Предлагаемое изобретение относится к области машиностроения и может быть использовано в подшипниковой промышленности для окончательной обработки дорожек качения колец подшипников, обеспечивающей повышение их долговечности и надежности.
Традиционно на заключительной стадии обработки дорожек качения подшипников используют абразивную доводку. Этот вид обработки позволяет обеспечить требуемые точностные и качественные параметры обрабатываемых поверхностей, однако замечено, что при этом происходит шаржирование обрабатываемой поверхности абразивными зернами. В процессе эксплуатации находящиеся на рабочих поверхностях абразивные зерна становятся причиной повышенного абразивного износа поверхностей и преждевременного выхода подшипника из строя. Кроме того, углубления, оставшиеся на поверхности дорожки качения от выпавших абразивных зерен, становятся источниками появления усталостных разрушений, что также приводит к снижению долговечности подшипника. В связи с этим использование безабразивных методов осуществления окончательной обработки дорожек качения колец подшипников, лишенных указанных недостатков, позволит в значительной мере повысить надежность и долговечность опор качения.
Известны устройства и способы [1] безабразивной обработки цилиндрических поверхностей, пригодные для доводки дорожек качения подшипников. Однако эти способы и устройства малопроизводительны и трудны в осуществлении. Кроме того, ограничены их технологические возможности в достижении требуемых точностных и качественных параметров обрабатываемых поверхностей.
Известен способ и устройство для обработки дорожек качения колец подшипников шариками [2] . Устройство содержит конус с набором шариков, которые вводят во вращающееся наружное кольцо. Конус используют для создания рабочего давления в зоне обработки и обеспечения проскальзывания на площадках контакта, шаров и дорожки качения. Данное устройство имеет малую производительность в результате того, что за одну установку обработке подвергается лишь одно кольцо, и обладает низкой формообразующей способностью, так как дорожка качения обрабатывается лишь в пределах пятна контакта инструмента и заготовки. Кроме того, устройство неприменимо для обработки дорожек качения роликовых подшипников.
Известен способ и устройство для обработки цилиндрических поверхностей [3] . Устройство содержит инструментальную обойму с сепаратором и комплектом роликов. Инструментальную обойму с роликами наклоняют под некоторым углом к вращающейся обрабатываемой поверхности, сообщают вращение вокруг наклонной оси и движение подачи вдоль обрабатываемой поверхности, а также обеспечивают давление инструмента на поверхность обработки.
Можно отметить следующие недостатки данного устройства:
1. Ограниченность области применения, т.к. его невозможно использовать для обработки шариковых подшипников.
2. Невозможность одновременной обработки нескольких колец, что способствует значительному уменьшению производительности обработки.
3. Отсутствие возможности рационального профилирования обрабатываемой поверхности, что очень важно для обеспечения повышенной долговечность подшипников.
4. Необходимость использования нагружающего устройства для создания рабочего давления инструмента на обрабатываемую поверхность, что значительно усложняет конструкцию устройства.
Известно устройство [4] для осуществления способа совместной доработки деталей подшипников в собранном виде. Оно содержит рабочий вал, расположенный в корпусе на двух опорах. Опоры состоят из прикатываемых подшипников, установленных в технологические подшипники, смонтированные в корпусе таким образом, что их оси вращения пересекаются в его плоскости симметрии. Рабочий вал расположен внутри полого вала, установленного в корпусе на соосных подшипниковых опорах и имеющего клиновой ручей для приводного ремня, выполненный напротив отверстия в корпусе. Шлицевые торцы полого вала взаимодействуют со шлицевыми торцами внутренних колец технологических подшипников. На резьбовом конце рабочего вала для фиксации подшипников в рабочем положении предусмотрена гайка.
К числу недостатков данного решения следует отнести следующее:
1. Оно относится к области доработки подшипников качения в собранном виде и представляет собой дополнительную операцию в технологическом процессе изготовления подшипников, предназначенную для устранения погрешностей механической обработки их деталей, что снижает производительность и повышает себестоимость изготовления. В случае применения на стадии механической обработки деталей подшипника более эффективных методов, позволяющих повысить качество формообразования рабочих поверхностей, необходимость использования такой приработки в собранном виде может отпасть.
2. Доработка осуществляется в абразивной среде, что не исключает шаржирования абразивных зерен в рабочие поверхности деталей, а это снижает их качество и может явиться причиной снижения долговечности подшипников.
3. Необходимость доработки рабочих поверхностей всех деталей прирабатываемого подшипника требует использования сложной кинематики их перемещения, что в значительной степени усложняет конструкцию устройства.
Наиболее близким по технической сущности и достигаемому эффекту заявляемому решению является устройство для осуществления способа безабразивной обработки дорожек качения подшипников [5], при котором создают перекос оси вращения инструмента относительно плоскости симметрии обрабатываемой поверхности и сообщают им вращения с условием, что ось инструмента описывает конус с вершиной в центре симметрии обрабатываемой поверхности. Обработку ведут инструментальной обоймой с телами качения и сепаратором, причем обойма, сепаратор и тела качения соответствуют по форме и размерам кольцам, сепаратору и телам качения подшипника, деталь которого подвергают обработке. Угол перекоса выбирают из условия обеспечения натяга между инструментом и заготовкой, а вращение инструментальной обоймы осуществляют вокруг оси вращения заготовки.
Устройство для безабразивной обработки дорожек качения подшипников [5] содержит полый вал, установленный в корпусе на соосных подшипниковых опорах. Полый вал снабжен приводным ремнем. В качестве инструмента использованы две инструментальные обоймы с телами качения и сепараторами, установленные на концах полого вала наклонно относительно оси симметрии заготовки, и с возможностью пересечения их осей в плоскости симметрии устройства. Устройство снабжено двумя шпинделями изделия, установленными соосно друг с другом и с полым валом. При этом шпиндели изделий вместе с обрабатываемыми заготовками имеют возможность перемещаться в рабочую зону инструментальных обойм.
Недостатком данного устройства является то, что оно предназначено для безабразивной обработки дорожек качения только внутренних колец подшипников и не может быть использовано для доводки дорожек качения наружных колец.
Задачей настоящего изобретения является устранение указанного недостатка прототипа, а именно создание устройства для безабразивной обработки дорожек качения наружных колец подшипников.
Поставленная задача решается тем, что в устройстве для безабразивной доводки дорожек качения колец подшипников, содержащем полый вал, установленный в корпусе на подшипниковых опорах, снабженный приводным ремнем, инструментальные обоймы с телами качения и сепараторами, расположенные наклонно относительно оси симметрии устройства и с возможностью пересечения их осей в плоскости симметрии устройства, и два шпинделя, установленные соосно с полым валом и с возможностью перемещения их в зону обработки заготовок, монтажные поверхности полого вала, предназначенные для установки заготовок, выполнены соосными относительно оси вращения устройства, а инструментальные обоймы с телами качения и сепараторами установлены на шпинделях, концы которых выполнены наклонно к оси вращения устройства.
Существенными признаками заявляемого технического решения, которые отличают его от прототипа и обуславливают соответствие этого решения критерию "новизна", являются:
1. Заготовки установлены на концах полого вала.
2. Монтажные поверхности полого вала, предназначенные для установки заготовок, выполнены соосными относительно оси вращения устройства.
3. Устройство имеет два инструментальных шпинделя, установленных соосно друг с другом и с полым валом. На концах инструментальных шпинделей расположены наклонно инструментальные обоймы с телами качения и сепараторами и с возможностью перемещения в рабочую зону заготовок.
Среди известных технических решений нами не обнаружены решения со сходными признаками. Следовательно, заявляемое техническое решение обладает существенными отличиями.
Совокупность известных по прототипу и перечисленных новых существенных признаков обеспечивает достижение положительного эффекта при осуществлении изобретения:
1. Обеспечивает получение на обрабатываемой поверхности наружного кольца подшипника профиля с оптимальной геометрической формой, соответствующей той, которая формируется на рабочих поверхностях деталей подшипника в результате их приработки на начальном этапе эксплуатации, что способствует повышению долговечности подшипника. Это происходит от того, что инструмент для обработки дорожки качения наружного кольца подшипника по форме и размерам соответствует его внутреннему кольцу с сепаратором и комплектом тел качения. Угол перекоса инструментальной обоймы обеспечивает натяг в системе "инструмент - деталь" и в результате этого в процессе обработки создается необходимое давление инструмента на обрабатываемую поверхность. Кроме того, угол перекоса способствует возникновению проскальзывания контактирующих поверхностей, что приводит к интенсификации процесса удаления металла с обрабатываемой поверхности. Наличие заданного перекоса инструментальной обоймы обеспечивает процесс профилирования обрабатываемой поверхности, на которой образуется выпуклый профиль, позволяющий подшипнику надежно и без возникновения критических напряжений работать в самом широком диапазоне условий эксплуатации при различных углах перекоса колец, неизбежно возникающего при монтаже подшипников в узлы. Пересечение поперечных плоскостей симметрии инструментальной обоймы и обрабатываемой поверхности в центре симметрии заготовки обеспечивает в процессе обработки образование симметричного профиля обрабатываемой поверхности. Вращение наклоненной инструментальной обоймы с сепаратором и комплектом тел качения осуществляется вокруг оси вращения заготовки так, что ось обоймы описывает конус. Это необходимо для того, чтобы инструментальные ролики обработали всю поверхность заготовки, обкатывая ее с некоторым давлением и проскальзыванием. Для обеспечения в процессе обработки заданного перекоса инструментальной обоймы относительно обрабатываемой заготовки посадочные поверхности инструментальных шпинделей, предназначенные для установки инструментальных обойм, выполнены не соосно, а с наклоном, так что их оси пересекаются в плоскости симметрии устройства. Это обеспечивает одинаковые условия одновременной обработки двух заготовок, а также симметричность получаемого профиля обрабатываемых поверхностей.
2. Наличие в устройстве двух соосных инструментальных шпинделей обеспечивает одновременную обработку двух заготовок, что позволяет значительно повысить производительность операции и степень ее автоматизации, а отсутствие процесса шаржирования обрабатываемой поверхности абразивом обеспечивает повышение качества обработки.
Сущность изобретения поясняется чертежом, на котором представлен общий вид устройства.
Устройство для безабразивной доводки дорожек качения колец подшипников (вариант) состоит из бабки изделия 1, которая содержит полый вал 2 с клиновым ручьем 3. Полый вал 2 расположен в корпусе 4 на соосных подшипниковых опорах 5. На концах полого вала 2 соосно с ним установлены заготовки 6, 7. Предлагаемое устройство имеет два инструментальных шпинделя 8 и 9, на концах которых установлены инструментальные обоймы 10, 11 с сепаратором 12 и комплектом тел качения 13, так, что оси симметрии 14, 15 инструментальных обойм 10, 11 пересекаются в плоскости симметрии 16 устройства. Кроме того, поперечные оси симметрии 14, 15 инструментальных обойм 10, 11 и поперечные оси симметрии 17, 18 заготовок 6, 7 пересекаются в центрах симметрии 19, 20 обрабатываемых поверхностей. Инструментальные шпиндели 8,9 установлены соосно друг с другом и с полым валом 2, и с возможностью перемещения инструментальных обойм 10, 11 с сепараторами 12 и телами качения 13 в рабочую зону обрабатываемых заготовок 6,7 и вращения вокруг оси 21. Полый вал 2 снабжен приводным ремнем 22 для осуществления вращения вокруг оси 21.
Предложенное устройство работает следующим образом.
Инструментальные обоймы 6, 7 с сепаратором 12 и телами качения 13, установленные в инструментальных шпинделях 8, 9, помещают в рабочую зону обрабатываемых заготовок 6, 7, обеспечивая контакт с телами качения 13, и придают вращение вокруг оси 21 с частотой nи. Посредством клинового ремня 22, помещенного в клиновой ручей 3, сообщают вращение полому валу 2 вместе с заготовками 6, 7 с частотой n3 вокруг оси 21. При этом сепаратор 12 с комплектом инструментальных роликов 13 в результате действия сил трения тоже получит вращение с частотой, отличной от частоты вращения nи инструментальных обойм 10,11. В результате того что инструментальные обоймы 10,11 установлены на концах инструментальных шпинделей 8,9 с наклоном и вращаются вокруг горизонтальной оси 21, пятно контакта каждого инструментального ролика 13, вращающегося вместе с сепаратором 12, будет перемещаться от одного края обрабатываемой поверхности к другому и обратно. При этом ролик 13, двигаясь по обрабатываемой поверхности, в результате перекоса, будет совершать качательные движения вокруг своего центра симметрии. В процессе движения каждый ролик 13, попадая в плоскость перекоса (плоскость чертежа), будет контактировать либо крайними точками правой части своей рабочей поверхности с крайними точками правой части обрабатываемой поверхности заготовок 6,7, либо крайними точками левой части своей рабочей поверхности с крайними точками левой части обрабатываемой поверхности заготовок 6,7. В этом положении удельное давление на контактной площадке очень высоко и достигает максимального значения. По мере качения ролика 13 площадка контакта его рабочей поверхности с обрабатываемой поверхностью заготовок 6,7 будет смещаться к центру с одновременным уменьшением давления в зонах контакта. При попадании ролика 13 в плоскость, перпендикулярную плоскости перекоса (плоскость, перпендикулярную плоскости чертежа), он будет контактировать точками средней части своей рабочей поверхности с точками середины обрабатываемой поверхности заготовок 6,7. Удельное давление в зоне контакта снизится до минимального значения. По мере дальнейшего движения ролика 13 его площадка контакта будет перемещаться от центра рабочей поверхности к ее краю с одновременным возрастанием удельного давления на нее.
В результате принудительного вращения заготовок 6,7 и инструментальных обойм 10,11 вместе с сепаратором 12 и комплектом роликов 13 с различными частотами все точки рабочей поверхности роликов 13 будут периодически находиться во всех описанных положениях, произойдет обкатывание роликами 13 обрабатываемой поверхности заготовок 6,7 с проскальзыванием и переменным давлением вдоль образующей обрабатываемых поверхностей. В местах наибольшего удельного давления будет обеспечиваться максимальное удаление металла с обрабатываемой поверхности, по мере уменьшения удельного давления удаление металла также будет уменьшаться. Создание регулярного микрорельефа на рабочих поверхностях роликов 13 будет способствовать интенсификации процесса отделения металла. В конце обработки в результате образования на обрабатываемой поверхности заготовок 6,7 выпуклого профиля ролики 13 будут обкатывать обрабатываемую поверхность с равномерным удельным давлением во всех точках профиля.
Таким образом, в условиях предлагаемой обработки на рабочих поверхностях колец 6,7 формируется рациональный профиль, пригодный для работы подшипников в условиях неизбежных перекосов их колец.
Использование данного изобретения позволит столь простым методом получать оптимальную форму профиля рабочих поверхностей подшипников, исключить шаржирование абразивом и тем самым повысить качество окончательной обработки, что значительно увеличит надежность и долговечность опор качения, а значит, и работоспособность огромного количества механизмов машин и приборов.
Источники информации
1. Пшибыльский В. Технология поверхностной пластической обработки. - М.: Металлургия, 1991.
2. А.с. СССР 1065156. Способ обработки дорожек качения колец подшипников шариками. Опубл. в БИ 1, 1984.
3. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. - М.: Машиностроение, 1987.
4. Патент RU 2166678, F 16 C 33/64, В 24 В 19/06. Способ приработки подшипников в собранном виде и устройство для его осуществления /А.В. Королев, О.Ю. Давиденко, О.В. Земсков/ 2001, 13.
5. Заявка 2001111610/02 (012131) от 26.04.2001. Способ безабразивной обработки дорожек качения подшипников и устройство для его осуществления/ Давиденко О.Ю., Щекочихин С.А., Решетников М.К.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ ПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2207943C2 |
| СПОСОБ ПРИРАБОТКИ ПОДШИПНИКОВ В СОБРАННОМ ВИДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166678C2 |
| Способ обработки сферических подшипников в собранном виде и устройство для его осуществления | 2021 |
|
RU2770260C1 |
| Способ чистовой обработки колец подшипников | 2023 |
|
RU2821982C1 |
| СТАНОК ДЛЯ ХОНИНГОВАНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU1823336C |
| СПОСОБ ИМИТАЦИОННОЙ ДОВОДКИ ДЕТАЛЕЙ ШАРИКОПОДШИПНИКА | 2022 |
|
RU2811780C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВРАЩЕНИЯ ВАЛА | 2001 |
|
RU2203776C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1993 |
|
RU2072293C1 |
Изобретение относится к области машиностроения. Устройство содержит корпус и инструментальные обоймы, установленные с возможностью вращения. В корпусе на подшипниковых опорах установлен полый вал с приводным ремнем и монтажными поверхностями. Соосно с полым валом установлены два шпинделя, перемещаемые в зону обработки заготовок. Инструментальные обоймы содержат тела качения и сепараторы и расположены наклонно относительно оси симметрии устройства так, что их оси пересекаются в плоскости его симметрии. Монтажные поверхности выполнены соосными относительно оси вращения полого вала и служат для установки обрабатываемых заготовок. Инструментальные обоймы установлены на концах шпинделей, выполненных наклонно к оси вращения полого вала. Изобретение позволяет упростить конструкцию устройства и получить оптимальную форму профиля рабочих поверхностей колец подшипников. 1 ил.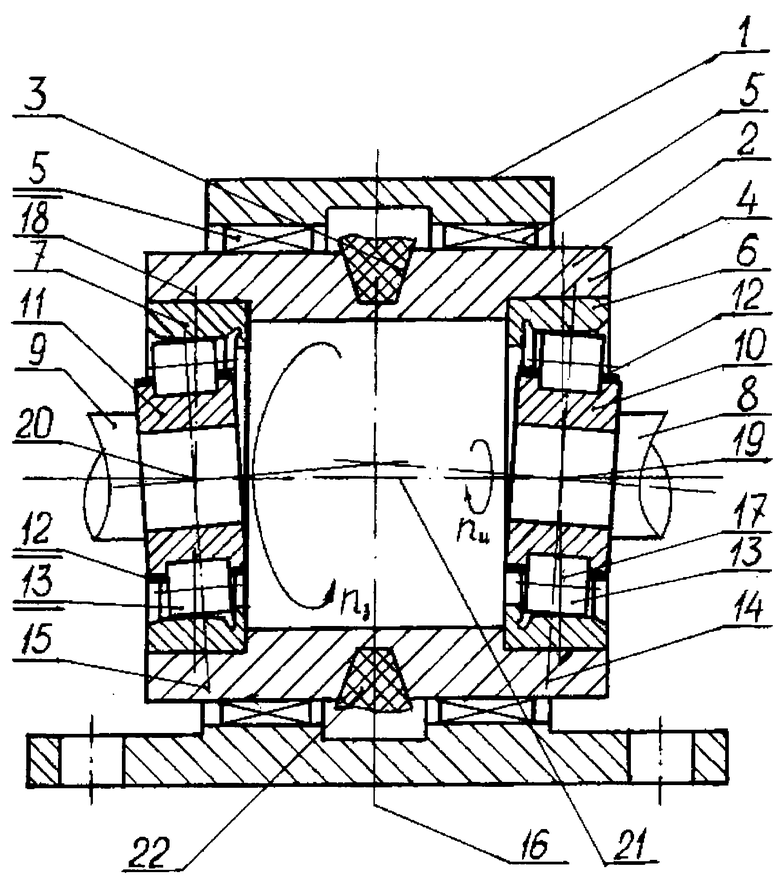
Устройство для безабразивной доводки дорожек качения колец подшипников, содержащее корпус и инструментальные обоймы, установленные с возможностью вращения, отличающееся тем, что оно снабжено установленным в корпусе на подшипниковых опорах полым валом с приводным ремнем и монтажными поверхностями, служащими для установки заготовок, и двумя шпинделями, установленными соосно с полым валом, с возможностью перемещения их в зону обработки заготовок, при этом инструментальные обоймы содержат тела качения и сепараторы и расположены наклонно относительно оси симметрии устройства, с возможностью пересечения их осей в плоскости его симметрии, монтажные поверхности выполнены соосными относительно оси вращения полого вала, а инструментальные обоймы установлены на концах шпинделей, выполненных наклонно к оси вращения полого вала.
| Способ обработки дорожек качения колец подшипников шариками | 1982 |
|
SU1065156A1 |
| СПОСОБ ПРИРАБОТКИ ПОДШИПНИКОВ В СОБРАННОМ ВИДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166678C2 |
| US 3251117, 17.05.1966. | |||

