обработке деталей превышают размеры используемой камеры для дробеструйной обработки.
Вторая задача, решаемая изобретением, состоит в обеспечении однородной дробеструйной обработки по всей обрабатываемой поверхности.
В настоящем изобретении предлагается способ ультразвуковой дробеструйной обработки кольцевых поверхностей больших размеров, располагающихся на относительно тонких деталях, причем этот способ состоит в проведении подлежащей дробеструйной обработке поверхности перед отверстием камеры для такой обработки.
В камере дробеструйной обработки заключено так называемое "облако" микрошариков, удерживаемое в стабильном состоянии посредством вибратора, расположенного внутри этой камеры. Эти микрошарики соударяются с участком подлежащей дробеструйной обработке поверхности, расположенным против отверстия камеры.
Соударения обеспечивают дробеструйную обработку поверхности, причем камера и обрабатываемая деталь приводятся во вращательное движение друг относительно друга для того, чтобы пропустить всю подлежащую дробеструйной обработке поверхность перед отверстием этой камеры в процессе осуществления дробеструйной обработки.
Предложенный способ отличается тем, что подлежащая дробеструйной обработке поверхность осуществляет в процессе этой дробеструйной обработки по меньшей мере N=5 оборотов перед отверстием камеры.
Другими словами, в данном случае дробеструйная обработка осуществляется за N проходов перед отверстием камеры дробеструйной обработки, причем каждая точка этой подлежащей дробеструйной обработке поверхности N раз проходит перед отверстием камеры и каждый такой проход обеспечивает по существу 1/N часть полной дробеструйной обработки, которую необходимо выполнить в данном случае.
Задача предлагаемого способа заключается в увеличении однородности дробеструйной обработки по всей подлежащей такой обработке поверхности в процессе осуществления самой этой дробеструйной обработки. Было установлено, что эта однородность уменьшает деформации детали в процессе выполнения дробеструйной обработки, а также остаточные деформации этой детали после того, как эта дробеструйная обработка завершена.
Этот результат может быть объяснен тем обстоятельством, что механические воздействия, прикладываемые к обрабатываемой детали в процессе осуществления дробеструйной обработки, остаются по существу однородными на всей обрабатываемой поверхности. Таким образом обеспечивается решение первой из упомянутых задач.
Кроме того, в данном случае отпадает необходимость в остановке процесса дробеструйной обработки в точно определенный момент в том случае, когда обрабатываемая деталь совершит N проходов перед камерой дробеструйной обработки, поскольку здесь избыток или недостаток этой дробеструйной обработки, являющийся следствием неточной остановки процесса, будет определяться не более, чем 1/N частью полной дробеструйной обработки, что позволяет решить вторую упомянутую выше задачу.
Полученный результат может быть приемлемым, начиная с N=5 оборотам. Этот результат очевидно будет улучшен при увеличении числа оборотов, например, до 20 или до 100. Большое значение числа N требуется, в частности, для дробеструйной обработки очень тонких деталей.
Преимущество предлагаемого способа состоит в том, что он позволяет обеспечить значительную и приближенную к оптимальной дробеструйную обработку достаточно тонких деталей без их деформации, поскольку на протяжении всего процесса этой дробеструйной обработки механические воздействия, приложенные к обрабатываемой детали, остаются однородными.
Способ, который представляет собой объект данной патентной заявки, отличается от способа, известного из упомянутого выше патента, в котором не раскрывается предлагаемый здесь способ. Хотя в этом патенте не указано определенно то, что в данном случае дробеструйная обработка осуществляется за один проход, это, тем не менее, подразумевается по существу дела.
На стр.7 в строке 20 описания упомянутого изобретения приведена формула Vi= Ai/To, где Vi представляет собой скорость перемещения камеры дробеструйной обработки относительно обрабатываемой детали, Ai представляет собой ширину вибрирующей поверхности, которая по существу совпадает с шириной камеры на виде, представленном на фиг.1, а То представляет собой продолжительность представления или экспозиции поверхности для осуществления ее дробеструйной обработки, причем эта продолжительность задается формулой, приведенной на стр.7 в строке 7 упомянутого описания.
В том случае, когда дробеструйная обработка осуществляется на протяжении N проходов, необходимо использовать следующую формулу: Vi=N•Ai/To для того, чтобы каждая часть обрабатываемой поверхности действительно была экспонирована на протяжении времени То. Таким образом, значение N=1 представляет собой единственный способ интерпретации этого патента.
В то же время, на стр.7, строки 24-34 упомянутого описания сказано, в частности, что более высокая скорость приводит к недостаточной степени дробеструйной обработки, тогда как уменьшенная скорость приводит к "избыточному наклепу" или избыточной деформации.
Параметр скорости в данном случае является достаточно важным, поскольку необходимо обеспечить дробеструйную обработку полностью всей периферийной поверхности данной детали за один оборот или за очень малое число оборотов для того, чтобы уложиться в промежуток времени То, на протяжении которого каждая часть обрабатываемой поверхности должна быть экспонирована для осуществления этой дробеструйной обработки.
Напротив, при использовании предлагаемого изобретения этот параметр скорости не имеет существенного значения при очевидном условии, что эта скорость остается малой по сравнению со скоростью движения микрошариков, соударяющихся с поверхностью обрабатываемой детали.
Сущность предлагаемого изобретения и представляемые им преимущества будут лучше поняты из приведенного ниже подробного описания примера его реализации, со ссылками на единственную фигуру, иллюстрирующую способ дробеструйной обработки опорной поверхности фланца конуса привода турбореактивного двигателя для летательного аппарата.
Ниже будут даваться ссылки на эту единственную приведенную в приложении фигуру (чертеж).
Деталь 1 представляет собой конус привода на турбореактивном двигателе для летательного аппарата. Эта деталь 1 образована относительно тонкой стенкой и имеет круглую форму в виде тела вращения относительно геометрической оси 2.
Эта деталь 1 содержит конический корпус 3, конец которого, имеющий наибольший диаметр, продолжается в радиальном направлении фланцем 4, причем фланец 4 сам содержит опорную поверхность 5, подлежащую дробеструйной обработке, и эта опорная поверхность 5 является кольцевой, плоской и радиальной.
В данном случае используют камеру 10, внутри которой поддерживается облако микрошариков 11, причем камера ограничена в боковом направлении стенкой 12. Эта камера содержит отверстие 13, края которого обозначены позицией 14.
Здесь также используется вибратор 20, образованный звуковой головкой 21, вводимой в резонанс на одном из своих концов посредством генератора 22 вибраций, который обычно представляет собой кварцевый генератор. Другой конец этой звуковой головки 21 содержит вибрирующую и по существу плоскую поверхность 23, причем эта вибрирующая поверхность 23 размещена в донной части камеры 10 и расположена против отверстия 13.
Генератор вибраций 22 вводит в продольный резонанс звуковую головку 21. Возбужденная таким образом вибрирующая поверхность 23 передает свою энергию микрошарикам, которые вследствие этого бомбардируют подлежащую дробеструйной обработке поверхность 5, расположенную против отверстия 13, а также поверхности стенок камеры 12, отскакивая от этих поверхностей, причем в процессе этой бомбардировки микрошарики постепенно теряют свою энергию и в конечном счете опять оказываются на вибрирующей поверхности 23, которая снова придает им импульс энергии.
Таким образом, микрошарики приводятся в движение внутри упомянутой камеры со скоростями, которые имеют случайный характер как по величине, так и по направлению, причем в этих условиях микрошарики действительно образуют настоящее "облако" микрошариков внутри камеры 10.
Для обеспечения дробеструйной обработки рассматриваемой поверхности 5:
- в упомянутую камеру загружают соответствующее количество микрошариков,
- размещают деталь 1 таким образом, чтобы подвести подлежащую дробеструйной обработке поверхность 5 к ее расположению против отверстия 13 с некоторым зазором Е по отношению к кромкам 14 этого отверстия 13, причем величина этого зазора Е должна быть меньше диаметра используемых микрошариков,
- деталь 1 приводят во вращательное движение относительно ее геометрической оси 2,
- на некоторое заданное время Т приводят в действие генератор вибраций 23, причем скорость вращательного движения рассчитывается просто таким образом, чтобы данная деталь могла совершить N=5 оборотов на протяжении этого промежутка времени Т,
- по истечении промежутка времени Т выключают генератор вибраций 23 и удаляют деталь 1.
Преимущество предложенного способа состоит в том, что здесь дробеструйная обработка осуществляется без непосредственного контакта между обрабатываемой деталью 1 и камерой 10, что позволяет исключить всякую возможность повреждения поверхности обрабатываемой детали.
И, несмотря на это обстоятельство, микрошарики удерживаются внутри камеры 10, поскольку величина зазора Е меньше диаметра используемых в данном случае микрошариков.
Такое конструктивное решение обладает также преимуществом отсутствия необходимости использования подошвы амортизации на камере 10.
Полная продолжительность периода времени Т, на протяжении которого данная деталь подвергается дробеструйной обработке, определяется формулой:
Т=То•П•D/L,
где То представляет собой продолжительность экспозиции или осуществления дробеструйной обработки для каждого элемента подлежащей этой дробеструйной обработке поверхности 5, D представляет собой средний диаметр обрабатываемой поверхности 5 и L представляет собой ширину камеры 10, измеренную тангенциально по отношению к перемещению поверхности 5 перед отверстием 13, то есть перпендикулярно по отношению к плоскости чертежа.
В том случае, когда подлежащая дробеструйной обработке поверхность 5 не является плоской, кромкам 14 камеры 10 придают форму, дополняющую форму обрабатываемой в данном случае поверхности для сохранения требуемой величины зазора Е.
Изобретение относится к способу "ультразвуковой" дробеструйной обработки, предназначенному для дробеструйной обработки кольцевых поверхностей больших размеров на относительно тонких деталях. Техническим результатом изобретения является обеспечение однородной дробеструйной обработки по всей обрабатываемой поверхности относительно тонких и круглых деталей без их деформации. Подлежащая дробеструйной обработке поверхность осуществляет по меньшей мере N=5 оборотов перед отверстием камеры дробеструйной обработки в процессе осуществления этой дробеструйной обработки для уменьшения деформаций обрабатываемой детали. 1 з.п. ф-лы, 1 ил.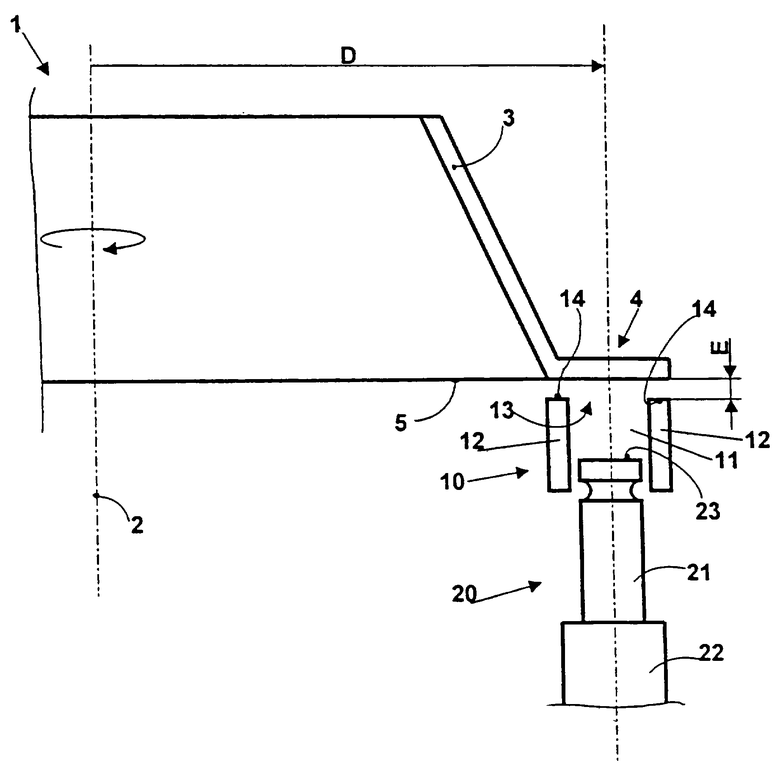
| СПОСОБ АДАПТАЦИИ DPI И ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2015 |
|
RU2689431C2 |
| 0 |
|
SU178847A1 | |
| Способ упрочнения наружных и внутренних поверхностей | 1971 |
|
SU439383A1 |
| Способ упрочнения стальных изделий | 1987 |
|
SU1435627A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2130085C1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2132267C1 |

