Изобретение относится к испытаниям холоднокатаного проката слоистых тугоплавких металлов с нерекристаллизованной структурой без отжига, например полос молибдена, и может применяться при контроле готового проката, а также при входном контроле на машиностроительных предприятиях.
При изготовлении деталей электровакуумного производства (ЭВП) из молибдена и его сплава ЦМ2А листовой штамповкой, включающей вырубку, вытяжку, калибровку, наблюдается отбраковка деталей по расслоениям. Известны способы испытания подобных металлов на расслоение. Склонность к расслоению листов толщиной 0,8 мм сплава ЦМ2А, например, проверяется циклическим изгибом поперечных пластинчатых образцов с определением числа гибов и характера разрушения, что описано в статье (Л.П. Карпов. Расслоение и микрорасслоение в деталях из листов сплава ЦМ2А // МиТОМ, 1982, 9, с.58-60) и описании к изобретению "Способ испытания листового материала циклическим изгибам" авторы Л.П. Карпов и О.Л. Кордюкова, а.с. СССР 1603966, 1990г.). Однако для испытания тонких полос, в частности толщиной 0,4 мм молибдена марки МЧ, данный способ не годится, т.к. зона разрушения не локализуется при изгибе.
Способ предусматривает быстрое нагружение образцов за время 1 с гиб-отгиба. Для определения начала разрушения металл осматривается визуально без применения увеличительных приборов.
Данный способ испытания принят за ближайший аналог.
Недостатки ближайшего аналога: не обеспечивается локальная зона пластической деформации образца и чувствительность определения момента начала его разрушения.
Задача изобретения: обеспечить локальность зоны пластической деформации и ранее обнаружение начала разрушения металла в этой зоне.
Поставленная задача решается тем, что в качестве образцов испытуемой партии используют образцы, изготовленные из молибдена МЧ толщиной 0,4 мм вдоль направления проката, в качестве лупы для наблюдения за состоянием данных образцов используют лупу с увеличением 2,5-4,0 Х, а консольный изгиб каждого испытуемого образца осуществляют на угол 90o таким образом, чтобы каждый гиб или отгиб выполнялся за время 2-3 с, при этом применяют зажимы с радиусом 2 мм с вылетом образца от зажимов до поводка 16-17 мм, имеющего щель 1,1-1,6 мм.
Для реализации способа выполняют операции.
1. Изготавливают пластинчатые образцы размерами, например, для полосы толщиной 0,4 мм 10 х 45 мм, с размером 45 вдоль направления проката.
2. На приборе НГ-1 или другого типа по ГОСТ 13813-68 устанавливают зажимы с радиусом 2 мм, поводок с щелью 1,1-1,6 мм, подготавливают лупу увеличения 2,5-4,0, секундомер и лампу для местного освещения зоны изгиба образца.
3. Устанавливают образец в зажимы с вылетом от них до поводка 16-17 мм. Плавно изгибают образец от вертикали на угол 90o и возвращают в исходное положение, повторяют циклы до появления разрушения, видимого в лупу на любом торце в зоне изгиба образца или на одной из его плоскостей. Записывают число гиб-отгибов и характер разрушения.
4. Испытывают все образцы.
5. Определяют склонность к расслоению каждого образца:
балл 0 - разрушение без расслоения, усталостно по плоскости;
балл 1 - разрушение расслоением или козырьком отслоения с числом циклов более 2-х;
балл 2 - разрушение расслоением с числом циклов 1-2.
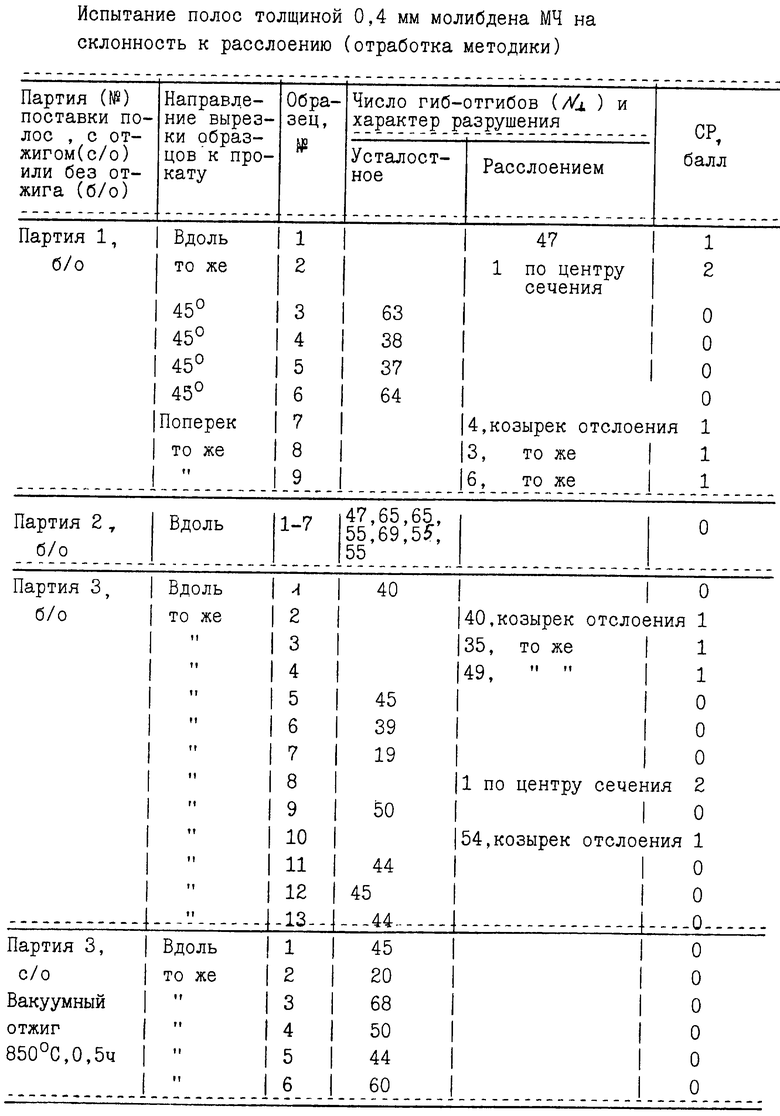
6. Усредняют результаты склонности образцов испытанной партии. Например, получена склонность 10 образцов: 0,0,1,0,2, 1,1,0,1,0. Средняя склонность равна 0,6 балла.
Способ проверен практически при испытании нескольких партий поставки полос МЧ - 0,4 мм. Результаты определения числа гибов и характера разрушения образцов показаны в таблице и на чертеже.
Все испытанные партии полос выдержали испытание на соответствие ТУ48-19-315-89 по механическим свойствам и на расслоение путем изгиба диагональных пластин на 180o вокруг оправки с радиусом 1 мм.
Технический результат предлагаемого способа заключается в возможности снижать склонность к расслоению проката тугоплавких металлов и за счет этого повышать выход годных деталей ЭВП, что позволит сократить расход дефицитного проката и повысить качество изделий ЭВП. Имея чувствительный метод определения склонности к расслоению, на машиностроительных предприятиях можно оптимизировать технологию изготовления деталей из проката, например, путем отжига холоднокатаных полос, снижая отбраковку деталей по расслоениям (таблица).
Изобретение относится к методам испытаний холоднокатаного проката слоистых тугоплавких металлов с нерекристаллизованной структурой без отжига. Соответствующий способ заключается в изготовлении партии образцов, испытании их на малоцикловую усталость односторонним консольным изгибом до появления видимых в лупу признаков разрушения, оценке числа циклов гиба-отгиба и характера разрушения: разрушение расслоением торца образца, разрушение отслоения козырьком на плоскости образца или усталостное разрушение поперек плоскости образца без расслоения, определении склонности материала образцов к расслоению в баллах с учетом числа циклов и характера разрушения и усреднении полученных результатов склонности материала образцов к расслоению по всем образцам партии. При этом в качестве образцов испытуемой партии используют образцы, изготовленные из молибдена МЧ, толщиной 0,4 мм вдоль направления проката, в качестве лупы для наблюдения за состоянием данных образцов используют лупу с увеличением 2,5-4,0 X, а консольный изгиб каждого испытуемого образца осуществляют на угол 90o таким образом, чтобы каждый гиб или отгиб выполнялся за время 2-3 с. Консольный изгиб каждого испытуемого образца могут выполнять в зажимах с радиусом 2 мм с вылетом образца от зажимов до поводка 16-17 мм, имеющего щель 1,1-1,6 мм. Данное изобретение направлено на обеспечение локальности зоны пластической деформации и раннее обнаружение начала разрушения металла в этой зоне. 1 з.п.ф-лы, 1 ил., 1 табл.