Область техники, к которой относится изобретение
Изобретение относится к прокатным станам и, в частности, к улучшенным блокам чистовой прокатки в высокоскоростных проволочных прокатных станах.
Уровень техники
На фиг. 1 показан обычный высокоскоростной блок 10 чистовой прокатки, расположенный на линии PL прокатки стана. Изделие PR принимается на входном конце Е малой скорости блока и выходит из блока на выходном конце D большой скорости. Блок получает энергию с выходного конца через ускоритель 12 передаточного типа и приводной двигатель 14.
Блок содержит последовательность прокатных клетей 16а-16h, сгруппированных попеременно на противоположных сторонах линии PL прокатки стана. Прокатные клети имеют консольные пары рабочих валков 18, попеременно сдвинутых на 90o, для обеспечения прокатки изделия без скручивания. Следующие друг за другом прокатные клети на каждой стороне линии прокатки механически связаны друг с другом и с ускорителем 12 с помощью параллельных трансмиссионных валов, содержащих коаксиальные отрезки 20 трансмиссионных валов, соединенных зубчатыми муфтами 22.
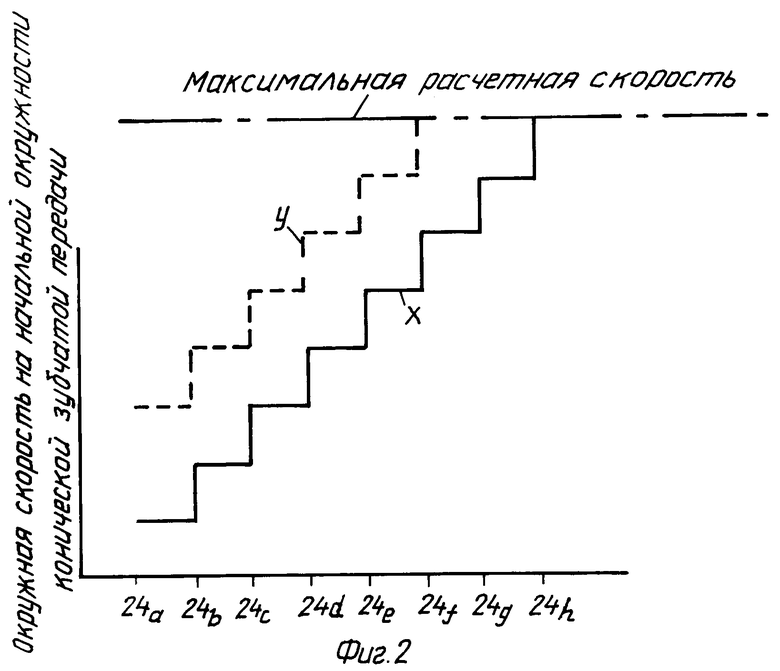
Следующие друг за другом прокатные клети 16а-16h соединены с соответствующими отрезками 20 трансмиссионных валов с помощью конических зубчатых передач 24а-24h. Как показано линией "х" на фиг.2, передаточные числа последовательных конических зубчатых передач выбраны с возможностью ступенчатого повышения их окружной скорости на начальной окружности. Ступенчатые приращения выбраны для синхронизации с постепенно увеличивающейся скоростью изделия, прокатываемого в блоке.
В такой системе максимально возможная рабочая скорость блока ограничена максимальной окружной скоростью на начальной окружности, которая может обеспечиваться конструкцией конической зубчатой передачи последней клети в блоке, каковой в данном случае является коническая зубчатая передача 24h клети 16h.
Таким образом, например, если блок прокатывает круглое 7 мм изделие из клети 16h с производительностью 120-130 тонн в час, и если затем две последние клети 16g и 16h переводятся на холостой ход посредством отвода их соответствующих рабочих валков 18 с целью прокатки более крупного 9 мм изделия из клети 16f, то максимально обеспечиваемая производительность в тоннах остается прежней, поскольку конические зубчатые передачи переведенных на холостой ход клетей остаются соединенными с приводом стана. Более того, хотя переведенные на холостой ход клети 16g и 16h теперь не нагружены, но поскольку они по-прежнему приводятся в движение вне прокатных клетей, то их подшипники, уплотнения и т.д. продолжают изнашиваться.
Из уровня техники известен многоклетевой блок для прокатного стана, конструкция которого содержит множество прокатных клетей с общим приводом, расположенных попеременно на противоположных сторонах линии прокатки в направлении от входного к выходному концу блока (ЕР 0543479 В1, 1993).
Таким образом, существует потребность в улучшенном блоке чистовой прокатки, в котором прокатные клети можно выборочно переводить на холостой ход для постепенного увеличения размера изделия, при этом переведенные на холостой ход клети полностью отсоединяются от привода стана, а привод стана выполнен так, что скорость прокатки можно постепенно повышать для увеличения производительности в тоннах при прокатке более крупных изделий.
Сущность изобретения
В соответствии с изложенной выше задачей многоклетевой блок для прокатного стана согласно изобретению содержит:
множество прокатных клетей, расположенных попеременно на противоположных сторонах линии прокатки, вдоль которой подлежит прокатке изделие в направлении по потоку от входного конца к выходному концу блока;
приводные валы на противоположных сторонах указанной линии прокатки, при этом каждый приводной вал содержит отдельные коаксиальные отрезки вала, соединенные между собой сцеплениями;
средства для соединения каждой из указанных прокатных клетей с соответствующим отрезком из указанных отрезков валов; и
средство привода блока, соединенное с указанными отрезками валов на входном конце указанного блока, при этом указанные сцепления выполнены с возможностью расцепления для механического отсоединения любого из расположенных ниже по потоку отрезков валов и прокатных клетей, соединенных с ними, от средства привода блока.
Предпочтительно, что указанные прокатные станы имеют рабочие валки, расположенные с обеспечением прокатки изделия без скручивания. При этом оси рабочих валков следующих друг за другом прокатных клетей попеременно сдвинуты на 90o.
Указанные сцепления могут содержать выполненные с возможностью сцепления зубчатые муфты.
Целесообразно соединение указанных прокатных клетей с соответствующим из указанных отрезков валов с помощью находящихся в зацеплении пар конических зубчатых колес, при этом одно коническое зубчатое колесо устанавливают на отрезке вала, а другое коническое зубчатое колесо устанавливают на промежуточном валу, механически соединенном с рабочими валками соответствующей прокатной клети.
Указанное средство привода блока может содержать многоступенчатый ускоритель, приводимый в действие приводным двигателем.
Целесообразно расположение указанного приводного двигателя на одной стороне указанной линии прокатки.
Согласно изобретению, многоклетевой блок для прокатки однониточного изделия, направляемого вдоль линии прокатки, может содержать:
прокатные клети, расположенные соответственно на первой и второй сторонах линии прокатки, указанные прокатные клети располагаются попеременно в непрерывный ряд вдоль линии прокатки, каждая из указанных прокатных клетей имеет пары рабочих валков, сконструированных и установленных для прокатки указанного продукта без скручивания;
первый и второй трансмиссионные валы, установленные соответственно на первой и второй стороне и проходящие параллельно указанной линии прокатки от входного конца к выходному концу указанного блока, при этом прокатные клетки приводятся в движение соответственно первым и вторым трансмиссионными валами;
средства для выборочного присоединения и отсоединения последовательных пар прокатных клетей, соответственно, к или от указанных первого и второго трансмиссионных валов; и
одиночное средство привода, соединенное с указанными трансмиссионными валами на входном конце указанного блока, для привода прокатных клетей, присоединенных к указанным трансмиссионным валам.
Перечень фигур чертежей
Ниже приводится описание блока чистовой прокатки, способного выполнить эти задачи, согласно данному изобретению, со ссылками на чертежи, на которых изображено:
фиг.1 - обычный блок чистовой прокатки на виде сверху;
фиг. 2 - график, показывающий окружные скорости на начальной окружности конической зубчатой передачи следующих друг за другом прокатных клетей;
фиг. 3 - блок чистовой прокатки, согласно данному изобретению, на виде сверху.
Сведения, подтверждающие возможность осуществления изобретения
Согласно данному изобретению, как показано на фиг.3, блок 10 приводится в движение с входного конца Е низкой скорости с помощью многоступенчатого зубчатого ускорителя 12, соединенного со сдвинутым в сторону приводным двигателем 14. Следующие друг за другом прокатные клети 16а - 16h приводятся в движение снова от параллельных трансмиссионных валов, содержащих коаксиальные отрезки 20 трансмиссионных валов, соединенные с прокатными клетями с помощью конических зубчатых передач 24а - 24h. Однако в данном случае следующие друг за другом отрезки 20 трансмиссионных валов соединены друг с другом с помощью соединительных зубчатых муфт 22а - 22h, которые можно выборочно сцеплять и расцеплять. Примером подходящей соединительной зубчатой передачи является модель FD204, поставляемая фирмой Ameridrive Coupling Products of Erie, Пенсильания, США.
Таким образом, в указанной выше программе прокатки при переходе с 7 мм круглого изделия на 9 мм круглое изделие можно расцепить муфты 22g, 22h, что позволяет последние две клети 16g, 16h, выведенные на холостой ход, полностью отсоединить от привода стана. Это устраняет лишний износ подшипников, уплотнений и т.д. переведенных на холостой ход клетей.
Кроме того, как показано линией "у" на фиг.2, блок можно ускорять для задействования конической зубчатой передачи 24f последней активной клети 16f на максимальной окружной скорости на начальной окружности, которую до этого имела зубчатая передача 24h. Это позволяет работать остающимся активным клетям блока с более высокой скоростью, что позволяет повысить производительность стана в тоннах до 150 тонн в час и более.
Как показано на фиг. 3, с помощью приводной системы, согласно данному изобретению, поскольку переведенные на холостой ход клети полностью отсоединяются от привода стана, то их можно отводить по рельсовой системе (не изображена) в расположенное вне линии прокатки положение, обозначенное прерывистыми линиями. После такого отвода из линии прокатки можно выполнять обслуживание прокатных клетей, в то время как остающаяся часть блока продолжает работу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| СЕКЦИЯ ЧИСТОВОЙ ПРОКАТКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2212961C1 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 2008 |
|
RU2364452C1 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| СИСТЕМА СМАЗКИ, ПРОКАТНЫЙ СТАН И СПОСОБ ПОДАЧИ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2001 |
|
RU2197344C2 |
| ПРОВОЛОЧНО-ПРОКАТНАЯ КЛЕТЬ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2010 |
|
RU2528931C2 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 2013 |
|
RU2639198C2 |
| СПОСОБ ПРОКАТКИ ПОДАВАЕМЫХ ИЗДЕЛИЙ В ГОТОВЫЕ ИЗДЕЛИЯ РАЗЛИЧНОГО РАЗМЕРА | 2010 |
|
RU2538454C2 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |

Изобретение относится к области прокатки проволоки. Задача изобретения - расширение сортамента изделий при увеличении производительности. Многоклетевой блок для прокатного стана содержит множество прокатных клетей, расположенных попеременно на противоположных сторонах линии прокатки, вдоль которой выполняется прокатка изделия в направлении по потоку от входного конца к выходному концу блока. Приводные валы предусмотрены на противоположных сторонах указанной линии прокатки. Приводные валы содержат отдельные коаксиальные отрезки валов, соединенные между собой сцеплениями, при этом каждая прокатная клеть соединена с соответствующим отрезком валов. Привод блока соединен с трансмиссионными валами на верхнем по потоку конце блока, и сцепления выполнены с возможностью расцепления для механического отсоединения любого из расположенных ниже по потоку отрезков валов и прокатных клетей, соединенных с ними, от привода блока. Изобретение обеспечивает увеличение производительности при изменении сортамента изделий. 2 с. и 6 з.п.ф-лы, 3 ил.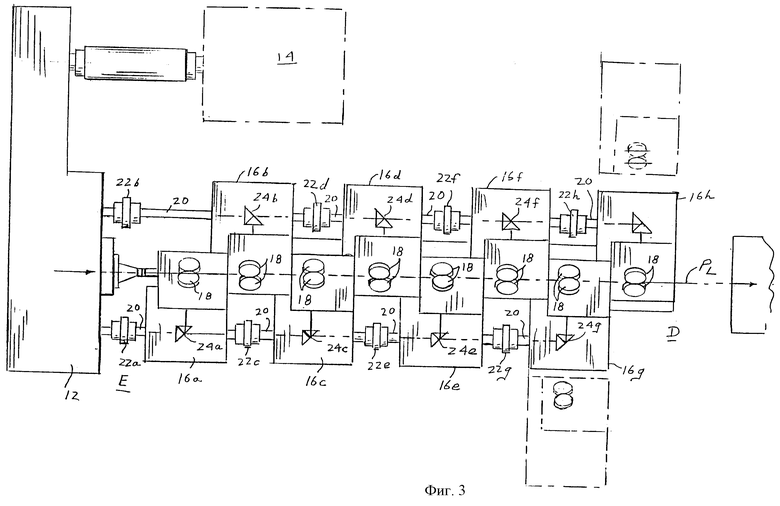
| Состав порошковой проволоки | 1975 |
|
SU543479A1 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| Электропневматический привод дверей | 1979 |
|
SU987067A1 |
| Состав порошковой проволоки | 1975 |
|
SU543479A1 |
| US 3418838, 31.12.1968. | |||

