Изобретение относится к механической обработке листового, сортового и профильного материала или труб, а также к правке, восстановлению формы или устранению местных деформаций на полых изделиях, изготовленных из листового металла.
Известен способ ликвидации выпуклости и снятия асимметричных напряжений с боковых стенок или корпуса цилиндрических изделий (резервуаров) заданного размера, выполненных из листового металла (заявка ФРГ 1924716, опубл. 30.11.1978), заключающийся в том, что сначала корпус изделия или его некоторая часть подвергается растяжению под усилием, прикладываемым изнутри в радиальном направлении так, что прикладываемое усилие превышает предел текучести деформируемого материала, затем после растяжения цилиндрического корпуса резервуара, к его наружной поверхности прикладывают радиальное усилие, направленное внутрь. Под действием прикладываемого усилия корпус обжимается до достижения заданного размера. В процессе обжатия корпус подпирается изнутри по всему сечению оправкой, которая сжимается на величину радиального обжатия корпуса.
Недостатком данного способа является то, что при наложении радиального усилия к изделию возможно образование трещин.
Известно устройство для растяжки колец (авт. свид. СССР 959876, опубл. БИ N 35 23.09.1982), содержащее основание с матрицей и упорами для заготовки, верхнюю плиту с центральным конусом и растягивающие кулачки, контактирующие с боковой поверхностью центрального конуса, верхняя плита снабжена упорным кольцом, а в растягивающих кулачках выполнены полости для размещения заготовки, при этом кулачки установлены на боковых поверхностях центрального конуса с возможностью перемещения вдоль конуса и контакта с упорным кольцом.
Недостатком данного устройства (штампа для растяжки колец) является то, что он имеет ограниченные технологические возможности, заключающиеся в том, что на нем можно производить растяжку детали одного типоразмера, при растяжке деталей другого диаметра необходима замена растягивающих кулачков или упорного кольца, изготовление которых требует дополнительных затрат и времени, что в конечном итоге ограничивает технологические возможности устройства, снижает производительность.
Известен способ правки цилиндрического изделия (авт. свид. СССР 1146121, опубл. 23.03.85), по количеству общих признаков принятый за ближайший аналог-прототип и включающий установку детали на стол, прикладывание штампа к внутренней стороне детали и придание радиального усилия к внутренней поверхности изделия, правка изделия растяжкой.
Для осуществления способа предложено устройство для растяжки полых изделий (авт. свид. СССР 1146121, опубл. БИ N 11 23.03.85), по количеству общих признаков принятое за ближайший аналог-прототип и содержащее основание и подвижную плиту, несущую клин в виде усеченной пирамиды, в продольных направляющих которых установлены кулачки, каждый кулачок выполнен из центральной и деформирующей частей, сопрягающиеся поверхности которых выполнены зубчатыми, на наружной поверхности центральной части кулачка и на внутренней поверхности деформирующей части кулачка выполнены Т-образные пазы, расположенные по одной оси симметрии.
Недостатками данных способа и устройства является то, что правка происходит за один прием по всему сечению исправляемого участка изделия. Прикладываемый инструмент, касаясь двух или нескольких выпуклостей и воздействуя на них в радиальном направлении, создает в точках соприкосновения трение, препятствующее перемещению указанных зон в вертикальном направлении, необходимом при правке. Это приводит к образованию остаточных недеформированных усилием правки участков, т.к. длина дуги впадины между точками соприкосновения превышает расстояние между ними по прямой.
Задачей изобретения является расширение технологических возможностей способа и устройства, заключающихся в устранении различного рода деформаций.
Технический результат направлен на снижение затрат на правку цилиндрического изделия.
Данные задачи решаются тем, что предложен способ правки цилиндрического фланцевого изделия, включающий установку изделия на устройство, придание радиального усилия к внутренней поверхности изделия, правка изделия растяжкой, новым является то, что первоначально изделие помещают на опорную поверхность затвора, подают радиальное давление на первую выпуклость и осуществляют правку, затем изделие помещают на кольцевой инструмент стола и осуществляют правку последующей выпуклости, далее стол с кольцевым инструментом и изделием перемещают в верхнее положение, упирая изделие фланцем на матрицу, прикладывают осевое давление на фланец со стороны торца изделия, отгибая фланец в позицию, определяемую рабочим профилем инструмента.
Для осуществления способа предложено устройство для правки цилиндрического фланцевого изделия, содержащее основание, приемный стол, устройство для передачи усилия, приводной клин, выполненный в виде усеченной пирамиды, в продольных направляющих которой установлены кулачки, новым является то, что оно снабжено кольцевым инструментом и направляющими, размещенными на приемном столе, и разъемным кольцевым приводным затвором, установленным на основании и снабженным в верхней части опорной поверхностью для установки изделия, а в нижней части - матрицей по форме, соответствующей поверхности кольцевого инструмента, а кулачки установлены торцом на приемном столе с возможностью перемещения в радиальном направлении.
Осуществление правки изделия позволяет последовательно устранить несколько гофров на цилиндрической части изделия и выправить его фланец, что позволяет расширить технологические возможности устройства.
Заявленная группа изобретений соответствует требованию единства изобретения, и заявка относится к объектам изобретения одного вида, одинакового назначения, обеспечивающим получение одного и того же технического результата одним и тем же путем.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленной группы изобретений как для объекта-способа, так и для объекта-устройства, позволил установить, что заявитель не обнаружил аналоги как для способа, так и для устройства заявленной группы, характеризующиеся признаками, тождественными всем существенным признакам как способа, так и устройства заявленной группы изобретений. Определение из перечня выявленных аналогов-прототипов как для способа, так и устройства - как наиболее близких по совокупности признаков аналогов, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков для каждого из заявленных объектов группы, изложенных в формуле изобретения.
Следовательно, каждый из объектов группы изобретений соответствует условию "новизна".
Для проверки соответствия каждого объекта заявленной группы изобретений условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявить признаки, совпадающие с отличительными от выбранных прототипов признаками для каждого объекта заявленной группы изобретений. Результаты поиска показали, что каждый объект заявленной группы изобретений не вытекает для специалиста явным образом из известного уровня техники. Группа изобретений основана на новой совокупности действий и приемов для правки цилиндрического изделия и применения новых конструктивных элементов для осуществления приемов для правки цилиндрического изделия. Следовательно, каждый из объектов заявленной группы изобретений соответствует условию "изобретательский уровень".
На фиг. 1 изображен общий вид предлагаемого устройства с установкой на нем изделия с фланцем.
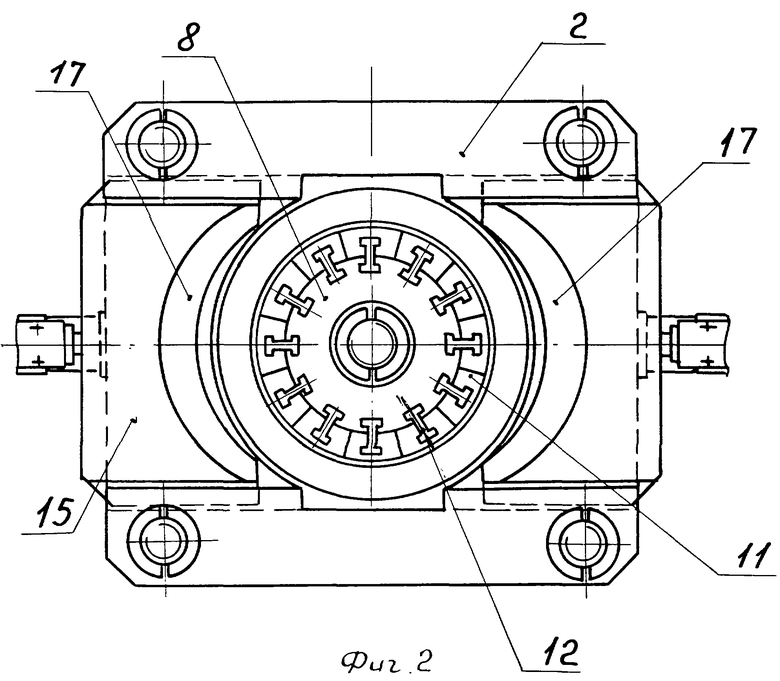
На фиг.2 изображен вид сверху на устройство.
На фиг.3 изображен момент правки первой (от фланца) выпуклости.
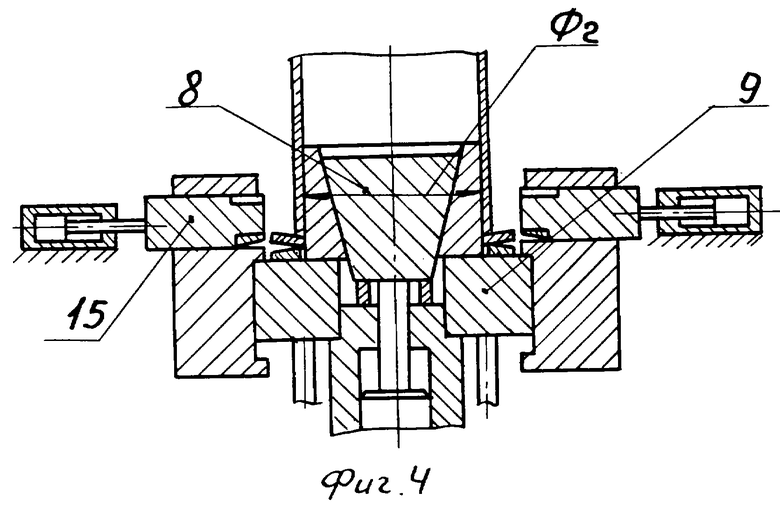
На фиг.4 изображен момент правки следующей выпуклости.
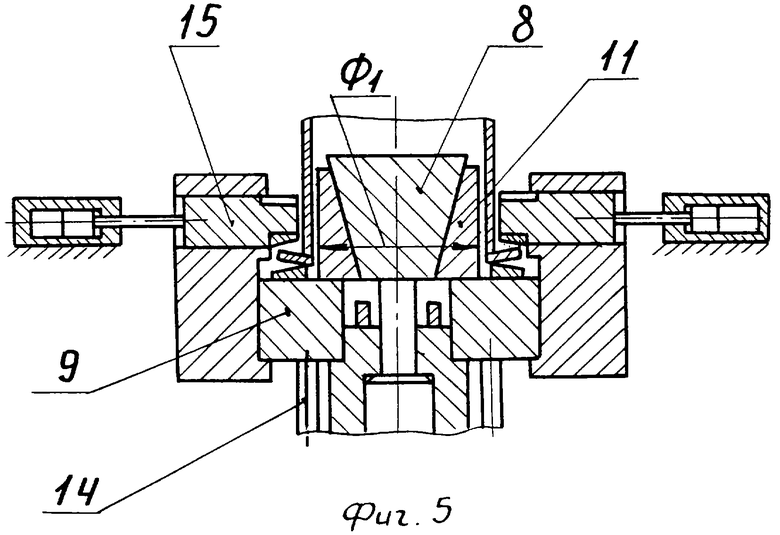
На фиг.5 изображено исходное положение перед правкой фланца.
На фиг.6 изображен момент правки фланца.
Силовая рама устройства состоит из поперечины 1 и основания 2, связанных между собой колоннами 3. На поперечине 1 установлен рабочий цилиндр 4 прямого действия, плунжер 5 которого является и плунжером дифференциального цилиндра 6 и тягой 7 приводного клина 8. Дифференциальный цилиндр 6 жестко соединен с приемным столом 9, контактирующим с помощью направляющих 10 с растягивающими кулачками 11, которые взаимодействуют с приводным клином 8 с помощью направляющих 12. На верхней рабочей поверхности приемного стола 9 жестко прикреплен кольцевой инструмент 13, а с противоположной стороны приемного стола 9 имеются форсирующие цилиндры 14 для холостых перемещений. В основании 2 расположены затворы 15 с возможностью радиального встречного перемещения, несущие с нижней стороны матрицу 16 по форме, соответствующей поверхности кольцевого инструмента 13, а с противоположной (верхней) стороны имеется опорная поверхность 17 для установки исправляемого изделия 18, плунжер 6 снабжен упором 19, изделие 18 выполнено с фланцем 20.
Способ и устройство работают следующим образом.
В начале происходит правка обечайки изделия 18 при сдвинутых затворах 15. На опорную поверхность 17 устанавливают изделие 18, подают давление в дифференциальный цилиндр 6, плунжер 5, перемещаясь вниз через тягу 7, передает усилие на приводной клин 8, который, двигаясь вниз до упора 19, воздействует на кулачки 11, создавая при этом радиальное усилие 300-800 тс, необходимое для пластической деформации, и образуя необходимый диаметр ⊘2 по наружному периметру. Правка первой выпуклости закончена (фиг.3). Приводной клин 8 поднимают в исходное положение и через направляющие 12 воздействуют на кулачки 11, сдвигая их в радиальном направлении к центру, при этом кулачки с помощью направляющих 10 постоянно находятся в соединении с приемным столом 9. Затворы 15 раздвигают, контейнер 18 опускают на кольцевой инструмент 13 приемного стола 9 и производят правку следующей выпуклости вышеуказанным способом (фиг.4).
После правки обечайки приводной клин 8 поднимают вверх, а кулачки приводят в исходное положение ⊘1, приемный стол 9 опускают форсирующими цилиндрами 14 в нижнее положение, затворы 15 закрывают (фиг.5), подают давление в цилиндр 4 и плунжер 5 упирается в корпус дифференциального цилиндра 6. Приемный стол 9 с кольцевым инструментом 13 и изделием 18 поднимают до упора в матрицу 16 (фиг. 6), при этом фланцу 20 придают осевое давление 500-1000 тс, фланец отгибают в сторону, противоположную корпусу изделия 18, оставаясь в зоне упругой деформации материала фланца. Исправление деформации фланца закончено. Приемный стол 9 опускают, затворы 15 открывают, и изделие 18 удаляют из устройства. Изделие готово для повторной эксплуатации.
Таким образом, заявленные способ и устройство позволяют расширить технологические возможности, заключающиеся в устранении различного рода деформаций, что позволит снизить затраты на правку цилиндрического изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ БЛОКА ТУГОПЛАВКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179506C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГУБЧАТОГО ТИТАНА | 2002 |
|
RU2215052C1 |
| УСТРОЙСТВО ДЛЯ ХЛОРИРОВАНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ В РАСПЛАВЕ ХЛОРИДОВ МЕТАЛЛОВ | 1999 |
|
RU2165567C1 |
| СПОСОБ ОБРАБОТКИ ЛИГАТУРЫ МАГНИЙ-ЦИРКОНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2196844C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ СЕПАРАЦИИ ГУБЧАТОГО ТИТАНА | 1998 |
|
RU2149199C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГУБЧАТОГО ТИТАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208653C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ СЕПАРАЦИИ ГУБЧАТОГО ТИТАНА | 1999 |
|
RU2165470C1 |
| СПОСОБ ОХЛАЖДЕНИЯ АППАРАТА ВАКУУМНОЙ СЕПАРАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190676C1 |
| СПОСОБ РАЗДЕЛЕНИЯ МЕТАЛЛО-ОКСИДНО-СОЛЕВЫХ РАСПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2172354C2 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ МЕТАЛЛА | 1996 |
|
RU2117553C1 |


Изобретение относится к правке, восстановлению формы или устранению местных деформаций на полых изделиях, изготовленных из листового металла. Способ правки цилиндрического фланцевого изделия включает установку изделия на основание устройства, приложение радиального усилия к внутренней поверхности изделия для правки выпуклостей изделия растяжением. Вначале изделие размещают на опорной поверхности кольцевого приводного разъемного затвора, прикладывают радиальное давление на первую выпуклость и осуществляют ее правку, затем изделие размещают на кольцевом инструменте приемного стола и осуществляют правку следующей выпуклости, далее стол с кольцевым инструментом и изделием перемещают в верхнее положение до упора фланца изделия в матрицу, прикладывают осевое давление на фланец со стороны торца изделия до отгибания его фланца в позицию, определяемую рабочим профилем кольцевого инструмента. Устройство для правки цилиндрического фланцевого изделия содержит основание, приемный стол, устройство для передачи усилия, приводной клин, выполненный в виде усеченной пирамиды, в продольных направляющих которой установлены кулачки, кольцевой инструмент и направляющие, размещенные на приемном столе, разъемный кольцевой приводной затвор, установленный на основании и имеющий в верхней части опорную поверхность для установки изделия, а в нижней части - матрицу по форме, соответствующей поверхности кольцевого инструмента, а кулачки установлены торцом на приемном столе с возможностью перемещения в радиальном направлении. Снижаются затраты и расширяются технологические возможности. 2 с.п. ф-лы, 6 ил.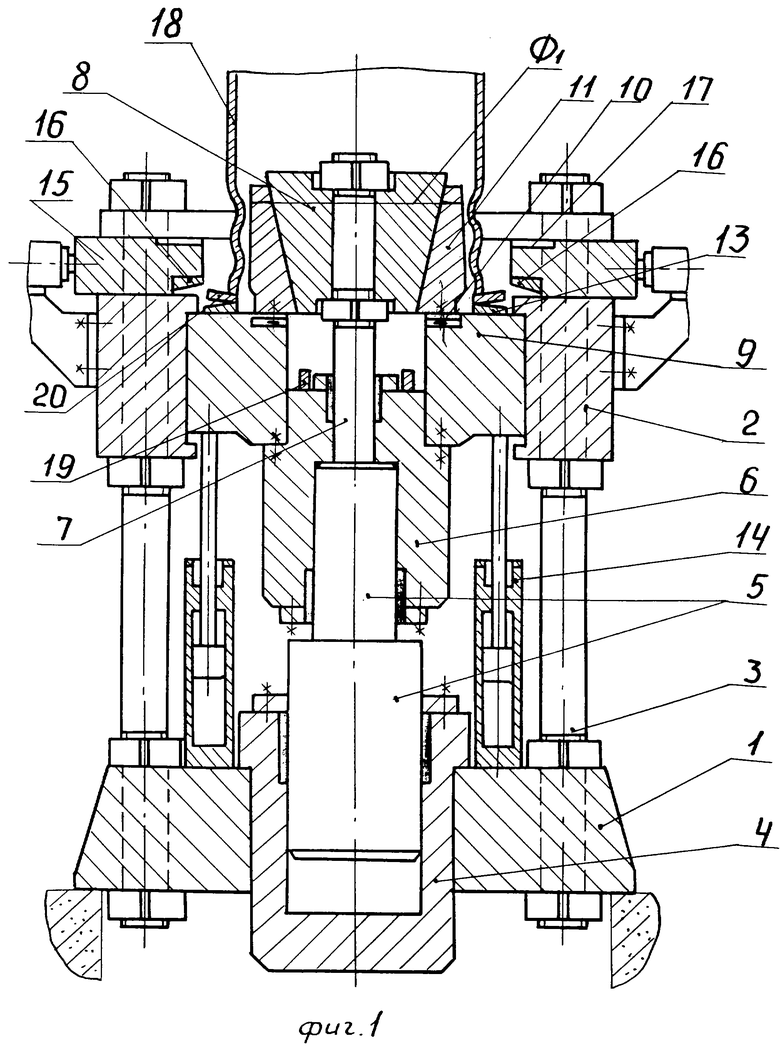
| Штамп для растяжки полых деталей | 1984 |
|
SU1146121A1 |
| Устройство для калибровки полых изделий | 1986 |
|
SU1318316A1 |
| DE 1924716 В2, 30.11.1978. | |||
