Изобретение относится к области машиностроения и может использоваться при изготовлении чашеобразных (фиг.1) металлических деталей в электровакуумном производстве из тугоплавких металлов преимущественно молибденового сплава.
Перед штамповкой листы проверяют на технологические и механические свойства. В частности листы толщиной 0,8 мм сплава ЦМ2А проверяют на твердость, растяжение, выдавливание, гиб-отгиб (ТУ48-4206-04-00). Предусмотренные при этом испытания позволяют прогнозировать штампуемость без таких дефектов, как разрыв донышка деталей, расслоение, но не отражают одного характерного дефекта штамповок, образующего при первой вытяжке или калибровке, это - поверхностный надрыв (фиг.2),который может быть грубый, видимый невооруженным глазом, а чаще мелкий, неширокий, видимый при увеличении до 12. Надрыв образуется в зоне растягивающих напряжений при изгибе листа, на выпуклой поверхности детали.
Известны способы испытания на изгиб, например, полос толщиной 0,4 мм молибдена марки МЧ (ТУ48-19-315-89) вокруг круглой оправки радиусом 1 мм, при этом возможно разрушение по всей ширине образца.
Известен способ определения штампуемости чашеобразных деталей электровакуумного производства из листов тугоплавких металлов с отсортировкой хрупких листов, с применением испытания на выдавливание лунки (описание к патенту RU 2106615 С1, G 01 N 3/28, опубликованного 10.03.1998). Этот способ принят за прототип.
Недостатки прототипа: пластинчатый образец деформируется одновременно по всей плоской поверхности вдавливанием сферического пуансона, осмотр невооруженным глазом не позволяет уловить момент образования первой трещины таких размеров, которые соответствуют дефектам деталей при штамповке, т.е. их забракованию.
Задача изобретения - обеспечить испытание с зарождением и развитием линейной трещины (надрыва) в центре образца, обеспечить более раннее обнаружение первой трещины меньших размеров.
Поставленная задача решается тем, что образцы испытывают на изгиб с определением предельной пластичности до появления первой трещины, определяемой визуально с помощью увеличительного прибора с увеличением 2-4, измеряют угол изгиба образца и оценивают выход годных без надрыва штамповок, при этом испытания образцов на изгиб осуществляют при помощи пластинчатого пуансона, выполненного с двумя округлениями рабочего торца во взаимно перпендикулярных плоскостях, первое из которых выполнено по всей ширине пуансона, радиус которого меньше или равен толщине испытуемого образца, а второе выполнено от кромки до кромки по всей ширине пластинчатого пуансона, радиус которого больше ширины испытуемого образца.
Отличительные признаки: пуансон изготавливают пластинчатым с двумя видами закругления, лежащими во взаимно перпендикулярных плоскостях.
Для реализации способа выполняют операции.
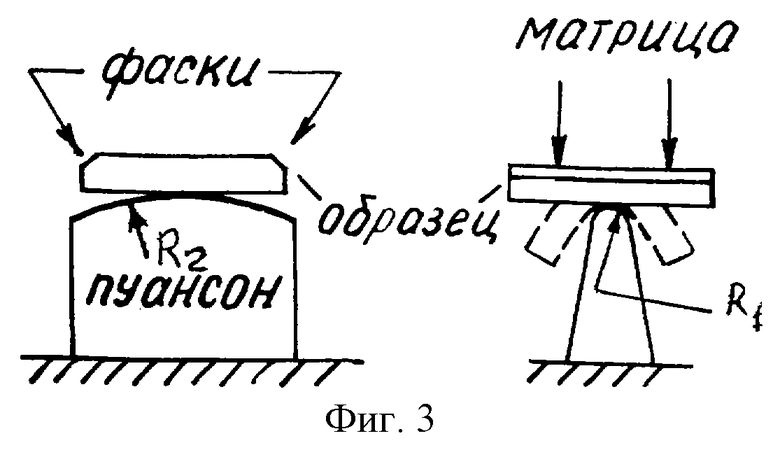
1. Изготавливают пластинчатые образцы из штампуемых листов, например, размером 14х15 мм. Запиливают на двух противоположных кромках плоскости выпуклой при изгибе фаски (фиг.3).
2. Изготавливают приспособление для изгиба с пластинчатым пуансоном двух видов скругления одного рабочего торца. Первый радиус - по всей ширине пуансона, равный толщине листа или менее, ближе к радиусу изгиба детали при штамповке. Второй - скругление торца пластины пуансона от кромки до кромки по его ширине радиусом, значительно большим ширины испытуемого образца (фиг. 3).
Изготавливают опору-матрицу с окном для изгиба образца (фиг.3) и наблюдения за первой трещиной.
3. Образец приклеивают (крепят) к матрице снизу под окном волокна (направление проката листа) поперек длины окна.
4. Собирают приспособление: образец на матрице располагается над пуансоном.
5. Подготавливают лупу увеличения 2...4.
6. Приспособление устанавливают на испытательную машину (на "сжатие"). Устанавливают необходимую по ГОСТ 14019-80 скорость сжатия (изгиба).
7. Изгибают образец до появления первой трещины на его выпуклой кверху поверхности, видимой с помощью лупы (фиг.4).
8. Измеряют угол изгиба образца в градусах. Для удобства определяют оставшийся в образце угол, а угол изгиба определяют как
ω° = 180-α°
где: α°- угол, оставшийся в образце после изгиба (фиг.5),
ω°- угол, соответствующий сопротивлению надрыва.
Способ проверен на 3-х примерах.
Пример 1. Листы молибденового сплава ЦM2A толщиной 0,8 мм подвергали поверхностной обработке различными способами с целью улучшения их штампуемости. Определяли сопротивление надрыву (ω°) по отдельным образцам, среднее значение  и среднеквадратичное отклонение Sω. Результаты показаны в таблице 1.
и среднеквадратичное отклонение Sω. Результаты показаны в таблице 1.
Оценивая предложенный в данной заявке показатель - сопротивление надрыву, удалось обосновать предусмотренный техническими условиями на поставку листов (ТУ48-4206-04-00) способ обработки поверхности - травление, обеспечивающий наилучшую стабильность свойства листов в партии, т.е. наименьшее значение среднеквадратичного, равное 7,7, что меньше 9,3, а также 25 и 31o (таблица 1), чем при других способах.
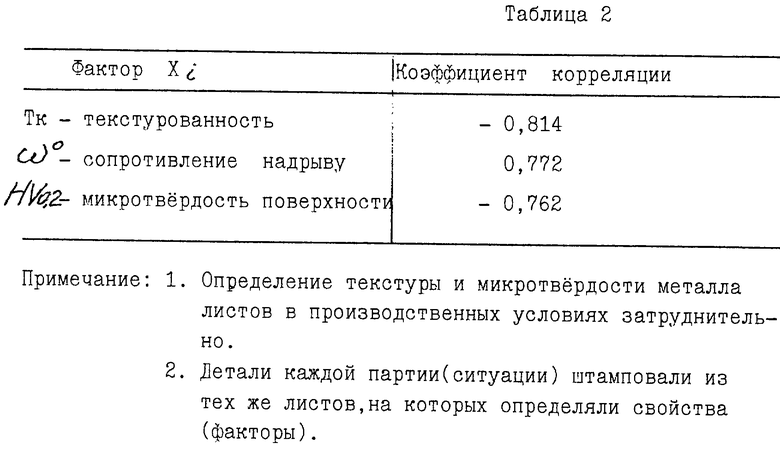
Пример 2. Из листов молибденового сплава ЦМ2А толщиной 0,8 мм штамповали чашеобразные детали диаметром около 25 мм. Предварительно в листах создавали, варьировали различный уровень комплекса свойств: текстурованность Тк, определяемую рентгенографически, микротвердость поверхности HV 0,2, сопротивление надрыву ω° (всего 18 факторов по 9 ситуациям), отражающие химсостав, толщину листов, шероховатость поверхности, перепад твердости по сечению, склонность к расслоению. Влияние факторов на отклик Б (%) - число годных штамповок без надрыва ранжировали методом сравнения коэффициентов парной корреляции rxy. Результаты ранжировки значимых факторов (r критический равен 0,602) показаны в таблице 2, откуда видно, что сопротивление надрыву позволяет прогнозировать штампуемость (rxy=0,772) с использованием уравнения регрессии
Б(%) = -33,26+0,961ω°
где: ω° в диапазоне 40-135o, а Б от 4 до 96%.
Пример 3. Исследовали влияние на выход годных без надрыва (Б, %) при штамповке чашеобразных деталей диаметром 25 мм из листов сплава ЦМ2А толщиной 0,8 мм механических свойств, прочности, пластичности, глубины выдавливания по Эраксену (JE, мм), числа гиб-отгибов (N⊥) и склонности к расслоению (А. с. 1603966, МПК G 01 N 3/32), твердости и сопротивления надрыву (ω°), т. е. семи факторов по шести ситуациям (плавкам). В таблице 3 показаны три первых значимых фактора, полученных ранжировкой корреляционным анализом (rxy) и методом случайного баланса (В, %). Здесь также, как в примере 2, сопротивление надрыву ω° имеет корреляционную связь с выходом годных без надрыва (Б, %). При этом в отличие от испытаний на гиб-отгиб (N⊥) и выдавливания по Эриксену (JE) определение ω требует меньшего расхода дефицитного металла - таблица 3.
В заявке 5 чертежей.
Фиг.1 - схема чашеобразных штамповок из листа сплава ЦМ2А, (сечение);
фиг.2 - схема испытания сопротивления надрыву;
фиг. 3 - надрыв на наружной поверхности штамповки из листа сплава ЦМ2А, х2;
фиг. 4 - образцы после испытания сопротивления надрыву: а - без надрыва, б - надрыв короткий, в - надрыв длинный, х3;
фиг. 5 - испытанные образцы с различным сопротивлением надрыву: а - малым, б - большим.
Технический результат внедрения предлагаемого способа заключается в возможности оптимизировать свойства листов с целью обеспечения удовлетворительной штампуемости и исключения брака, что бывает на отдельных партиях (плавках) листов, по надрывам.
Сопротивление надрыву (ω°) удовлетворительно коррелирует с выходом годных без надрыва (Б, %) также, как текстурованность (Тк) листов, что показано в примере 2. В работе (Бочвар А.А. Металловедение. - М: Металлургиздат, 1956, с. 88 и 89) показано, что текстурованность листов определяет анизотропию их пластичности, что ведет к фестонистости при штамповке стаканов и их браку.
Определять же текстурованность рентгенографически на заводах в производственных условиях затруднительно или нереально, тогда как определять сопротивление надрыву путем изгиба вполне реально. Это позволит оптимизировать режим штамповки, сократить технологический брак, расход дорогого и дефицитного металла и повысить качество изделий электровакуумного производства.





Изобретение относится к методам испытания деталей из тугоплавких металлов, используемых в электровакуумном производстве. Способ определения штампуемости чашеобразных деталей электровакуумного производства из листов тугоплавких металлов заключается в изготовлении пластинчатых образцов и их испытании на изгиб с определением предельной пластичности до появления первой трещины, определяемой визуально с помощью увеличительного прибора с увеличением 2-4. В процессе испытаний измеряют углы изгиба образцов и оценивают выход годных без надрыва штамповок, при этом испытания образцов на изгиб осуществляют при помощи пластинчатого пуансона, выполненного с двумя округлениями рабочего торца во взаимно перпендикулярных плоскостях, первое из которых выполнено по всей ширине пуансона, радиус которого меньше или равен толщине испытуемого пластинчатого образца, а второе выполнено от кромки до кромки по всей ширине пластинчатого пуансона, радиус которого больше ширины испытуемого образца. Данное изобретение позволяет обеспечить испытание с зарождением и развитием трещины в центре образца, а также обеспечить более раннее обнаружение первой трещины как можно меньших размеров. 3 табл., 5 ил.
Способ определения штампуемости чашеобразных деталей электровакуумного производства из листов тугоплавких металлов, заключающийся в изготовлении пластинчатых образцов и их испытаниях, отличающийся тем, что образцы испытывают на изгиб с определением предельной пластичности до появления первой трещины, определяемой визуально с помощью увеличительного прибора с увеличением 2-4, измеряют углы изгиба образцов и оценивают выход годных без надрыва штамповок, при этом испытания образцов на изгиб осуществляют при помощи пластинчатого пуансона, выполненного с двумя скруглениями рабочего торца во взаимно перпендикулярных плоскостях, первое из которых выполнено по всей ширине пуансона, радиус которого меньше или равен толщине испытуемого пластинчатого образца, а второе - выполнено от кромки до кромки по всей ширине пластинчатого пуансона, радиус которого больше ширины испытуемого образца.
| Устройство для элекротелескопии | 1927 |
|
SU14019A1 |
| Методы испытания на изгиб" | |||
| Экономайзер | 0 |
|
SU94A1 |
| СОЕДИНЕНИЯ И СПОСОБЫ МОДУЛИРОВАНИЯ КИНАЗЫ И ПОКАЗАНИЯ К ИХ ПРИМЕНЕНИЮ | 2013 |
|
RU2666146C2 |
| Способ оценки степени опасности дефектных кольцевых стыков на магистральных газопроводах | 2022 |
|
RU2817232C2 |
| US 3421365 А, 14.01.1969 | |||
| БЕРНШТЕИН А.С | |||
| и др | |||
| Фотоэлектрические измерительные микроскопы | |||
| - М.: Машиностроение, 1976, с.110-113 | |||
| Способ испытания жаропрочных и иных металлов на технологическую пластичность | 1960 |
|
SU139126A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХРУПКОСТИ ЛИСТОВ ИЗ ТУГОПЛАВКИХ СТОЖЖЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1995 |
|
RU2085899C1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| МНОГОДОЗОВЫЙ ИНГАЛЯТОР | 2017 |
|
RU2727239C2 |

