Изобретение относится к установке для горячей прокатки плоского проката с, по меньшей мере, двумя устройствами для непрерывной разливки, к каждой из которых примыкают по одним ножницам, а также по одной туннельной печи с тележками, общая линия предварительной прокатки, линия чистовой прокатки, участок охлаждения, а также, по меньшей мере, одно сматывающее устройство.
Такие установки для горячей прокатки уже известны. Между линиями предварительной и чистовой прокатки эти установки для горячей прокатки имеют моталку, например, Coilbox и, в случае необходимости, печные моталки, в которых наматывают предварительно прокатанный полуфабрикат в виде полосы с желаемым весом рулона и в случае необходимости поддерживают при температуре прокатки или нагревают для того, чтобы затем размотать и подать к линии чистовой прокатки. Если на линии чистовой прокатки должна осуществляться прокатка ленты до малых толщин, то установлено, что уже прокатанная лента с трудом вводится в последние клети линии чистовой прокатки, так как тонкая лента может направляться с большим трудом и легко образует острый изгиб. Также и на последующем участке охлаждения тонкая лента при высоких скоростях и т.п. может легко приподниматься от холодильника, при этом это может привести к острому изгибу, петлеобразованию и иногда прерываниям процесса.
Поэтому уже предполагалось после моталки или Coilbox или печной моталки обрезать концы предварительно прокатанных лент и соединить конец предыдущей предварительно прокатанной ленты с также обрезанным началом последующей предварительно прокатанной ленты таким образом, чтобы в линии чистовой прокатки можно было осуществить непрерывную прокатку и тем самым отпадает необходимость в повторяющихся процессах заправки ленты.
В этом устройстве недостатком является то, что соответствующие концы и начала конца предварительно прокатанной ленты должны быть обрезаны для обеспечения безукоризненных соединений, вследствие чего регулярно возникает большое количество отходов. При этом появляется необходимость дорогостоящего сматывающего устройства между линиями предварительной и чистовой прокатки с, по меньшей мере, одной намоточной моталкой и, по меньшей мере, двумя размоточными моталками, которые значительно удорожают всю установку.
В основе изобретения лежит задача дополнительно усовершенствовать установку горячей прокатки согласно ограничительной части формулы изобретения таким образом, что прокатываемый материал может непрерывно прокатываться, дешево и без образования отходов.
Для этого предлагается, чтобы между туннельными печами и линией предварительной прокатки располагалось соединительное устройство для плоских заготовок, полученных способом непрерывной разливки и разделенных на рулоны желаемого веса.
Режущие ножницы, подключенные к устройству для непрерывной разливки, осуществляют каждый раз точные, гладкие резы таким образом, что как начало, так же и конец каждой разрезанной поперек плоской литой заготовки могут быть беспроблемно соединены с другими, также соответственно разрезанными поперек литыми заготовками другого устройства для непрерывной разливки без необходимости обрезания концов. Каждая разделенная поперечно литая заготовка с помощью тележек по очереди подается на линию прокатки и соединяется друг с другом с помощью соединительного устройства, расположенного перед линией черновой прокатки, без образования отходов. Для этого необходимо, чтобы скорость подачи прокатываемого материала перед линией предварительной прокатки была ниже скорости подачи прокатываемого материала перед линией чистовой прокатки настолько, чтобы соединительное устройство, приводимое в действие синхронно со скоростью прокатки и перемещением прокатываемого материала, могло работать медленнее. За счет этого обеспечивается более короткое выполнение соединительного устройства, чем известное соединительное устройство перед линией чистовой прокатки, вследствие чего вся установка горячей прокатки становится корочке и тем самым дешевле. Кроме того, отпадает необходимость в моталке, расположенной после линии предварительной прокатки, служащей для выравнивания разницы скорости линии предварительной прокатки и линии чистовой прокатки и которая разделяет прокатку на линии предварительной прокатки и линии чистовой прокатки и при этом еще более удешевляет установку горячей прокатки.
Оправдало себя расположение нагревательных устройств между соединительным устройством и линией предварительной прокатки и\или между линией предварительной прокатки и линией чистовой прокатки. Тем самым во время процесса соединения в случае необходимости сильно охлажденных плоских литых заготовок можно довести температуру до необходимой для первого пропуска в линии предварительной прокатки. Нагревательное устройство, расположенное перед линией чистовой прокатки, служит также для того, чтобы в случае необходимости довести ленту до температуры, необходимой для первого пропуска в линии чистовой прокатки.
Далее признаки, существенные для изобретения, включены в пункты 3-6 формулы изобретения.
Изобретение поясняется более подробно с помощью чертежа.
На фиг. 1 схематически показан вид сбоку установки горячей прокатки согласно изобретению;
фиг.2 - вид сверху согласно фиг.1.
На чертежах показаны два расположенные параллельно устройства 1,1' для непрерывной разливки, к которым примыкают ножницы 2,2', например, маятниковые ножницы для поперечной резки тонких плоских заготовок, отлитых способом непрерывной разливки. Устройство 1,1' для непрерывной разливки работает на туннельные печи 3,3', в которых предусмотрены не показанные на чертеже тележки, которые могут перемещать на линию прокатки тонкие плоские заготовки, разрезанные на ленты определенной длины, соответствующие желаемому весу рулона.
К туннельным печам 3,3' примыкает соединительное устройство 4, состоящее из тележки 5, в которой отрезанный ножницами 2(2') конец предыдущей тонкой плоской литой заготовки контактирует с началом последующей тонкой плоской литой заготовки, отрезанным также ножницами 2(2'), и выполняет соединение. Для этого тележка 5 имеет не показанное на чертеже сварочное устройство для соединения друг с другом плоских литых заготовок.
Далее на чертежах показано нагревательное устройство 6, с помощью которого соединенные друг с другом тонкие плоские литые заготовки доводят до температуры, являющейся оптимальной для следующего процесса предварительной прокатки. Установлено, что способом непрерывной разливки могут изготавливаться материалы такого качества, которые разрезают поперек, соединяют друг с другом и наконец предварительно прокатывают и которые не требуют использования нагревательного устройства 6 перед линией 10 предварительной прокатки.
За нагревательным устройством 6 следуют ножницы 7, устройство 8 для очистки от окалины, обжимающее устройство 9 и линия 10 предварительной прокатки. К линии 10 предварительной прокатки примыкает другое нагревательное устройство 11, в котором непрерывно поступающая предварительно прокатанная лента в случае необходимости может нагреваться до температуры, оптимальной для следующей линии 12 чистовой прокатки. Между нагревательным устройством 11 и линией 12 чистовой прокатки расположены другие ножницы 13, а также устройство 14 для очистки от окалины.
На выходе из линии 12 чистовой прокатки, в которой лента может быть прокатана до малой окончательной толщины, предусмотрен участок 15 охлаждения. С помощью ножниц 16 непрерывно прокатываемую ленту разрезают на длины, соответствующие желаемому весу рулона, и наматывают с помощью моталок 17 и 18.
Благодаря этому при бесконечной прокатке лента должна заправляться только в начале процесса прокатки в линии чистовой прокатки таким образом, чтобы предотвратить нарушения при прокатке в линии 12 чистовой прокатки.

Изобретение относится к области прокатки после непрерывной разливки стали. Задача изобретения - повышение производительности. Установка для горячей прокатки плоских заготовок должна быть выполнена таким образом, чтобы не возникало нарушений в работе при прокатке тонких полос. Для этого предлагается соединить друг с другом тонкие плоские заготовки, поступающие из по меньшей мере двух установок для непрерывной разливки, и таким образом вводить в качестве бесконечного материала в линии предварительной и чистовой прокатки. Соединительное устройство для заготовок размещено между туннельными печами, примыкающими к установкам для непрерывной разливки, и линией предварительной прокатки. Изобретение обеспечивает возможность повышения скорости заправки в прокатный стан за счет качественного соединения нагретых заготовок перед предварительной прокаткой. 2 с. и 4 з.п. ф-лы, 2 ил.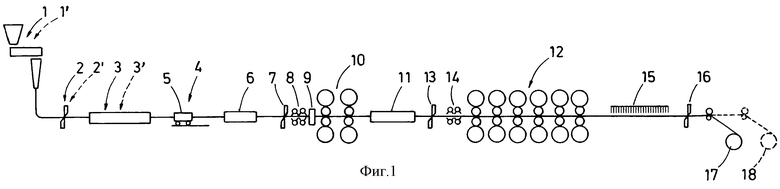
| RU 94016365 A1, 27.02.1996 | |||
| US 5133205, 28.07.1992 | |||
| US 4294394, 13.10.1981 | |||
| ЭЛЕКТРОННЫЙ КЛЮЧ | 0 |
|
SU354574A1 |

