Область техники
Настоящее изобретение относится в основном к непрерывным прокатным станам, предназначенным для прокатки длинных заготовок, например полос, прутков и т.п., и, в частности, к усовершенствованной схеме расположения чистовой группы таких прокатных станов.
Уровень техники
Как свидетельствует, например, патент США N5325697 (Шор и др.), содержание которого включено в настоящую заявку путем ссылки, известен способ последовательной прокатки заготовок на чистовых и послечистовых группах (которые принято называть "редукционно-калибровочными станами"), расположенных вдоль общей основной транспортной линии. Хотя такой способ имеет достаточно преимуществ, которые обеспечили его широкое промышленное применение, ему присущ существенный недостаток, а именно: невозможно использовать редукционно-калибровочный стан в то время, когда предшествующая чистовая группа подвергается техническому обслуживанию или переналадке на прокатку другого вида заготовок.
Сущность изобретения
Настоящее изобретение устраняет указанный выше недостаток путем использования прокатного стана для прокатки длинных заготовок, подобных полосам, пруткам, содержащего:
- чистовую группу и редукционно-калибровочный стан, размещенные последовательно вдоль основной транспортной линии;
- дополнительную транспортную линию, которая отклоняется от основной транспортной линии на входном участке, расположенном перед чистовой группой, причем дополнительная транспортная линия огибает чистовую группу и вновь сходится с основной транспортной линией на выходном участке, расположенном перед редукционно-калибровочным станом;
- переводные механизмы на участках, причем переводные механизмы дают возможность при первом рабочем режиме направлять заготовки на основную транспортную линию для прокатки последовательно на чистовой группе и редукционно-калибровочном стане и при втором рабочем режиме направлять заготовки сначала на дополнительную транспортную линию для обхода чистовой группы и затем возвращать на основную транспортную линию для прокатки на редукционно-калибровочном стане.
Прокатный стан может дополнительно содержать охлаждающее водой устройство, расположенное между входным и выходным участками, и устройство для перемещения охлаждающего водой устройства между основной и дополнительной транспортными линиями для охлаждения заготовок, подвергаемых прокатке при любом из режимов.
Более того, прокатный стан может дополнительно содержать правящее и режущее устройство, расположенное на основной транспортной линии между выходным участком и редукционно-калибровочным станом.
В предпочтительном варианте выполнения прокатный стан дополнительно содержит второе охлаждающее устройство на основной транспортной линии, расположенное на участке, удаленном от первого охлаждающего водой устройства и выходного участка.
Возможно объединение чистовой секции прокатного стана с другой идентичной чистовой секцией прокатного стана, причем две чистовые секции размещены так, что являются зеркальными отображениями друг друга.
Согласно изобретению способ чистовой прокатки длинных заготовок, подобных полосам, пруткам, на прокатном стане, содержащем чистовую группу, редукционно-калибровочный стан, основную и дополнительную транспортные линии, включает в себя:
- при первом рабочем режиме, прокатку заготовок последовательно на чистовой группе и редукционно-калибровочном стане, размещенных вдоль основной транспортной линии;
- при втором рабочем режиме, перегрузку заготовок с основной транспортной линии на дополнительную транспортную линию, огибающую чистовую группу, и повторную перегрузку вновь на основную транспортную линию для прокатки на редукционно-калибровочном стане.
Способ дополнительно может включать перемещение охлаждающего водой устройства между основной и дополнительной транспортными линиями для обеспечения возможности охлаждать прокатываемые заготовки при любом из рабочих режимов.
Краткое описание чертежа
Чертеж представляет схему размещения двух чистовых групп прокатного стана, согласно которой они являются зеркальными отображениями друг друга.
Сведения, подтверждающие возможность осуществления изобретения
Заготовки, подвергшиеся прокатке на известных входных черновых и промежуточных секциях прокатного стана (не изображены), поступают по двум параллельным транспортным линиям 10 на две чистовые секции 12А, 12В прокатного стана, каждая из которых соответствует настоящему изобретению, причем они выполнены как зеркальные отображения друг друга.
Каждая чистовая секция включает в себя чистовую группу 14, охлаждающие водой устройства 16, 18 и редукционно-калибровочный стан 20, размещенные вдоль основной транспортной линии Р1, которая состыкована с соответствующей одной из транспортных линий 10. Чистовая группа 14 имеет несколько механически взаимосвязанных прокатных клетей, приводимых в действие общим приводом, которые скомпонованы и размещены для прокатки заготовок без скручивания. Одна такая чистовая группа описана в патенте США 5577405 (Шор и др.), содержание которого включено в настоящую заявку путем ссылки.
В качестве редукционно-калибровочного стана 20 можно использовать так называемую "послечистовую группу", описанную в патенте США 5325697, в которой одному или нескольким пропускам через круглый калибр с небольшим обжатием предшествует последовательность пропусков через овальные и круглые калибры с мощным обжатием, причем временные интервалы между пропусками задаются существенно короткими, чтобы предотвращался анормальный рост зерна в заготовках, подвергаемых прокатке.
Каждая чистовая прокатная секция 12А, 12В дополнительно имеет дополнительную транспортную линию P2, которая отклоняется от основной транспортной линии на входном пункте 22 перед чистовой группой 14 и вновь сходится с основной транспортной линией на выходном пункте 24 перед редукционно-калибровочным станом 20. Промежуточная часть каждой дополнительной транспортной линии Р2 проложена в обход соответствующей близлежащей чистовой группы 14. Переводные механизмы S, размещенные на пунктах 22, 24, при первом рабочем режиме направляют заготовки вдоль основных транспортных линий для прокатки последовательно на чистовых группах 14 и редукционно-калибровочных станах 20. При втором режиме работы переводные механизмы S направляют заготовки от основных транспортных линий на дополнительные транспортные линии Р2, чтобы они миновали чистовые группы 14, и возвращают обратно на основные транспортные линии для того, чтобы заготовки подверглись прокатке исключительно на редукционно-калибровочных станах 20.
Возможно и предпочтительно, чтобы охлаждающие водой устройства 16 имели возможность перемещаться поперечно по направляющим 26 с помощью любых целесообразных устройств, например поршневых устройств 28. Установленные на основных транспортных линиях охлаждающие водой устройства 16 работают согласованно с расположенными за ними охлаждающими водой устройствами 18 для охлаждения заготовок, выходящих из чистовых групп 14 до того, как они подвергнутся последующей прокатке на редукционно-калибровочных станах 20. После перемещения в позиции, обозначенные номером 16', охлаждающие водой устройства оказываются установленными на дополнительных транспортных линиях, где они работают для охлаждения заготовок, минующих чистовую группу, до начала их прокатки на редукционно-калибровочных станах.
Правящие и режущие устройства 32 можно разместить между выходными пунктами 24 и редукционно-калибровочными станами 20. Заготовки, выходящие из редукционно-калибровочных станов, направляются к известным управляемым системам охлаждения и транспортировки (не изображены).
При вышеописанной схеме размещения в одном рабочем режиме заготовки можно последовательно прокатывать в чистовых группах 14 и редукционно-калибровочных станах 20. В другом рабочем режиме, в течение которого чистовые группы бездействуют, большого диаметра заготовки можно прокатывать на редукционно-калибровочных станах 20. В любом случае, если потребуется, низкотемпературную термомеханическую прокатку на редукционно-калибровочных станках можно выполнить за счет правильного расположения охлаждающих водой устройств 16.
Изобретение относится к непрерывным прокатным станам для получения длинномерных изделий, в частности к усовершенствованной схеме расположения чистовой секции таких станов. Сущность изобретения: способ и устройство для чистовой прокатки длинных заготовок, подобных полосам, пруткам и т.п., которые позволяют: при первом рабочем режиме выполнять прокатку заготовок последовательно на чистовой группе и редукционно-калибровочном стане, размещенных на основной транспортной линии; и при втором рабочем режиме направлять заготовки от основной транспортной линии на дополнительную транспортную линию, которая проложена в обход чистовой группы, и возвращать обратно на основную транспортную линию для прокатки на редукционно-калибровочном стане. В предпочтительном варианте осуществления изобретения предусмотрена возможность перемещения охлаждающего устройства между основной и дополнительной транспортными линиями, чтобы обеспечивалось охлаждение подвергаемых прокатке заготовок при любом рабочем режиме. Изобретение обеспечивает сокращение времени простоя при проведении технического обслуживания одной из линий прокатного стана. 2 с. и 5 з.п. ф-лы, 1 ил.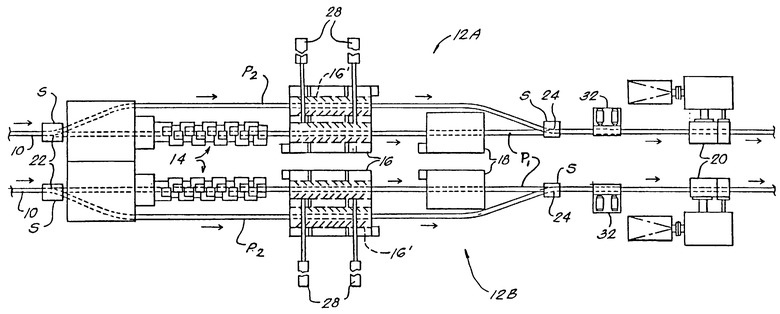
| US 5325697 А, 05.07.1994 | |||
| US 4537055, 27.08.1985 | |||
| US 5577405, 26.11.1996 | |||
| US 4907438, 13.03.1990 | |||
| 0 |
|
SU158856A1 | |
| Прокатный стан | 1979 |
|
SU806167A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |

