(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления режущего инструмента | 1986 |
|
SU1407741A1 |
| Способ изготовления режущего инструмента | 1981 |
|
SU1158308A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Способ изготовления спиральных элементов из профилированного прутка быстрорежущей стали и устройство для его осуществления | 1983 |
|
SU1107928A1 |
| Способ изготовления фрез | 1990 |
|
SU1745493A1 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПЛАСТИН ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323812C2 |
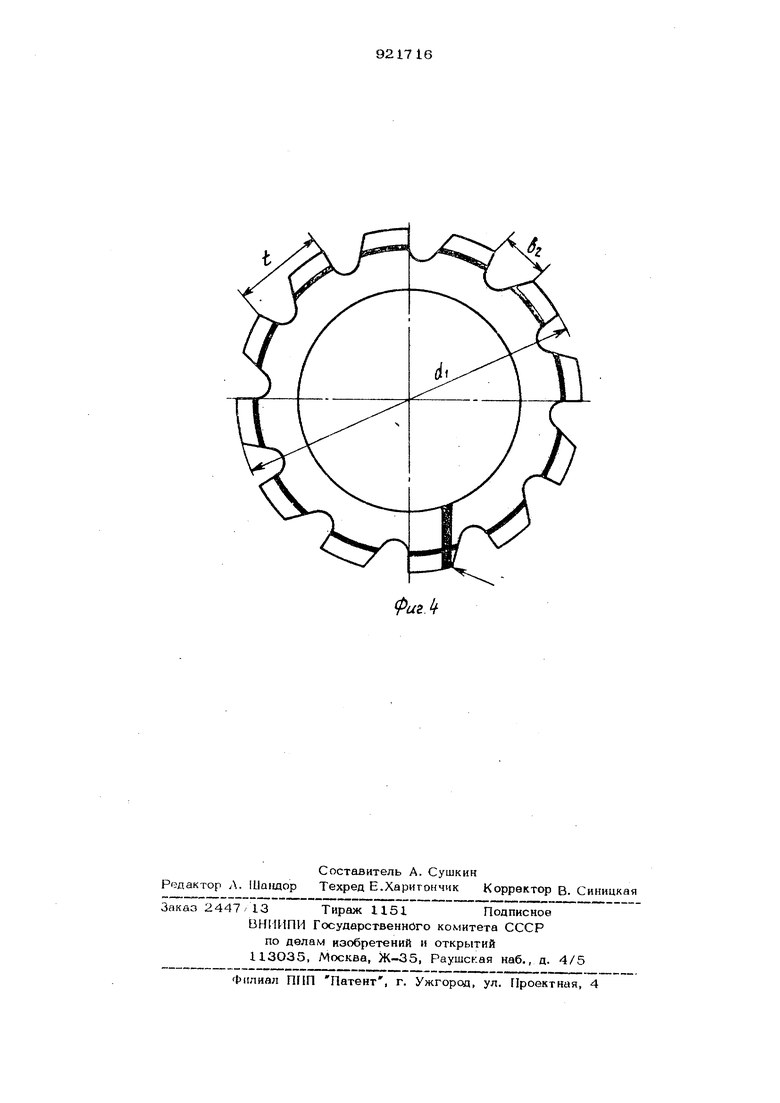
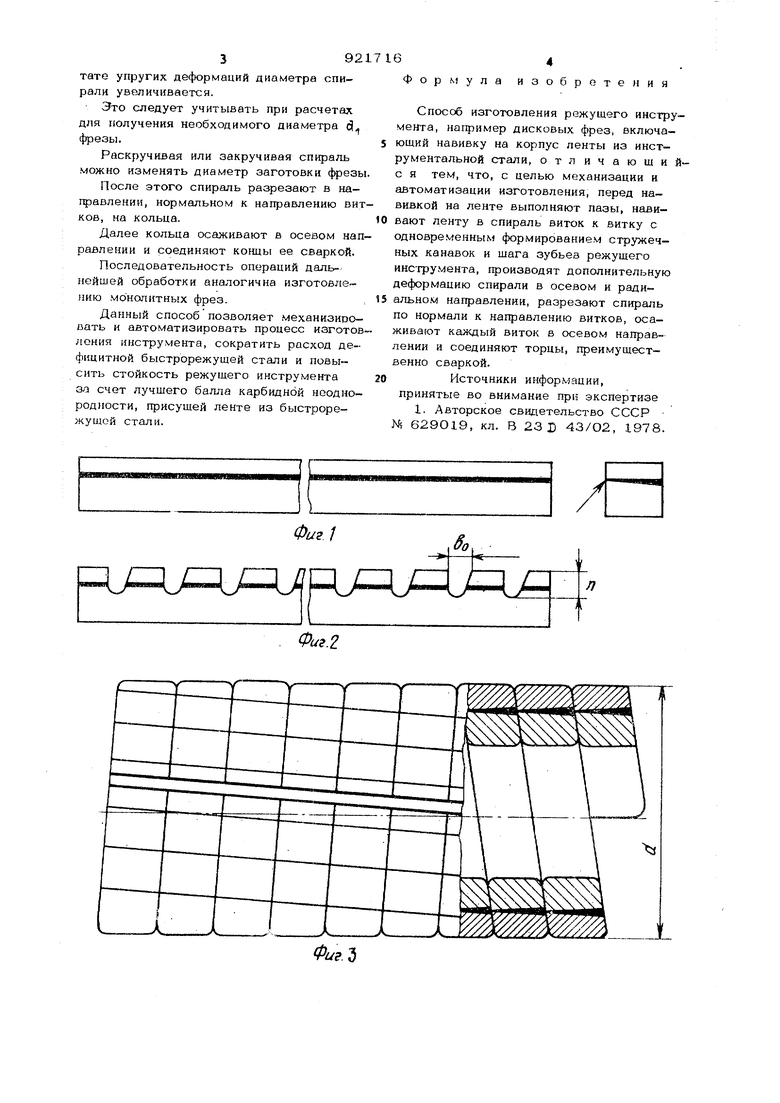
Изобретение относится к металлообработке и может быть использовано при производстве режущего инструмента. Известен способ изготовления режущего инструмента, включающий навивку на корпус инструмента ленты из быстрорежу щей стали, скрепление ее с корпусом при помощи сварки, формирование режущих зубьев и термическую обработку i Однако известный способ не позволяет изготовить инструмент типа дисковых фрез и не может быть автоматизирован. Цель изобретения - механизация и автоматизация изготовления режущего инструмента типа дисковых фрез и снижение трудоемкости изготовления. Поставленная цель достигается тем, ч в качестве заготовки применяют биметалл ческую ленту из конструкционной и быстрорежущей стали, выполняют со стороны инструментальной стали стружечные ке навки, с учетом изменения и шага при навивке, далее производят навивку ленты на ощэавку необходимого диаметра в спираль с минимальным шагом, разрезают спираль по нормали к направлению, витков, осаждают каждый виток в осевом направлении и сваривают в кольцо. На фиг. I представлена биметилличес- кая лента; на фиг. 2 - лента с выполненными стружечными, канавками; на фиг. 3 - то же, завитая в цилиндрическую спираль; на фиг. 4 - заготовка фрезы, сваренная в кольцо. Изготовление режущего инструмента выполняют следующим образом. В биметаллической ленте со стороны быстрорежущей стали механическим способом прорезают стружечные канавки глубиной п 1 превыщающей толщину инструментальной стали, и ширина ее в должна быть меньше ширимы изготавливаемого инструмента в. Навивают ленту на цилиндрическую оправку с минимальным шагом. При этом изменяется форма канавки и увеличивается шаг зубьев t . После съема спирали с оправки в результате упругих де4юрмаций диаметра спирали увеличивается.
Это следует учитывать при расчетах для получения необходимого диаметра d фрезы.
Раскручивая или закручивая спираль можно изменять диаметр заготовки фрезы.
После этого спираль разрезают в наГ5эавленни, нормальном к направлению витков, на кольца.
Далее кольца осаживают в осевом направлении и соединяют концы ее сваркой.
Последовательность операций даль-, нейшей обработки аналогична изготовлению монолитных фрез.
Данный способ позволяет механизировать и автоматизировать процесс изготовления инструмента, сократить расход дефицитной быстрорежущей стали и повысить стойкость режущего инструмента з-э счет лучшего балла карбидной неоднород)юсти, присущей ленте из быстрорежущей стали.
Формула изобретения
Способ изготовления режущего инстрмента, например дисковых фрез, включа-
5 ющий навивку на корпус ленты из инструментальной стали, от л ичаюшис я тем, что, с целью механизации и автоматизации изготовления, перед навивкой на ленте выполняют пазы, навивают ленту в спираль виток к витку с одновременным формированием стружечных канавок и шага зубьев режущего инсгрумента, производят дополнительную деформацию спирали в осевом и радиальном направлении, разрезают спираль по нормали к направлению витков, осаживают каждый виток в осевом направлении и соединяют торцы, преимущественно сваркой.
20Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 629О19, кл. В 23 Г 43/О2, 1978.
Фи.1
Фиг..
Фи.Ъ
Фиг.
