Изобретение относится к обработ- ке металлов давлением в частности к способам оценки штампуемости листового металла.
Цель изобретения - повышение точности оценки при выявлении способности испытуемого металла к формо- ;вочным операциям.
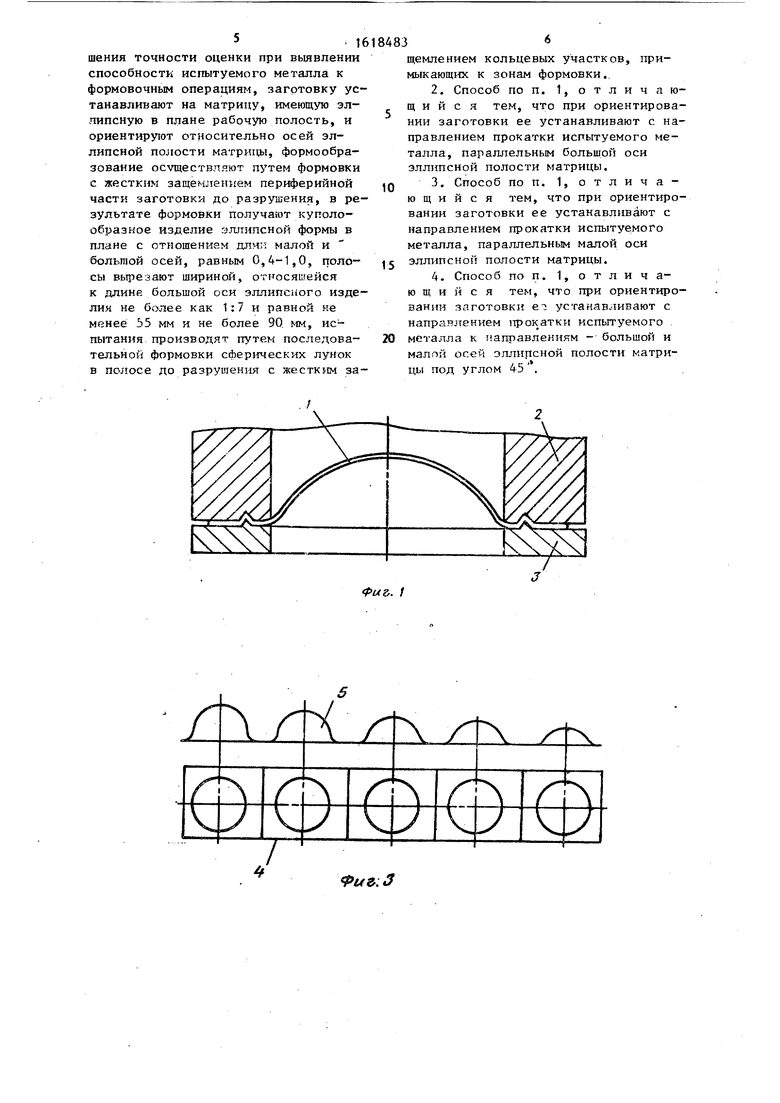
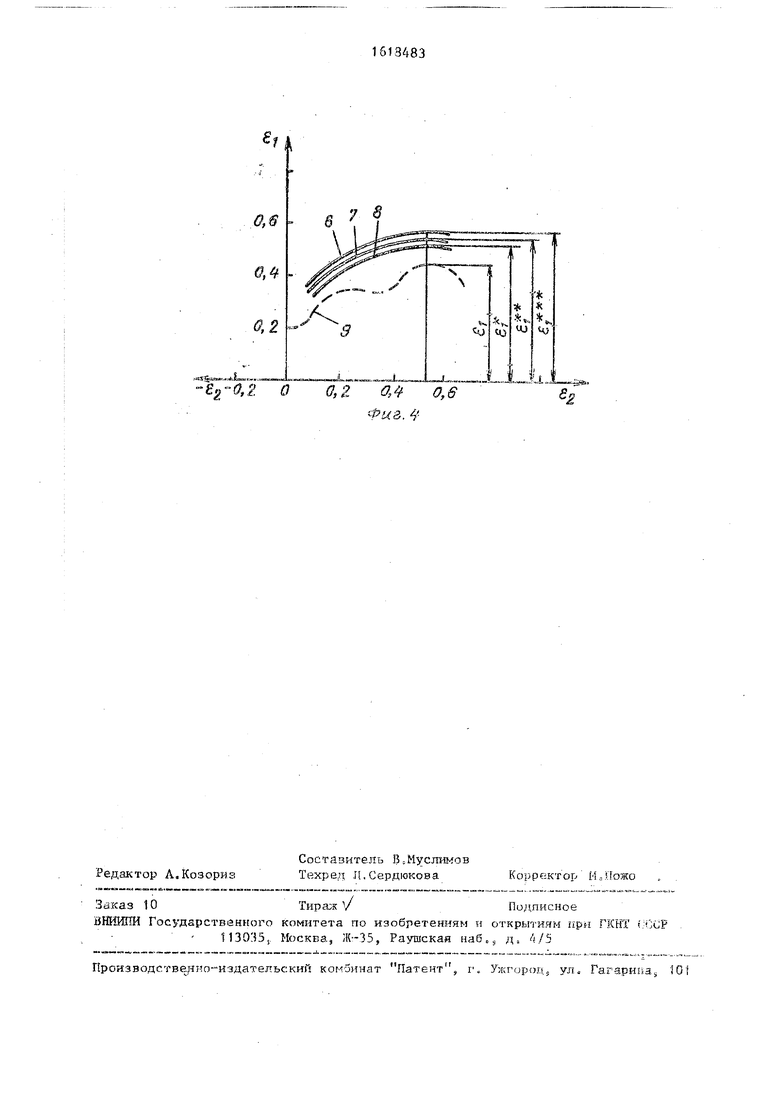
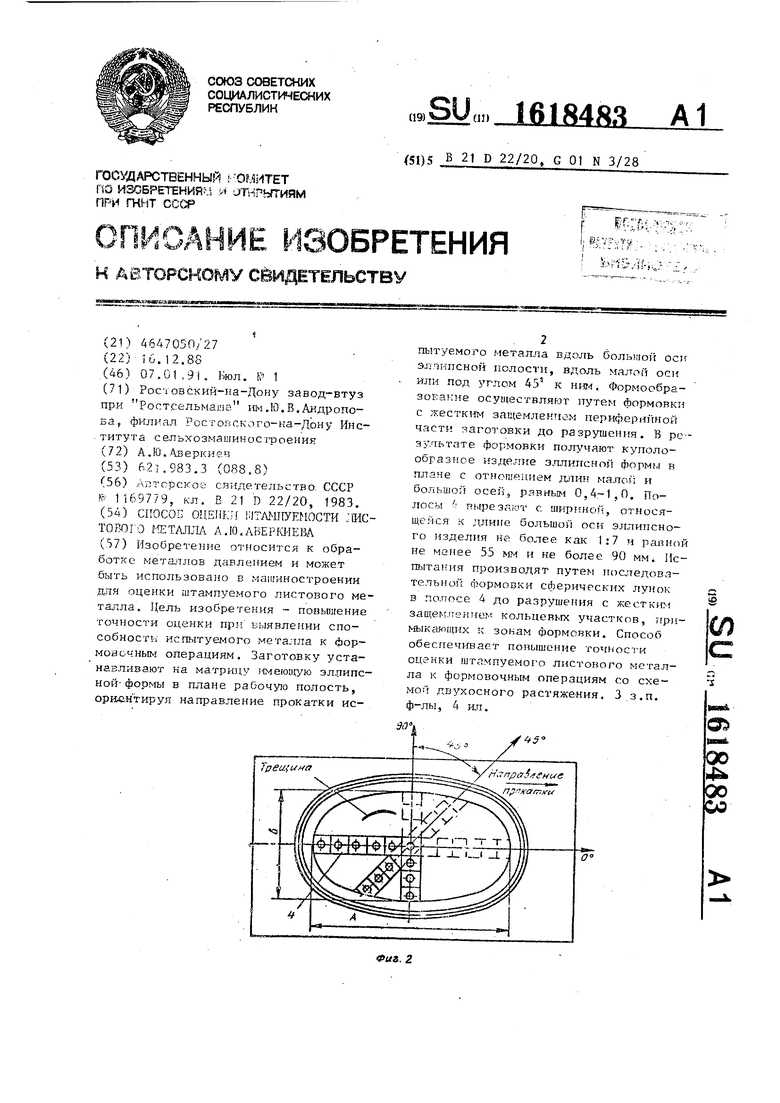
На фиг. 1 изображена схема фор- мовки полого полуфабриката в эллип- сные матрицы с различными отношениями большой и малой осей проема матриц- и жестко зажатой заготовкой; на фиг. 2 - направления вырезки по- лос вдоль,- поперек и под углом 45° к осям проема матриц и направление прокатки,1 на фиг. З - испытания полосы, вырезанной из полого полуфабриката,1 на фиг. 4 - кривые предель- ной штампуемости, построенные для полос, вырезанных вдоль, поперек и под углом 45° к осям эллипсных матриц или направлениям прокатки, накопленное поле деформаций для штампу емой детали и отношение их как резерв пластичности.
На схемах обозначены полый полуфабрикат 1, эллипсная матрица 2,
ПРИЖИМ 3 С КЛИНОВЫМ РИФТОМ, ПОЛОСЫ
4, вырезанные из полого полуфабриката, сферические лунки 5, кривые 6-8 предельной штампуемостй и кривая. 9 отношений деформаций 8 и для готовой детали.
Способ осуществляют следующим образом .
На листовую заготовку (не показана) из испытуемого металла наносят координатную сетку, состоящую из соприкасающихся окружностей диаметром 2-3 мм. Заготовку устанавливают на матрицу 2 с эллипсной в плане рабочей полостью, ориентируя направление прокатки испытуемого ме- талла или вдоль большой оси эллипсной полости матрицы 2-, или вдоль малой оси, или под углом 45° к ним. Затем заготовку формуют до.разрушения с жестким защемлением ее пе
риферийной части, в результате.чего получают куполообразное изделие 1 эллипсной формы в плане с отношением длин малой и большой осел, равным 0,4-1,0. Из стенки изделия 1 от фланца до полюса .на целой неразрушенной части в направлении вдоль ,его большой оси, вдоль малой оси и под углом 45 к ним вырезают поло
5 0 5
Q
с
Q
0
5
сы 4 шириной, относящейся к длине, большой оси эллипсного .изделия не более как 1:7- и равной не менее 55 мм и не более 90 мм. После этого полосы испытывают путем последовательной формовки, например, сферическим пуансоном или жидкостью сферических лунок 5 в полосе 4 с жестким защемлением кольцевых участков, примыкающих к зонам формовки.
По координатной сетке замеряют предельные деформации в радиальном Ј и перпендикулярном ему тангенциальном &5 или их интенсивностей Јкр Ј.(я направлениях. По сумме замеренных главных деформаций Ј и t, на первом и втором этапах строят кривые 6-8 предельной штампуемости, учитывающие градиенты к неоднородность соответственно вдоль, поперек и под углом 45 к осям эллипсного изделия 1.
Сопоставляя имеющиеся данные по деформированному состоянию (кривую 9 соотношений деформаций б-f и 6 для какой-либо детали) (не показана) с полученными кривыми 6-8 предельной штампуемссти, оценивают, насколько пригоден металл для изготовления. данной детали в виде отношений Јf/ Ј//& или их интенсивнос- к отношению главных деформаций Јкр/, где Ы ёо,
Предложенный способ по сравнению с известным позволяет более точно с учетом неоднородности и анизотропии в различных направлениям прокатки- оценивать штампуемость листового металла к формовочным операциям.
Фо. рмула изобретения
1. Способ оценки штампуемости листового металла путем нанесения координатной сетки на листовую заготовку из испытуемого металла, установки .ее на матрицу формообразования, вырезки полос из полученного полого полуфабриката по всей длине- образующей в направлении вдоль, поперек и под углом 45° к направлению прокатки испытуемого металла, испытания деформированием до разрушения, построения по результатам испытаний диаграммы предельной штампуемости и сопоставления предельных и накопленных деформаций, отличающийся тем, что, с целью повы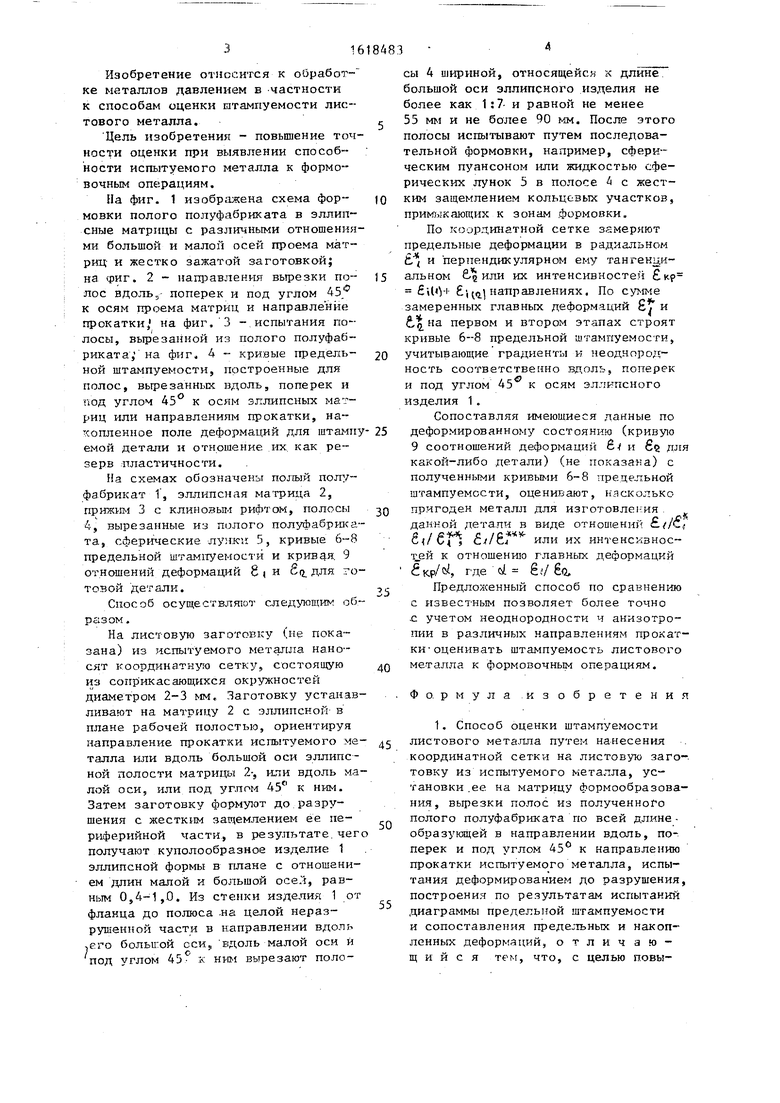
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| Способ оценки штампуемости листового металла | 1983 |
|
SU1169779A1 |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618484A2 |
| Способ определения штампуемости листового металла | 1988 |
|
SU1626122A2 |
| СПОСОБ ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2621324C2 |
| Способ оценки штампуемости листового металла | 1980 |
|
SU902919A1 |
| СПОСОБ КОНТРОЛЯ ШТАМПУЕМОСТИ ЛИСТОВЫХ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071604C1 |
| Способ оценки штампуемости листового металла при обтяжке | 1990 |
|
SU1796317A1 |
ГЛ rN rt
Фиг.З
Фи,. 1
,2 о
0,2 0,Ц 0,6 Puz. 4
Ј
| Способ оценки штампуемости листового металла | 1983 |
|
SU1169779A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
