Изобретение относится к шинной промышленности и касается конструкции шипов противоскольжения, которыми оснащаются протекторы шин транспортных средств для повышения их сцепления с опорной поверхностью, характеризующейся малым коэффициентом сцепления.
Известен способ изготовления шипов противоскольжения, заключающийся в том, что в гнездах пресс-формы осуществляют прессованием формирование корпусов шипов из композиционного материала (пластмассы) и устанавливают в каждый корпус износостойкую вставку (см. GB, 1034446, B 60 C 11/16, опубл. 29.06.66).
Особенностью данного способа является определенная последовательность действий, заключающаяся в том, что сначала производят формование прессованием в гнездах пресс-формы корпусов из пластмассы, а затем в изготовленный корпус запрессовывается износостойкая вставка. Для того чтобы обеспечить надежное удержание вставки в корпусе, последняя выполняется шероховатой по внешней поверхности. При проникновении вставки в полость отверстия корпуса происходит деформация стенок отверстия с последующей остаточной упругой релаксацией, в результате чего стенки корпуса обжимают вставку.
Недостатком данного способа изготовления шипов противоскольжения является то, что для внедрения вставки в полость отверстия корпуса необходимо приложить значительное по величине усилие запрессовки, в результате чего происходит деформация стенок корпуса, обусловленная не упругостью материала корпуса, а тем, что происходит разрушение структуры материала за счет разрыва молекулярных связей. В результате этого корпус удерживает надежно вставку только в первый момент. Боковые нагрузки, действующие на вставку при ее контакте с опорной поверхностью при качении колеса транспортного средства, приводят к расшатыванию вставки в корпусе, в результате чего происходит дальнейшая деформация стенок корпуса. Поскольку связи структуры материала корпуса в зоне стенок отверстия уже разрушены, то боковые нагрузки, действующие на вставку, приводят к расширению отверстия и выпадению из него вставки.
Известно устройство для изготовления шипов противоскольжения, содержащее разъемную пресс-форму, одна полуформа которой выполнен с гнездами, форма которых в собранных полуформах соответствует форме корпуса шипа противоскольжения (см, US, 3779299, B 60 C 11/16. опубл. 18.12.73).
Недостатком данного устройства является то, что это устройство предназначено только для формования прессованием шипов в сборе, негативные последствия которого описаны были ранее.
Настоящее изобретение направлено на решение технической задачи по совмещению двух операций изготовления шипа, то есть объединить операцию формования прессованием корпуса шипа и операцию закрепления в корпусе износостойкой вставки и обеспечить при этом надежное закрепление вставки в корпусе без разрушения структуры материала корпуса шипа противоскольжения. Достигаемый при этом технический результат заключается в повышении эксплуатационной надежности и долговечности шипов противоскольжения, корпуса которых изготовлены из композиционных материалов.
Указанный технический результат в части способа достигается тем, что в способе изготовления шипов противоскольжения, заключающемся в том, что в гнездах пресс-формы осуществляют прессованием формирование корпусов шипов из композиционного материала и устанавливают в каждый корпус износостойкую вставку, для увеличения прочности крепления износостойкой вставки в корпусе шипа, выполненного из композиционного материала, сначала в гнезда пресс-формы устанавливают износостойкие вставки, а затем производят заливку композиционного материала под давлением для последующего формирования корпусов шипов.
А в части устройства указанный технический результат достигается тем, что в устройстве для изготовления шипов противоскольжения, содержащем разъемную пресс-форму, по крайней мере одна полуформа которой выполнена с гнездами, форма каждого из которых при сборе полуформ соответствует форме корпуса шипа противоскольжения, для обеспечения качества крепления износостойкой вставки в корпусе шипа указанная полуформа в зоне днищ гнезд со стороны установки износостойких вставок в корпусе шипа (сторона, противоположная разъему пресс-формы) выполнена со сквозными отверстиями для установки в них износостойких вставок, а указанные отверстия с внешней стороны пресс-формы сообщены с камерой разрежения.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для достижения требуемого технического результата.
Так, предварительная установка износостойких вставок в гнезда пресс-формы позволяет при заливке в гнезда под давлением композиционного материала получить готовые шипы противоскольжения, не требующие дополнительных последующих операций по их сборке. При этом обеспечивается максимальная надежность крепления вставки в корпусе, так как структура материала последнего не имеет разрушенных внутренних связей. А соединение вставки с стенками корпуса осуществляется при полимеризации композиционного материала, обеспечивающего и повышенное адгезивное взаимодействие.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата.
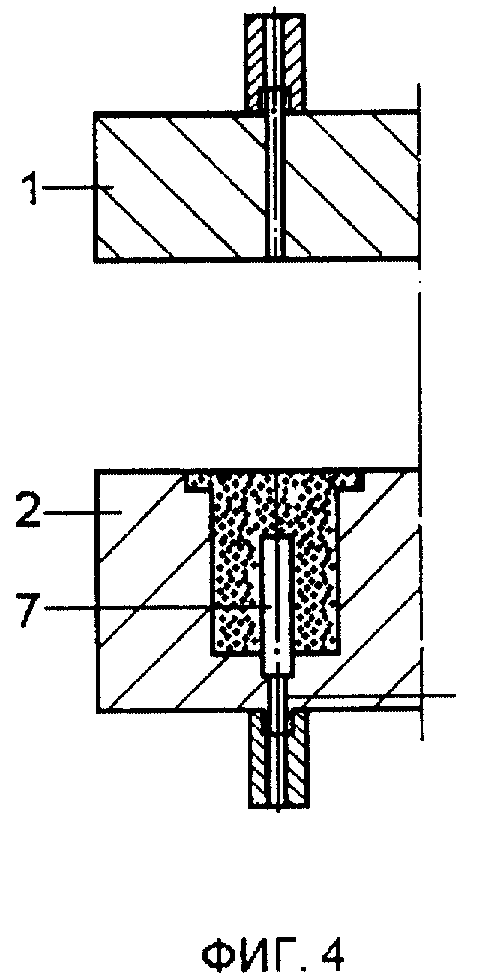
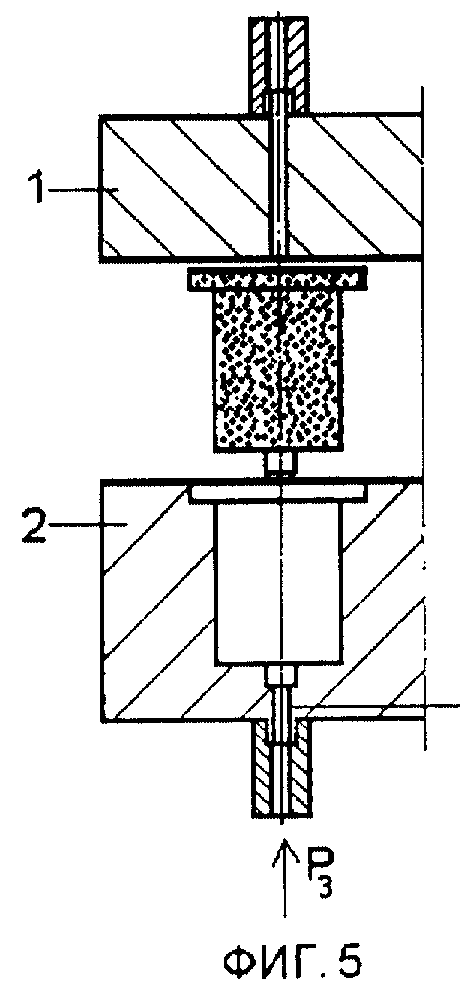
На фиг. 1 показан общий вид пресс-формы для формования шипов противоскольжения; на фиг. 2 - фаза установки износостойкой вставки и ее закрепление в гнезде; на фиг. 3 - фаза заливки композиционного материала в гнездо; на фиг. 4 - фаза разъединения пресс-формы после полимеризации шипа противоскольжения; на фиг. 5 - фаза изъятия готового шипа противоскольжения из пресс-формы.
Устройство для изготовления шипов противоскольжения (фиг. 1), предназначенное для реализации предлагаемого способа формования прессованием шипов противоскольжения, содержит разъемную пресс-форму, состоящую по крайней мере из двух полуформ 1 и 2. Полуформа 1 выполняется с сквозным каналом 3, сообщаемым с источником 4 подачи под заданным давлением Р1 композиционного материала, подаваемого в виде текучей среды из неполимеризованной массы. Канал в полуформе 1 выполнен так, что при сборе полуформ по плоскости разъединения последних этот канал располагается в зоне гнезда 5, выполненного в полуформе 2. По форме гнездо 5 повторяет форму готового шипа противоскольжения, то есть в днище гнезда 5 со стороны, противоположной плоскости разъема пресс-формы, выполнено посадочное углубление 6 под износостойкую вставку 7, закрепляемую в этом углублении. Полуформа 2 со стороны указанного днища (то есть в месте расположения указанного углубления) выполнена со сквозным отверстием 8, сообщенным с камерой разрежения 9, в которой формируется пониженное давление Р2 (давление ниже атмосферного, вакуум). Данное разрежение в камере разрежения и, следовательно, непосредственно в полости отверстия 8, осуществляется вакуум-насосом 10 любого известного исполнения. Камера разрежения выполнена с возможностью выравнивания в ней давления до уровня атмосферного за счет открытия вентиля, сообщающего эту камеру с атмосферой.
Устройство для изготовления шипов противоскольжения одного шипа рассчитано на одновременное изготовление большого числа шипов противоскольжения. Однако ввиду того, что конструкция пресс-формы как для изготовления одного шипа, так и для одновременного изготовления большого количества шипов принципиально отличаются только количеством гнезд, то в дальнейшем описание устройства и способа будут представлены на примере одного шипа.
На фиг. 1 представлена пресс-форма, в которой гнездо для шипа противоскольжения полностью расположено в полуформе 2. Однако возможен пример, когда часть гнезда может быть выполнена и в полуформе 1 (например, в полуформе 1 может быть выполнено место формования фланца корпуса).
Установку износостойкой вставки в гнездо производят при разомкнутых полуформах (фиг. 2). Вставку опускают в гнездо и утапливают в углубление 6. После установки износостойкой вставки в углубление 6 производят подключение полости отверстия 8 с камерой разрежения. В результате указанного подключения вставка прижимается торцем к днищу углубления, перекрывает отверстие, которое по диаметру меньше диаметра углубления, и надежно там удерживается за счет разницы давлений (давление в камере разрежения меньше атмосферного давления). Глубина углубления 6 соответствует заданной величине выступа вставки из корпуса шипа противоскольжения.
Способ изготовления шипов противоскольжения в данной пресс-форме заключается в том, что в гнездо пресс-формы вводят износостойкую вставку 7 (показано на фиг. 2 штриховой линией), осуществляют установку вставки 7 в углубление 6 гнезда и после этого подсоединяют полость отверстия 8 с камерой разрежения на внешней стороне пресс-формы для позиционного закрепления вставки в гнезде (удержание и осевая ориентация вставки).
После этого производят сближение полуформ и их соединение по плоскости разъема (фиг. 3). По каналу 3 полуформы 1 подают под давлением композиционный материал, затекающий в гнездо и заполняющий его полностью, охватывая при этом вставку, положение которой по отношению к продольной оси корпуса шипа определяется стенками углубления 6. Выход воздуха и излишков композиционного материала производят через дренаж. После заполнения гнезда производят полимеризацию материала корпуса одним из известных способов (например, нагревом).
После процесса полимеризации полумуфты раздвигаются (фиг. 4). При этом снимается давление разрежения (происходит разъединение с камерой разрежения и снимается давление разрежения (происходит разъединение с камерой разрежения и выравнивание давлений до атмосферного). Обращаете внимание на то, что выравнивание давлений может происходит и на этапе после начала процесса полимеризации. Затем производят изъятие готового шипа противоскольжения из гнезда. Изъятие производят любым известным способом, например за счет использования толкателей.
На фиг. 5 показан пример изъятия готового шипа из гнезда за счет того, что в полость отверстия 8 подают повышенное давление Р3. При достижении определенного уровня этого давления происходит выброс шипов из гнезд. В качестве устройства, обеспечивающего повышение давления в полости отверстия 8, можно использовать тот же самый вакуум-насос 10, если выполнить его комбинированным регулируемым по функциям создания разрежения и создания повышенного давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОЙ ВСТАВКИ И ТВЕРДАЯ ВСТАВКА ДЛЯ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 1998 |
|
RU2171179C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2175914C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ, ОШИПОВАННЫЙ ЛЕНТОЧНЫЙ ПРОТЕКТОР ДЛЯ ЭТОЙ ШИНЫ | 2001 |
|
RU2211153C2 |
| СПОСОБ ШИПОВАНИЯ ШИН | 2001 |
|
RU2211152C2 |
| СПОСОБ ШИПОВАНИЯ ШИНЫ | 2001 |
|
RU2220055C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2001 |
|
RU2220056C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ШИН | 2002 |
|
RU2208526C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО ПРОТЕКТОРА | 2002 |
|
RU2208525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2002 |
|
RU2208524C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2579601C2 |


Изобретение может быть использовано в шинной промышленности. В способе изготовления шипов прессованием формуют корпуса шипов из композиционного материала в гнездах пресс-формы. Устанавливают в корпусах износостойкую вставку. Вставку устанавливают в углубление гнезда пресс-формы. Гнездо сообщено с камерой разрежения для удержания и осевой ориентации вставки. Осуществляют затем подачу композиционного материала под давлением в гнезда пресс-формы и формуют корпуса шипов. Устройство содержит разъемную пресс-форму. По меньшей мере одна из полуформ выполнена с гнездами формой, соответствующей форме корпуса шипа противоскольжения. В зоне днищ гнезд пресс-формы выполнено посадочное углубление. Полость углубления сообщена посредством сквозного отверстия с камерой разрежения. Изобретение позволяет обеспесчить надежное закрепление вставки в корпусе без разрушения структуры материала корпуса шипа. Шипы имеют высокую эксплуатационную надежность. 2 с.п. ф-лы, 5 ил.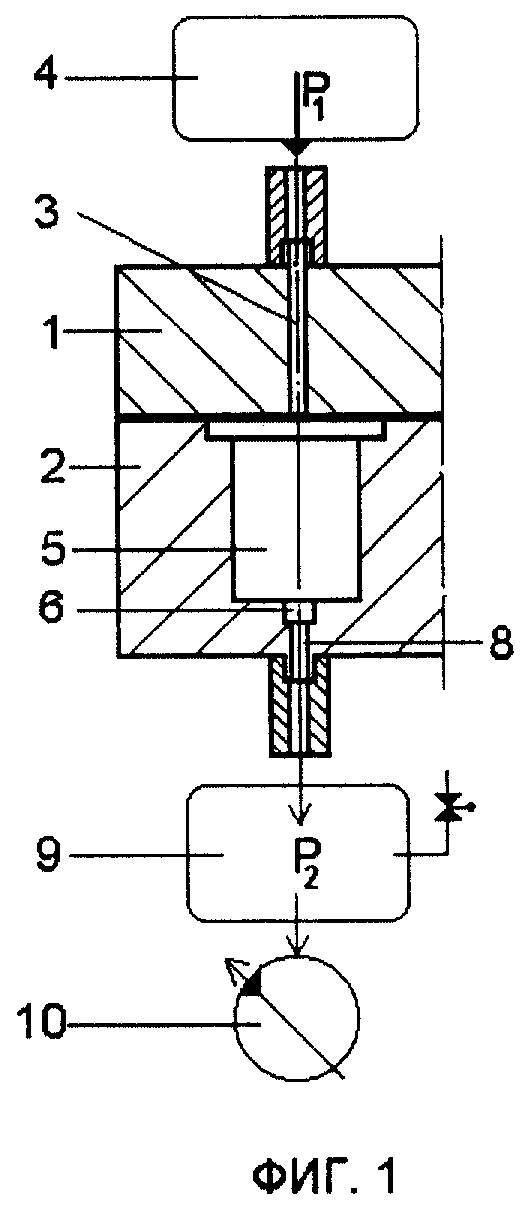
| US 3779299 A, 18.12.1973 | |||
| Установка для литья пластмассовыхиздЕлий C АРМАТуРОй | 1978 |
|
SU806438A1 |
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ В ВЕРХНЕЙ ЧАСТИ ПРЕССФОРМЫ СЪЕМНЫХ ДЕТАЛЕЙ | 0 |
|
SU266197A1 |
| Устройство для изготовления армированных изделий из полимеров | 1976 |
|
SU645840A1 |
| Способ установки твердосплавных элементов в шипы противоскольжения шин транспортных средств | 1987 |
|
SU1507592A1 |
| US 3220455 A, 30.11.1965. | |||

