Изобретение относится к однониточным станам непрерывной горячей прокатки для производства полосовых и проволочных изделий и, в частности, относится к улучшенной компоновке прокатного оборудования в секции чистовой прокатки стана.
Уровень техники
В типичном стане непрерывной горячей прокатки для производства полосовых или проволочных изделий заготовки нагреваются в печи и затем прокатываются в секциях грубой и промежуточной обработки стана перед направлением в секцию чистовой прокатки стана. Чистовая секция выполняет то, что подсказывается ее названием, а именно чистовую прокатку изделий с различными размерами и заданными допусками.
Типичная секция чистовой прокатки содержит один или несколько многоклетьевых прокатных модулей с соответствующими водяными камерами, ножницами, нажимными валками и т.д. Обычное расположение такого оборудования накладывает излишние ограничения на диапазон подвергаемых чистовой прокатке изделий, которые можно было бы изготавливать из заданного размера исходной заготовки, подаваемой из промежуточной секции стана.
Выполнение секции чистовой прокатки стана согласно данному изобретению в основном не имеет таких ограничений, предоставляя тем самым оператору стана возможность эффективной прокатки широкого диапазона изделий с чистовой прокаткой из заданного размера заготовки.
Сущность изобретения
Согласно данному изобретению многоклетьевые прокатные модули выравниваются на различных отрезках линии прокатки. По меньшей мере, часть прокатных модулей выполнена с возможностью сдвига на и с их соответствующих отрезков линии прокатки, и переключающие механизмы выполнены с возможностью работы в зависимости от выбранного положения сдвигаемых прокатных модулей для обеспечения прокатки широкого диапазона размеров изделий чистовой прокатки из одной подаваемой заготовки.
Эти и другие признаки и задачи данного изобретения следуют из приведенного ниже подробного описания со ссылками на прилагаемый чертеж, где схематично показана компоновка секции чистовой прокатки стана согласно приведенному в качестве примера предпочтительному варианту выполнения изобретения.
Сведения, подтверждающие возможность осуществления изобретения
Схематично показана (см. чертеж) компоновка изобретения, включающая два многоклетьевых модуля 10, 12 предчистовой прокатки, расположенных последовательно на первом отрезке Р1 линии прокатки. Прокатные модули 10, 12 снабжены каждый, соответственно, парами рабочих валков R1, R2 и R3, R4, оси прокатки которых сдвинуты на 90o известным образом для обеспечения прокатки без скручивания в системе овальных/круглых калибров. Перестановочные механизмы 14 выполнены с возможностью задействования по отдельности для сдвига каждого прокатного модуля между его прокатным положением на отрезке Р1 линии прокатки, как показано прерывистыми линиями в позициях 10' и 12'. Когда прокатные модули отводятся с линии в нерабочее положение, то их можно оснащать сменными валками и направляющими, а также выполнять их обслуживание и/или ремонт.
Многоклетьевой модуль 16 чистовой прокатки и многоклетьевой модуль 18 после чистовой прокатки расположены последовательно на отрезке Р2 линии прокатки, ведущем к виткообразователю 20, который образует витки 22 готового изделия, уложенные на охлаждающий конвейер 24. В показанном варианте выполнения прокатный модуль 16 содержит восемь последовательных прокатных валков R5-R10, выполненных для обеспечения прокатки без скручивания в системе овальных/круглых калибров, и прокатный модуль 18 имеет четыре последовательные пары валков R11-R14, также расположенных с обеспечением прокатки без скручивания в системе овальных/круглых/круглых/круглых калибров.
Последовательные пары валков R5-R10 можно по выбору удалять с отрезка Р1 линии прокатки, что называется процедурой отвода в холостое положение, за счет чего обеспечивается возможность изготовления изделий различного размера с помощью прокатного модуля 16.
Прокатный модуль может относиться к хорошо известному типу, описанному, например, в патенте США 5577405 (Shore и др.), а также прокатный модуль может относиться к типу, описанному, например, в патенте США 5325697 (Shore и др.). Содержание обеих патентов включается в данное описание.
Переключающий механизм 26 можно по выбору приводить в действие во взаимосвязи с соответствующими подающими трубами 28, 30 для направления изделия с первого отрезка Р1 линии прокатки на второй отрезок P2 линии прокатки либо в позиции 32 выше по потоку от прокатного модуля 16, или в качестве альтернативного решения, в позиции 34 между прокатными модулями 16, 18 и блоком 18 после чистовой прокатки.
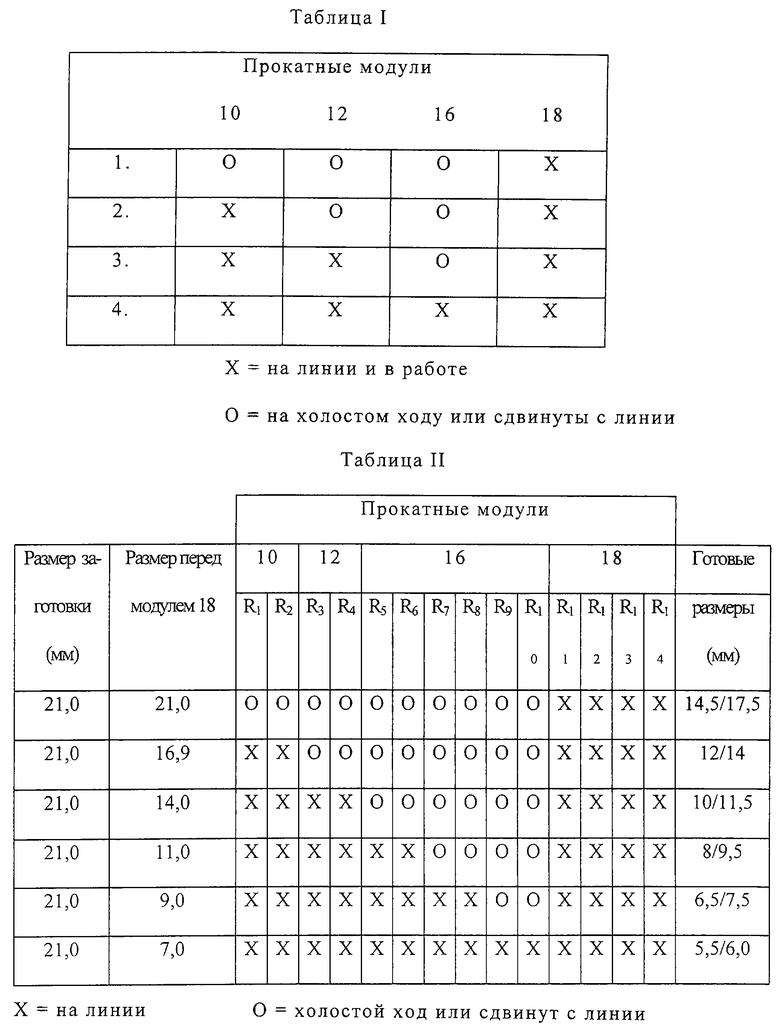
Посредством выборочного приведения в действие перестановочных механизмов 14 и переключающего механизма 26 можно использовать прокатные модули 10, 12, 16 и 18 в различных комбинациях, примеры которых под номерами 1-4 приведены в таблице 1.
Как показано в таблице 2, это позволяет изготавливать несколько размеров чистовой прокатки из одного размера заготовки, например, из круглой заготовки с диаметром 21 мм.
В таблице 2 приведены лишь в качестве примеров размеры, которые можно изготавливать с помощью компоновки, согласно данному изобретению.
С учетом вышеизложенного для специалистов в данной области техники понятно, что возможны различные изменения и модификации раскрытого варианта выполнения без отхода от объема изобретения, определяемого прилагаемой формулой изобретения. Например, вместо "модулей", под которыми обычно понимается несколько прокатных клетей, механически соединенных друг с другом и приводимых в действие общим приводом, прокатные модули 10, 12, 16, 18 могут содержать группы приводимых в действие по отдельности прокатных клетей. Хотя это не показано на чертеже, вдоль отрезков линии прокатки обычно расположены водяные камеры, прижимные валки, петлеобразователи и т.д. для обеспечения прокатки при различных температурах в зависимости от металлургического состава изделия и цели его конечного применения.
Изобретение относится к области прокатки в однониточных станах непрерывной горячей прокатки. Задача изобретения: расширение диапазона прокатываемых изделий. В секции чистовой прокатки однониточного стана горячей прокатки множество многоклетевых модулей предчистовой прокатки расположены вдоль первого отрезка линии прокатки с возможностью выборочного сдвигания в и из первого отрезка линии прокатки. Многоклетевой модуль чистовой прокатки и многоклетевой модуль послечистовой прокатки расположены последовательно вдоль второго отрезка линии прокатки. Переключающие средства и соответствующие подающие направляющие выполнены с возможностью выборочного приведения в действие для направления изделий с первого отрезка линии прокатки на второй отрезок линии прокатки или, в качестве альтернативного решения, в позицию между модулем чистовой прокатки и модулем послечистовой прокатки. С помощью такой системы можно выполнять окончательную прокатку в модуле послечистовой прокатки с или без прокатки в модуле чистовой прокатки, а также с или без прокатки в одном или более модулях предчистовой прокатки. 2 с. и 1 з.п.ф-лы, 1 ил., 2 табл.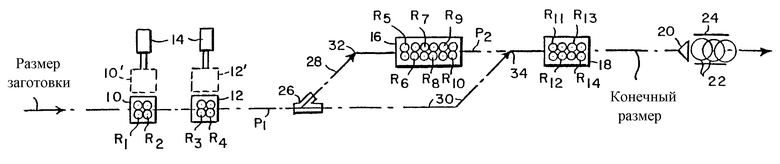
18
10, 18
10, 12, 18
10, 12, 16, 18.
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2085310C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ ГРУШ И АЙВЫ | 2012 |
|
RU2517894C2 |
| Состав порошковой проволоки | 1975 |
|
SU543479A1 |

