Изобретение касается обработки поверхностей деталей.
Известны элементы эжектирования мелких твердых частиц, в частности металлической дроби, обычно применяемых в известных гидродробеструйных установках, например, для упрочнения зубьев зубчатых колес авт.св. СССР N 996015, для упрочнения металлических деталей авт.с. СССР N 175992 и т.п.
Предлагаемый способ поверхностного упрочнения деталей (поршней ДВС) путем обработки дробью с модернизацией установки авт.св. 175992 позволяет повысит качество обрабатываемой поверхности деталей с возможностью обработки снаружи поршней или гильз цилиндров с повышением класса чистоты, точности, исключая финишную обработку поверхности другими методами. Достигается это тем, что эжектирование дроби осуществляют смазывающе-охлаждающей жидкостью (СОЖ) с применением вместо дроби подшипниковых шариков 1 - 2 мм с примесью порошковых присадок, а также ультразвуковых колебаний кавитационного смесителя.
На чертеже приведена схема установки для обработки поверхностей деталей описываемым способом.
Обрабатываемая деталь (поршень) 1 устанавливается в камере 2, разделенной сеткой 3 на две полости А и Б. В сетке 3 помещена дробь, в полости Б - СОЖ с присадкой антифрикционного материала медного порошка (CuS2) в баке 7 и ультразвуковых колебаний кавитационного смесителя 10. В полости А установлены два электрода 4, 9. В них с помощью насоса 5 подают струю СОЖ (суспензии, СОЖ), барботируя порошковую присадку с помощью барботажа 11, которая подхватывает дробь и направляет ее через эжекторы на обрабатываемую деталь (поршень), производя обработку ее поверхности. Отделенная от дроби сеткой 3 жидкость сливается по патрубку 6 в бак 7. Фильтр 8, расположенный в баке, отделяет мелкие частицы разрушенной дроби, прошедшие через сетку фильтра 8. Затем насос 5 снова засасывает жидкость и процесс продолжается. Наличие присадочного (антифрикционного порошка) проверяется специальным ареометром.
Обработку поверхностей деталей можно производить без наличия шариков, с помощью кавитационных каверн при увеличении давления жидкости и времени обработки.
Способ предназначен для обработки поверхностей деталей, в частности для ремонта двигателей внутреннего сгорания. Обработку производят с помощью металлической дроби. В смазывающе-охлаждающую жидкость (СОЖ) добавляют порошковую присадку. На струю СОЖ накладывают ультразвуковые колебания. Обработку производят с помощью установки со специальным барбатером для перемешивания СОЖ с порошковой присадкой. Установка снабжена кавитационно-ультразвуковым смесителем. За счет использования комбинированной обработки способ обеспечивает высокое качество обрабатываемой поверхности, Повышает ее износостойкость и обеспечивает более мягкое скольжение поршня по поверхности цилиндра. 5 з.п. ф-лы, 1 ил.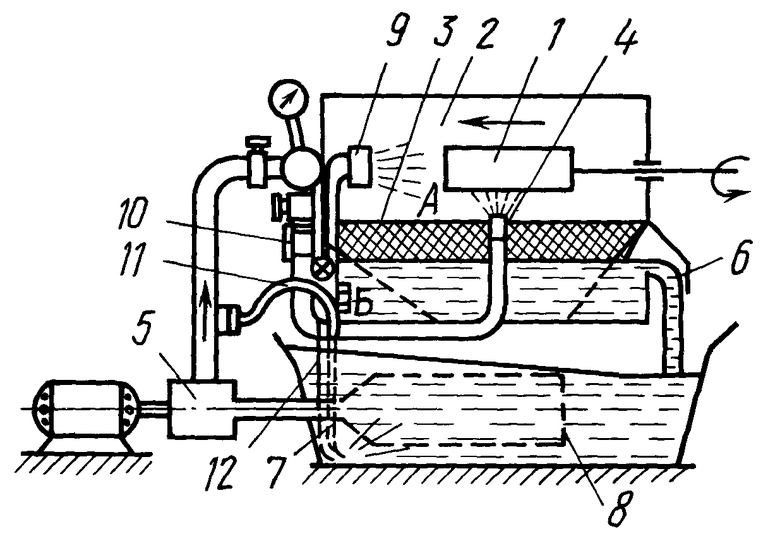
3. Способ по п.1, отличающийся тем, что обработку проводят с помощью установки, снабженной кавитационно-ультразвуковым смесителем.
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХДЕТАЛЕЙ | 0 |
|
SU175992A1 |
| Устройство для пневмодинамического упрочнения зубьев крупномодульных зубчатых колес | 1981 |
|
SU996015A2 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ | 1991 |
|
RU2009864C1 |
| DE 3912791 A1, 16.11.89 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Билик Ш.М | |||
| Абразивно-жидкостная обработка металлов | |||
| - М.: Госиздат, 1960, с.107. | |||

