Изобретение относится к строительству трубопроводов, в частности, может использоваться в водо-, газо-, нефтепроводах, а также при строительстве теплотрасс и в других отраслях промышленности.
Известен трубопровод, состоящий из секций, каждая из которых получена сваркой двух трубных элементов из высокопрочного чугуна с шаровидным графитом, причем сварная секция из безраструбных труб соединена со сварной секцией из однораструбных труб (RU 3979 U1. Публ. 16.04.97. Бюл. 4).
Недостатком известного технического решения являются низкая стойкость трубопровода при транспортировке воды, газа, нефти и других продуктов из-за низкой стойкости резиновых манжет, а также невозможность использования такого трубопровода при строительстве теплотрасс из-за наличия раструбных соединений, которые расходятся при периодических нагревах и охлаждениях трубопровода, что особенно опасно при прокладке на просадочных грунтах.
Наиболее близким к заявляемому является трубопровод, включающий трубы из высокопрочного чугуна, соединенные сварными швами (RU 2062384 С1. Публ. 20.06.96. Бюл. 17).
Недостатком известного технического решения является низкая стойкость трубопровода, что связано с отсутствием регламентации расстояния между соседними сварными швами в трубопроводе.
Технический результат - повышение качества и стойкости трубопровода.
Технический результат по первому варианту достигается тем, что трубопровод, включающий трубы из высокопрочного чугуна, соединенные сварными швами, состоит из прямолинейного участка, причем расстояние между соседними швами для труб с диаметром условного прохода (Ду) не более 100 мм составляет не менее 0,4Ду, для труб с диаметром условного прохода более 100 мм, но не более 350 мм составляет не менее 0,12Ду, а для труб с диаметром условного прохода более 350 мм составляет не менее 0,05 Ду. Сварные швы могут быть выполнены дуговой сваркой плавящимся или неплавящимся электродом в среде защитных газов или ручной дуговой сваркой покрытыми электродами, или контактной стыковой сваркой. При выполнении швов дуговыми методами они могут быть выполнены из никельсодержащего сплава с содержанием никеля 5-99% по массе или из высокопрочного чугуна.
Технический результат по второму варианту достигается тем, что в трубопроводе, включающем трубы из высокопрочного чугуна, соединенные сварными швами, на прямолинейных участках трубопровода расстояние между соседними швами для труб с диаметром условного прохода (Ду) не более 100 мм составляет не менее 0,4Ду, для труб с диаметром условного прохода более 100 мм, но не более 350 мм составляет не менее 0,12Ду, для труб с диаметром условного прохода более 350 мм составляет не менее 0,05Ду, угловые переходы в местах поворота трубопровода выполнены дуговой сваркой трубных заготовок из высокопрочного чугуна или/и гибом трубной заготовки из высокопрочного чугуна, причем расстояние между соседними швами в угловом переходе составляет не менее 0,04 Ду, где Ду - диаметр условного прохода трубы. Сварные швы могут быть выполнены дуговой сваркой плавящимся или неплавящимся электродом в среде защитных газов или ручной дуговой сваркой покрытыми электродами. Также возможен случай, когда сварные швы между трубами выполнены контактной стыковой сваркой, а швы на поворотах - дуговой сваркой. При выполнении швов дуговыми методами они могут быть выполнены из никельсодержащего сплава с содержанием никеля 5÷99% по массе или из высокопрочного чугуна.
Технический результат по третьему варианту достигается тем, что в трубопроводе, включающем трубы из высокопрочного чугуна, соединенные сварными швами, на его прямолинейных участках расстояние между соседними швами для труб с диаметром условного прохода (Ду) не более 100 мм составляет не менее 0,4Ду, для труб с диаметром условного прохода более 100 мм, но не более 350 мм составляет не менее 0,12Ду, для труб с диаметром условного прохода более 350 мм составляет не менее 0,05Ду, трубопровод дополнительно содержит хотя бы один П-образный или сильфонный компенсатор, причем угловые переходы в местах поворота трубопровода и/или П-образного компенсатора выполнены дуговой сваркой трубных заготовок из высокопрочного чугуна или/и гибом трубной заготовки из высокопрочного чугуна, причем расстояние между соседними швами в угловом переходе при повороте трубы и/или в П-образном компенсаторе составляет не менее 0,04Ду, где Ду - диаметр условного прохода трубы. П-образный компенсатор выполнен из отрезков труб из высокопрочного чугуна, причем расстояние между ветвями компенсатора составляет не менее 2Ду, а высота компенсатора - не менее 1,5Ду, где Ду - диаметр условного прохода трубы. Сварные швы могут быть выполнены дуговой сваркой плавящимся или неплавящимся электродом в среде защитных газов или ручной дуговой сваркой покрытыми электродами. Также возможен случай, когда сварные швы между трубами выполнены контактной стыковой сваркой, а швы на поворотах и в компенсаторах - дуговой сваркой. При выполнении швов дуговыми методами они могут быть выполнены из никельсодержащего сплава с содержанием никеля 5÷99% по массе или из высокопрочного чугуна.
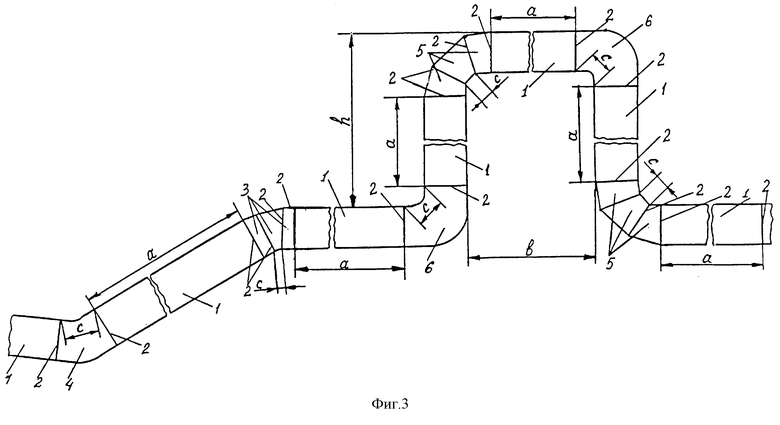
Изобретение поясняется чертежами. На фиг.1 представлен прямолинейный трубопровод, на фиг.2 - трубопровод с двумя поворотами, на фиг.3 - трубопровод с П-образным компенсатором, где 1 - труба из высокопрочного чугуна, 2 - сварные швы, 3 - угловой переход в месте поворота трубопровода, выполненный дуговой сваркой трубных заготовок из высокопрочного чугуна, 4 - угловой переход в месте поворота трубопровода, выполненный гибом трубной заготовки из высокопрочного чугуна, 5 и 6 - угловые переходы в П-образном компенсаторе, выполненные соответственно дуговой сваркой трубных заготовок из высокопрочного чугуна (5) или гибом трубной заготовки из высокопрочного чугуна (6), а - расстояние между соседними швами на прямолинейном участке трубопровода, с -расстояние между соседними швами в угловых переходах, b - расстояние между ветвями П-образного компенсатора, h - высота П-образного компенсатора.
В сварном трубопроводе, выполненном из труб из высокопрочного чугуна, соединенных между собой сварными швами, расстояние между соседними швами на прямолинейном участке трубопровода зависит от диаметра условного прохода труб, из которых выполнен трубопровод: для труб с диаметром условного прохода (Ду) не более 100 мм расстояние между соседними швами составляет не менее 0,4Ду, для труб с диаметром условного прохода более 100 мм, но не более 350 мм составляет не менее 0,12Ду, а для труб с диаметром условного прохода более 350 мм составляет не менее 0,05Ду. Было установлено, что при расстоянии между соседними сварными швами, меньшем регламентированного значения (в зависимости от диаметра условного прохода трубы), наблюдается снижение качества трубопровода в этом месте. Это вызвано тем, что, как было установлено экспериментально, расположение на расстоянии, меньшем регламентированного для прямолинейного участка (в зависимости от конкретного диаметра труб), между собой двух сварных швов на трубах из высокопрочного чугуна приводит к резкому повышению концентрации напряжений на этом участке, что, в свою очередь, приводит к образованию трещин в зоне термического влияния в чугунной трубе как непосредственно в процессе сварки, так и после ее окончания. В процессе эксплуатации трубопровода часто наблюдается перераспределение внешней нагрузки, действующей на различные участки трубопровода, что связано с вымыванием почвы грунтовыми водами и проседанием трубопровода. В результате наблюдается разрушение трубопровода в местах скопления двух и более швов, что приводит к снижению стойкости трубопровода. Разрушение швов на опасном участке (при расстоянии между швами, меньшем регламентированного значения) может также происходить при эксплуатации сварного трубопровода из высокопрочного чугуна под давлением, а также в теплотрассах, где трубопровод подвергается периодическим нагревам и охлаждениям.
Прямолинейные участки трубопровода могут сменяться поворотами на заданный угол, как правило, не более 90o. Для обеспечения заданного угла поворота в трубопроводе используют угловые переходы, которые получают сваркой трубных заготовок из высокопрочного чугуна или гибом трубной заготовки из высокопрочного чугуна на заданный угол. Изгиб заготовки осуществляют при ее нагреве до температуры (0,8-1,2) Ar1, что позволяет резко повысить пластичность высокопрочного чугуна и обеспечивает требуемое качество углового перехода. В трубопроводе одновременно могут применяться как сварные, так и гнутые угловые переходы.
Сварной чугунный трубопровод, используемый при строительстве теплотрасс, должен содержать хотя бы один П-образный или сильфонный компенсатор, служащий для предотвращения разрушения трубопровода из-за циклических нагрузок, которые возникают при изменении температуры транспортируемой воды или пара. При использовании в трубопроводе П-образного компенсатора, его выполняют из отрезков труб из высокопрочного чугуна, причем расстояние между ветвями компенсатора составляет не менее 2Ду, а высота - не менее 1,5Ду, где Ду - диаметр условного прохода трубы. При меньшем расстоянии между ветвями и высоте компенсатора наблюдается разрушение трубопровода, т.к. в этом случае не компенсируются напряжения, возникающие при эксплуатации трубопровода при использовании его в теплотрассе. Угловые переходы в П-образном компенсаторе аналогично с угловым переходом трубопровода могут быть выполнены дуговой сваркой трубных заготовок из высокопрочного чугуна или гибом трубной заготовки из высокопрочного чугуна, причем в одном компенсаторе могут использоваться оба типа угловых переходов.
В угловых поворотах трубопровода, а также в П-образных компенсаторах расстояние между соседними швами составляет не менее 0,04Ду, где Ду - диаметр условного прохода трубы. При выполнении указанного условия разрушение в области сварных швов при эксплуатации трубопровода не наблюдается.
Сварные швы в трубопроводе могут быть выполнены дуговой сваркой плавящимся или неплавящимся электродом в среде защитных газов или ручной дуговой сваркой покрытыми электродами. Также сварные швы между трубами в трубопроводе могут быть выполнены контактной стыковой сваркой, а швы на поворотах и в компенсаторах - дуговой сваркой. Использование указанных способов сварки обеспечивает высокое качество сварного шва и обеспечивает высокую стойкость сварного чугунного трубопровода.
Содержание в сварном шве никеля в количестве 5-99% по массе или выполнение сварного шва из высокопрочного чугуна (при выполнении швов дуговыми методами) обеспечивает необходимые механические характеристики металлу шва.
Высокая стойкость трубопровода обеспечивается при использовании труб не только из высокопрочного чугуна с шаровидным графитом, но и из труб из высокопрочного чугуна с вермикулярным графитом. Трубы могут быть получены не только центробежным литьем, но и другими способами, например отливкой в кокиль, и не требуют перед сваркой специальной механической обработки наружной и внутренней сторон трубы с каждого ее торца.
Примеры выполнения трубопровода.
Пример 1. Прямолинейный трубопровод состоит из сваренных между собой труб из высокопрочного чугуна с шаровидным графитом (фиг.1). Диаметр условного прохода трубы составляет 100 мм, длина каждой трубы 4000 мм, т.е. этой же величине равно расстояние между соседними швами. Сварные швы выполнены дуговой сваркой неплавящимся электродом в среде аргона, в качестве присадочного материала использовался пруток с содержанием никеля 20% по массе.
Пример 2. Трубопровод состоит из сваренных между собой труб из высокопрочного чугуна с вермикулярным графитом (фиг.2). Прямолинейные участки трубопровода имеют два поворота, причем один угловой переход в месте поворота выполнен дуговой сваркой трубных заготовок из тех же труб, что и трубопровод с расстоянием между соседними швами 30 мм, а второй угловой переход выполнен из изогнутой трубной заготовки на заданный угол с расстоянием между соседними швами 400 мм. Трубная заготовка для углового перехода выполнена из той же трубы, что и трубопровод. Диаметр условного прохода трубы составляет 300 мм, длина каждой трубы 6000 мм, т.е. на прямолинейном участке трубопровода этой же величине равно расстояние между соседними швами. Сварные швы выполнены дуговой сваркой неплавящимся электродом в среде аргона, в качестве присадочного материала использовался пруток с содержанием никеля 60% по массе.
Пример 3. Прямолинейный трубопровод для теплотрассы состоит из сваренных между собой труб из высокопрочного чугуна с шаровидным графитом (фиг.3). Диаметр условного прохода трубы составляет 300 мм, длина каждой трубы 6000 мм, т. е. этой же величине равно расстояние между соседними швами. Трубопровод имеет два поворота и П-образный компенсатор, выполненный из тех же труб и трубных отрезков, что и трубопровод. Расстояние между ветвями компенсатора составляет 1500 мм, высота компенсатора 1700 мм. Один поворот между прямолинейными участками и два угловых перехода в компенсаторе выполнены дуговой сваркой трубных заготовок из тех же труб, что трубопровод, с расстоянием между соседними швами 25 мм, другой поворот между двумя прямолинейными участками и два других угловых перехода выполнены из изогнутой трубной заготовки той же, что и трубопровод, с расстоянием между соседними швами 350 мм. Сварные швы выполнены ручной дуговой сваркой покрытыми электродами с содержанием в электроде никеля 92% по массе.
Технико-экономические преимущества изобретения заключаются в повышении качества сварного соединения и трубопровода в целом и повышении стойкости (долговечности) трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ТРУБОПРОВОДА И УЗЕЛ ТРУБОПРОВОДА | 2001 |
|
RU2194909C1 |
| ФАСОННАЯ ДЕТАЛЬ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1993 |
|
RU2087788C1 |
| ФИТИНГ ДЛЯ ТРУБОПРОВОДА | 2001 |
|
RU2194908C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| КОМБИНИРОВАННАЯ ТРУБА | 1999 |
|
RU2156910C1 |
| УЗЕЛ ТРУБОПРОВОДА | 2003 |
|
RU2249147C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2126453C1 |
| ЧУГУННАЯ ГОРЯЧЕДЕФОРМИРОВАННАЯ БЕСШОВНАЯ ТРУБА | 2003 |
|
RU2243046C1 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2105077C1 |

Изобретение относится к строительству трубопроводов, в частности, может использоваться в водо-, газо-, нефтепроводах, а также при строительстве теплотрасс и в других отраслях промышленности. Технический результат - повышение качества и стойкости трубопровода. Это достигается тем, что в трубопроводе, состоящем только из прямолинейного участка, включающем трубы из высокопрочного чугуна, соединенные сварными швами, расстояние между соседними швами для труб с диаметром условного прохода (Ду) не более 100 мм составляет не менее 0,4Ду, для труб с диаметром условного прохода более 100 мм, но не более 350 мм составляет не менее 0,12Ду, а для труб с диаметром условного прохода более 350 мм составляет не менее 0,05Ду. В случае, если трубопровод имеет повороты, то угловые переходы в местах поворота трубопровода выполнены дуговой сваркой трубных заготовок из высокопрочного чугуна или/и гибом трубной заготовки из высокопрочного чугуна, причем расстояние между соседними швами в угловом переходе составляет не менее 0,04Ду, где Ду - диаметр условного прохода трубы. В случае использования трубопровода для теплотрасс трубопровод кроме прямолинейного участка и поворотов дополнительно содержит хотя бы один П-образный или сильфонный компенсатор, причем угловые переходы в местах поворота трубопровода и/или П-образного компенсатора выполнены дуговой сваркой трубных заготовок из высокопрочного чугуна или/и гибом трубной заготовки из высокопрочного чугуна, причем расстояние между соседними швами в угловом переходе составляет не менее 0,04Ду, где Ду - диаметр условного прохода трубы. 3 с. и 16 з.п.ф-лы, 3 ил.
| RU 2062384 C1, 20.06.1996 | |||
| КОМБИНИРОВАННАЯ ТРУБА | 1999 |
|
RU2156910C1 |
| Трубопровод | 1979 |
|
SU918636A1 |
| Резинокордная труба | 1990 |
|
SU1835021A3 |

