Изобретение относится к способу и установке для раскатки горячекатаной широкой ленты из полученных непрерывной разливкой тонких или средней толщины плоских слитков, толщиной, приблизительно, от 40 до 100 мм, причем отлитая плоская заготовка делится на отрезки, подвергается термообработке в проходной печи и раскатке в линии прокатки.
Из ЕР-А2-0327854 известен способ и установка для прокатки полосового полуфабриката, отлитого на установке для разливки полосы, в линии чистовой прокатки горячекатаной широкой ленты, с термической обработкой отлитого и разделенного на отрезки полуфабриката в печи с роликовым подом, в которой ленточный полуфабрикат доводят до равномерной температуры прокатки. Непосредственно перед входом в линию чистовой прокатки ленточного полуфабриката с него удаляют окалину.
При изготовлении тонких слитков часто трудно обеспечить требующееся качество поверхности по всей длине заготовки в виде тонкого слитка. В частности, при начале разливки или после прерывания разливки, первые отлитые участки тонких слитков могут иметь дефекты на поверхности, которые оказываются на прокатанном материале в виде снижения его качества.
Для устранения этого недостатка, в ранее опубликованной немецкой патентной заявке ( Р 19621259.6) предлагается, при необходимости, извлечь соответствующие дефектные отрезки слитка из основной линии изготовления изделия, провести обработку поверхности шлифованием или огневой зачисткой, и затем снова ввести обработанные, таким образом, отрезки слитка в основную линию изготовления продукта. Для этого печь с роликовым подом, в которой отрезки слитка доводятся до равномерной температуры, на части длины образована из, по меньшей мере, одного участка, перемешиваемого поперечно в боковое положение, причем боковое положение располагается на одной прямой с линией обработки поверхности. Подлежащие обработке отрезки слитков, нагреваются этим, перемещаемым участком печи, передаются поперечно в боковое положение печи с роликовым подом, обрабатываются при продольном перемещении по поверхности, после этого возвращаются обратно в боковое положение нагрева, и нагретые возвращаются поперечно в основную линию изготовления. Этим способом можно обрабатывать отрезки слитка по их поверхности, не мешая остальным процессам изготовления.
Недостатком является то, что для обработки поверхности нужно оборудовать отдельную линию обработки, в которой отрезки слитка должны перемещаться вперед и затем снова назад с, соответственно, высокими аппаратурными затратами и потребностью в большой производственной площади.
Задачей изобретения является дальнейшее усовершенствование описанного способа для того, чтобы в установке, выполненной соответствующим образом, осуществить обработку дефектных поверхностей отрезков слитка улучшенно и простым образом, с сокращением затрат и необходимой производственной площади.
Поставленная задача решается способом раскатки горячекатаной широкой полосы из полученных непрерывной разливкой тонких слитков или слитков, имеющих среднюю толщину от 40 до 100 мм, вышеуказанного типа с отличительными признаками пункта 1, за счет того, что термообработку отрезка слитка в проходной печи прерывают обработкой поверхности, и обработку поверхности отрезка слитка осуществляют в чистовой линии между устройством для разливки и линией прокатки.
Согласно изобретению становится возможной обработка дефектных отрезков слитка в одну линию, не вычленяя отрезки слитка из технологической линии. Обработка поверхности, которой может быть шлифование или огневая зачистка дефектной поверхности, может, согласно предпочтительной форме выполнения изобретения, осуществляться в зависимости от расстояния между устройством для поперечной резки (ножницы) и устройством для обработки поверхности с изменяющейся скоростью, отличающейся от скорости разливки.
Если, например, это расстояние соответствует длине отрезка слитка, тогда скорость обработки поверхности может быть равной или больше, чем скорость разливки.
Если это расстояние между устройством для обработки поверхности и устройством для поперечной резки равно двухкратной длине отрезка слитка, тогда один отдельный отрезок слитка мог бы обрабатываться со скоростью, равной половине скорости разливки, или же также два отрезка слитка - с тремя четвертями от скорости разливки.
Колебания в скорости разливки, например, при возникших нарушениях процесса или в конце одной последовательности более не сказываются отрицательно на ходе обработки поверхности, что обеспечивает преимущество способа.
Так как в начале обработки поверхности соответствующие отрезки слитка уже прошли часть нагревательного устройства, то по ширине и длине отрезков слитка уже имеется равномерный температурный профиль, что положительно воздействует на равномерность шлифования, если обработка поверхности осуществляется шлифованием.
В том случае, если отрезки слитка не должны обрабатываться, перемещение через устройство для обработки поверхности может осуществляться с высокой скоростью, приблизительно, до 90 м/мин, так как при этом происходит незначительная потеря температуры.
После поверхностной обработки отрезки слитка обрабатываются термически дальше, чтобы получить желаемый температурный профиль, необходимый для последующей прокатки. Так как это выравнивание температуры в проходной печи, например, в печи с роликовым подом прерывается обработкой поверхности, в частности, если она шлифуется, и когда после обработки поверхности продолжается дальше, проходная печь удлиняется по сравнению с проходной печью без обработки поверхности, если должна создаваться одинаковая буферная емкость. Это означает дополнительное удлинение проходной печи в соответствии с потребностью в производственной площади устройства для обработки поверхности. Эта потребность в производственной площади может быть реализована простым образом в новых установках.
Если способ согласно изобретению с обработкой поверхности в одну линию должен встраиваться в заданную конфигурацию установки, в которой невозможно удлинение проходной печи, можно осуществить необходимое удлинение термообработки согласно изобретению таким образом, что одна тележка обводимой сбоку части проходной печи, которая выполнена как сдвоенная тележка, остается с отрезком слитка сбоку, рядом с проходной печью в автономном положении в течение определенного промежутка времени, и, таким образом, буферная емкость увеличивается до необходимого значения, в то время как другая тележка расположена в одну линию с технологической линией и образует часть проходной печи. Само собой разумеется, возможность образования части проходной печи в виде сдвоенной тележки запланирована и в новых установках для сокращения длины проходной печи в установке.
В установка для осуществления способа согласно изобретению, состоящей из устройства для непрерывной разливки тонких слитков, устройства для поперечной резки, проходной печи и линии прокатки, проходная печь, например, печь с роликовым подом разделена на две части, между которыми в одну линию расположено устройство для обработки поверхности дефектных участков слитка.
Дополнительно выполненная таким образом проходная печь может быть разделена на дополнительные части, причем одна часть выполнена в виде обогреваемой сдвоенной тележки, отдельные тележки которой попеременно могут перемещаться из технологической линии поперечно, каждая в автономное боковое положение для того, чтобы повысить буферную емкость проходной печи.
В качестве устройства для обработки поверхности может быть предусмотрено устройство для горячего шлифования, снабженное рольгангом. Альтернативно в качестве устройства для обработки поверхности может применяться машина для огневой зачистки с рольгангом. Рольганг, относящийся к устройству для горячего шлифования или к машине для огневой зачистки, предпочтительно, экранирован от тепловых потерь.
Другие преимущества, подробности и признаки изобретения следуют из нижеприведенных пояснений примеров выполнения, показанных на чертежах.
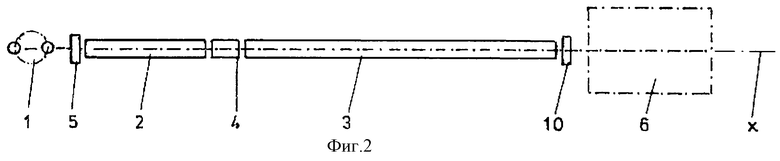
На фиг. 1 показан вид сбоку на установку для раскатки горячекатаной широкой ленты;
фиг.2 - вид сверху на установку по фиг.1;
фиг.3 - вид сверху на установку для раскатки горячекатаной широкой ленты с сдвоенной тележкой, встроенной в проходную печь.
В соответствии с фигурами 1 и 2 установка для раскатки горячекатаной широкой ленты состоит из, преимущественно, устройства 1 для непрерывной разливки тонких слитков, толщиной, приблизительно, 40-100 мм, устройства 5 для поперечной резки, например, ножниц, проходной печи 2, 3, например, печи с роликовым подом, еще одних ножниц 10, а также линии 6 горячей прокатки. Проходная печь 2, 3 состоит из частей 2 и 3, между которыми расположено устройство 4 для обработки поверхности. Передняя проходная часть 2 имеет при этом такую длину, что расстояние между устройством 4 для обработки поверхности и устройством 5 для поперечной резки соответствует, по меньшей мере, длине отрезка 7 слитка. Отлитый тонкий слиток 11, после его отклонения в горизонтальную технологическую линию х, разрезается с помощью устройства 5 для поперечной резки на отрезки 7 слитка желаемой длины и вводится в проходную печь 2, 3.
Отрезки 7 слитка с недостаточным качеством поверхности обрабатываются в устройстве 4 для обработки поверхности, расположенном между частями 2 и 3 проходной печи, причем скорость подачи внутри устройства 4 для обработки поверхности может отличаться от скорости разливки, в зависимости от длины расстояния между устройством 5 для поперечной резки и устройством 4 для обработки поверхности, которое соответствует, по меньшей мере, длине одного отрезка 7 слитка.
Отрезки 7 слитка с достаточным качеством обработки, наоборот, транспортируются с повышенной скоростью через устройство 4 для обработки поверхности в следующую часть 3 проходной печи. Отрезки 7 слитка, нагретые в проходной печи 2, 3 до равномерной температуры прокатки, затем прокатываются в линии 6 прокатки, подвергаются чистовой прокатке, причем, в зависимости от потребности, они могут предварительно еще раз разрезаться ножницами 10.
В установке, схематически показанной на фиг.3, в отличие от установки согласно фиг. 1 и 2, часть 3 проходной печи еще раз разделена всего на три части 3а, 3b, 3с. При этом средняя часть 3b выполнена обогреваемой, сдвоенной на отдельных тележках, каждая из которых имеет такую длину, что они могут принимать отрезок слитка. Сдвоенная тележка может перемещаться в сторону таким образом, что одна отдельная тележка располагается в одну линию с технологической линией х, в то время как другая тележка (3b") находится в автономном положении рядом с технологической линией х, то есть также рядом с проходной печью.
На фиг.3 находится отдельная тележка 3b, заполненная отрезком 7" слитка в другом боковом положении (автономное положение 3b"), вследствие чего буферная емкость увеличивается на этом участке 7" слитка. Одновременно другая отдельная тележка находится на линии х и представляет собой часть проходной печи. Через определенный промежуток времени нагрева тележка с нагретым отрезком 7" слитка возвращается из автономного положения 3b" в технологическую линию х, и отрезок 7" слитка поступает в часть 3с проходной печи для продолжения термообработки. Одновременно другая отдельная тележка, заполненная отрезком 7' слитка, или, в зависимости от потребности, также пустая, покидает технологическую линию х и поступает в автономное положение 3b'. Таким образом, в зависимости от длительности нагрева вне технологической линии х, буферная емкость проходной печи 2, 3 при дополнительном встраивании устройства для обработки поверхности может адаптироваться к термическим потребностям для достижения равномерной температуры прокатки.
Для того, чтобы сдвоенная тележка, заполненная отрезком слитка, могла смещаться в сторону, необходима часть 3а проходной печи, потому что за счет этого после обработки поверхности может образоваться промежуток до последующего, еще подлежащего обработке отрезка 7' слитка, и сдвоенная тележка беспрепятственно проходит через один, выступающий из устройства 4 для обработки поверхности отрезок 7 слитка.
В примерах выполнения представлены, в каждом только одна технологическая линия. При этом, согласно изобретению, речь может идти также об одной нитке 2•1 установки для непрерывной разливки металла в одну нитку или об одной нитке установки для непрерывной разливки металла в две нитки.

Изобретение относится к области прокатки непрерывнолитых заготовок. Задача изобретения - сокращение затрат и производственных площадей. В установках для раскатки горячекатаной широкой ленты (11) из тонких или имеющих среднюю толщину слитков, обычно между установкой для непрерывной разливки и прокатным станом расположена проходная печь, в которой устанавливается конечная температура слитка, необходимая для процесса прокатки. Согласно изобретению предлагается обрабатывать шлифованием или огневой зачисткой дефектные отрезки слитков в устройстве для обработки поверхности, которое расположено в одну линию с технологической линией, в промежутке между проходной печью, состоящей из отдельных частей. Изобретение обеспечивает обработку слитков в одну линию, без смещения. 2 с. и 4 з.п. ф-лы, 3 ил.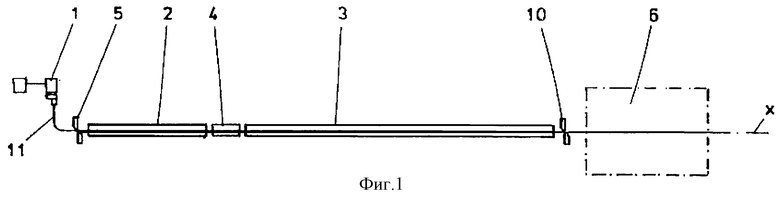
| ЕР 0625383, 23.11.1994 | |||
| JP 7268447, 17.10.1995 | |||
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| ЕР 0648552 А1, 19.04.1994. | |||

