Изобретение относится к насосу охлаждающей воды для энергетической установки. Оно относится далее к способу изготовления подобного насоса охлаждающей воды.
В энергетической установке обычно предусмотрена система охлаждающей воды, которая охватывает множество насосов охлаждающей воды. Эти насосы охлаждающей воды вследствие количеств подлежащей перекачке воды выполнены в виде компонент с очень большими размерами, причем, например, может быть предусмотрен диаметр рабочего колеса порядка до 1,80 м. Вследствие размеров этих компонент насосы охлаждающей воды монтируют обычно лишь на месте их применения. Вследствие этого предусмотренного лишь на месте их применения монтажа корпус насосов охлаждающей воды может быть отлит из бетона.
Подобный насос охлаждающей воды с отлитым из бетона корпусом насоса известен, например, из ЕР 0101628 A1. В случае этого известного насоса, который выполнен по типу бетонного спирального насоса, корпус содержит предварительно изготовленную тонкую стенку опалубки из армированного бетона. Альтернативно для изготовления корпуса подобного бетонного спирального насоса может быть, однако, предусмотрена также деревянная опалубка, которую удаляют после отливки бетонного корпуса.
Подобные насосы охлаждающей воды подвержены особым требованиям относительно гладкой внутренней поверхности корпуса насоса. Эти требования могут выполняться в случае известных насосов охлаждающей воды только с особенно высокими затратами. Кроме того, соблюдение требующейся точности размеров в случае внутренних размеров корпуса насоса является возможным только условно.
В основе изобретения поэтому лежит задача указания насоса охлаждающей воды для энергетической установки, в случае которого простыми средствами обеспечена особенно гладкая внутренняя поверхность и соблюдение особенно высокой точности размеров корпуса насоса. Кроме того, должен быть указан особенно подходящий способ для изготовления подобного насоса охлаждающей воды.
Относительно насоса охлаждающей воды названная задача решается согласно изобретению за счет корпуса насоса, который отлит из бетона и содержит множество элементов опалубки из армированной стекловолокном пластмассы.
При этом изобретение исходит из соображения, что гладкая внутренняя поверхность корпуса, а также высокая точность размеров корпуса насоса является достижимой за счет особого выполнения примененной при изготовлении корпуса насоса опалубки. При этом, в частности, большое значение придается примененному для изготовления опалубки материалу. Для этого предусмотрены элементы опалубки из армированной стекловолокном пластмассы.
Предпочтительным образом насос охлаждающей воды выполнен в виде бетонного спирального насоса. При этом изготовленные из армированной стекловолокном пластмассы элементы опалубки целесообразно использованы в области спирального корпуса бетонного спирального насоса.
В качестве материала для образования элементов опалубки может быть предусмотрена любая армированная стекловолокном пластмасса. Она предпочтительно содержит в себе стекловолокно, кварцевый песок и синтетическую смолу.
Относительно способа для изготовления насоса охлаждающей воды названная задача решается за счет того, что множество предварительно изготовленных элементов опалубки из армированной стекловолокном пластмассы на месте установки насоса охлаждающей воды собирают в опалубку, которую применяют при отливке бетонного корпуса насоса охлаждающей воды в качестве стационарной опалубки.
Элементы опалубки из армированной стекловолокном пластмассы могут при этом при их изготовлении заформовываться за счет применения стандартизованных негативных форм.
В противоположность обычной опалубке стационарная опалубка после изготовления соответствующей бетонной детали остается на месте изготовления и после ее изготовления прочно связана с соответствующей бетонной деталью. Элементы опалубки, использованные в качестве стационарной опалубки из армированной стекловолокном пластмассы, тем самым после изготовления бетонного корпуса становятся его интегральными составными частями. Таким образом, корпус насоса вследствие характеристик материала армированной стекловолокном пластмассы в области элементов опалубки имеет особенно гладкую поверхность.
Достигнутые изобретением преимущества состоят, в частности, в том, что за счет использования стационарной опалубки из армированной стекловолокном или упрочненной стекловолокном пластмассы при изготовлении бетонного корпуса насоса охлаждающей воды являются достижимыми высокая точность размеров и особенно гладкая внутренняя поверхность. Элементы опалубки из армированной стекловолокном пластмассы имеют особенно высокую прочность, так что при изготовлении бетонного корпуса практически не появляется никакой деформации вследствие усадки или ползучести, как в самом бетоне. Кроме того, полностью подверженная охлаждающей воде, протекающей через насос охлаждающей воды, внутренняя поверхность корпуса насоса может быть образована из элементов опалубки из армированной стекловолокном пластмассы так, что она является особенно нечувствительной относительно коррозии, или химического воздействия, или абразивного износа за счет охлаждающей воды. Кроме того, элементы опалубки, образованные из армированной стекловолокном пластмассы, имеют особенно малый вес, так что транспортировка предварительно изготовленных элементов опалубки от места изготовления до места применения насоса охлаждающей воды, а также монтажа корпуса насоса является возможной особенно простым образом.
Пример выполнения изобретения поясняется более подробно с помощью чертежа, который показывает в продольном сечении насосную станцию энергетической установки.
Насосная станция 1 согласно чертежу является частью системы охлаждающей воды энергетической установки. Насосная станция 1 содержит насос охлаждающей воды 2, который соответственно его цели применения рассчитан на сравнительно высокий коэффициент полезного действия и сравнительно низкий напор. Перед насосом охлаждающей воды 2 на стороне охлаждающей воды подключена запираемая шандорным щитом 4 приемная камера 6. При этом в примере выполнения приемная камера 6 выполнена таким образом, что охлаждающая вода насоса охлаждающей воды 2 притекает в примерно вертикальном главном направлении.
На стороне выхода к насосу охлаждающей воды 2 подключен канал охлаждающей воды 8, который является запираемым через поворотно установленный возвратный клапан 10. Канал охлаждающей воды 8 выполнен для оттока охлаждающей воды из насоса охлаждающей воды 2 в приблизительно горизонтальном главном направлении.
Насос охлаждающей воды 2 содержит не представленное более подробно рабочее колесо, которое через вал 12 является приводимым в действие за счет блока двигателя и коробки передач 14. Насос охлаждающей воды 2 выполнен в виде бетонного спирального насоса, причем рабочее колесо расположено в выполненном примерно спиралевидным внутреннем пространстве, обозначаемом также как "спираль". Вал 12 расположен в примерно вертикальной ориентации так, что охлаждающая вода притекает к рабочему колесу при эксплуатации насоса охлаждающей воды 2 примерно аксиально и вытекает из спирали примерно тангенциально.
Выбор размеров существенных компонентов насосной станции 1, в частности, размеров рабочего колеса насоса охлаждающей воды 2 и мощности блока двигателя и коробки передач 14 зависит от требований энергетической установки. В примере выполнения предусмотрено рабочее колесо с диаметром порядка 1,80 м.
Насос охлаждающей воды 2 содержит отлитый из бетона корпус насоса 16, на котором расположены также крепежные структуры 18 для блока двигателя и коробки передач 14. Также приемная камера 6 и канал охлаждающей воды 8 содержат отлитые из бетона стенки канала.
Корпус насоса 16 насоса охлаждающей воды 2 содержит множество элементов опалубки 20 из армированной стекловолокном пластмассы. При этом элементы опалубки 20 расположены по типу стационарной опалубки для образования внутренней поверхности 22 корпуса насоса 16.
Пластмасса, предусмотренная для образования элементов опалубки 20, охватывает стекловолокно, кварцевый песок и синтетическую смолу. При применении подобного материала корпус насоса 16 имеет особенно гладкую внутреннюю поверхность 22 и, кроме того, особенно высокую точность размеров. Внутренняя поверхность 22 корпуса насоса 16 является к тому же особенно нечувствительной к коррозии, или химическому воздействию, и/или абразивному износу.
При изготовлении корпуса насоса 16 вначале предварительно изготавливают элементы опалубки 20. Это предварительное изготовление можно производить за счет заформовывания на негативах в центральном месте производства. От места производства предварительно изготовленные элементы опалубки 20 затем транспортируют к месту применения насоса охлаждающей воды 2. Подобная транспортировка, в частности за счет малого веса армированной стекловолокном пластмассы, является возможной простым образом также на большие расстояния. На месте установки насоса охлаждающей воды 2 предварительно изготовленные элементы опалубки 20 составляют в опалубку, образующую будущую внутреннюю поверхность 22 насоса охлаждающей воды 2. После требующегося при необходимости дополнения этой опалубки дальнейшими элементами, которые, например, могут быть предусмотрены для формования приемной камеры 6, из бетона отливают корпус насоса 16. При отливке корпуса насоса 16 опалубка, образованная из предварительно изготовленных элементов опалубки 20, служит в качестве стационарной опалубки. Другими словами: образованная из предварительно изготовленных элементов 20 опалубка остается после отливки корпуса насоса 16 в корпусе насоса 16 и образует тем самым его внутреннюю поверхность 22.
За счет применения армированной стекловолокном пластмассы для образования элементов опалубки 20 обеспечена особенно гладкая внутренняя поверхность 22 корпуса насоса 16. Элементы опалубки 20 из армированной стекловолокном пластмассы позволяют, кроме того, особенно простое предварительное изготовление, а также особенно простую транспортировку от места предварительного изготовления к месту установки насоса охлаждающей воды 2. Также монтаж насоса охлаждающей воды 2 является особенно упрощенным за счет облегчения работы с элементами опалубки 20.
Изобретение относится к насосу охлаждающей воды для энергетической установки и способу его изготовления. Насос выполнен с корпусом, который отлит из бетона, и содержит множество элементов опалубки из армированной стекловолокном пластмассы. Насос выполнен в виде спирального насоса. Предусмотренная для образования элементов опалубки армированная стекловолокном пластмасса содержит стекловолокно, кварцевый песок и синтетическую смолу. Способ изготовления насоса заключается в том, что множество предварительно изготовленных элементов опалубки из армированной стекловолокном пластмассы собирают на месте установки насоса в опалубку, которую применяют при отливке бетонного корпуса насоса в качестве стационарной опалубки. Изобретение направлено на обеспечение при изготовлении насоса гладкой внутренней поверхности и точных размеров его корпуса. 2 с. и 2 з.п.ф-лы, 1 ил.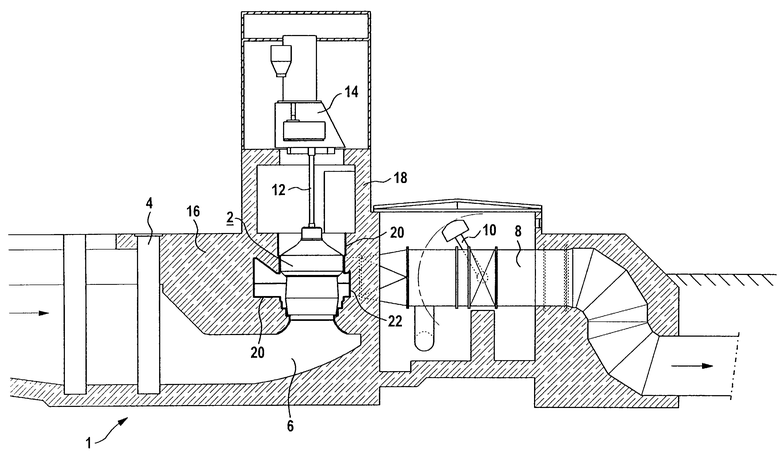
| Гусеничный стреловой кран | 1954 |
|
SU101628A1 |
| Корпус центробежного вентилятора | 1986 |
|
SU1508013A1 |
| Статор центробежного вентилятора | 1979 |
|
SU826089A1 |
| Линия для производства суровых чулок | 1977 |
|
SU735684A1 |
| РАЗНЕСЕННАЯ РАДИОЛОКАЦИОННАЯ СТАНЦИЯ СО СТОРОННИМ ПОДСВЕТОМ СЕТЕЙ СОТОВОЙ СВЯЗИ СТАНДАРТА GSM | 2013 |
|
RU2563872C2 |

