Изобретение относится к металлообработке, включающей профилирование путем снятия стружки и прокатки при производстве колец преимущественно шарикоподшипников из трубы (трубчатой заготовки).
Целью изобретения является повышение стойкости прокатного инструмента путем исключения проскальзывания валков относительно заготовки, увеличение степени равномерности распределения нагрузки на профилирующей части валков вдоль их оси, а также улучшение качества изготавливаемых колец за счет повышения геометрической их точности,
На фиг.1 изображено предлагаемое устройство, исходное положение; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - кинематическая схема узла прокатки, исходное положение; на фиг.5 - схема токарной обработки на первой технологической позиции; на фиг.6 - схема токарной обработки на второй технологической позиции; на фиг.7 - положение инструмента перед прокаткой на третьей позиции; на фиг.З - кинематическая схема узла прокатки, рабочее положение; на фиг.9 - схема прокатки на третьей технологической позиции; на фиг.10 - схема токарной обработки на четвертой позиции; на фиг. 11 - схема
X СО ОС
«-:
V
токарной обработки на пятой технологической позиции; на фиг. 12 - схема отделения кольца на шестой технологической позиции; на фиг.13 - положение заготовки при базировании на шестой технологической позиции.
Способ осуществляют следующим образом. Выполняют профилирование участка трубы путем операции снятия стружки, на полученной заготовке образуют кольцевую канавку и наружные фаски, осуществляют профилирование наружной поверхности кольца прокаткой, внутреннюю поверхность прокатанной заготовки подвергают расточке и отделяют изделие от трубы.
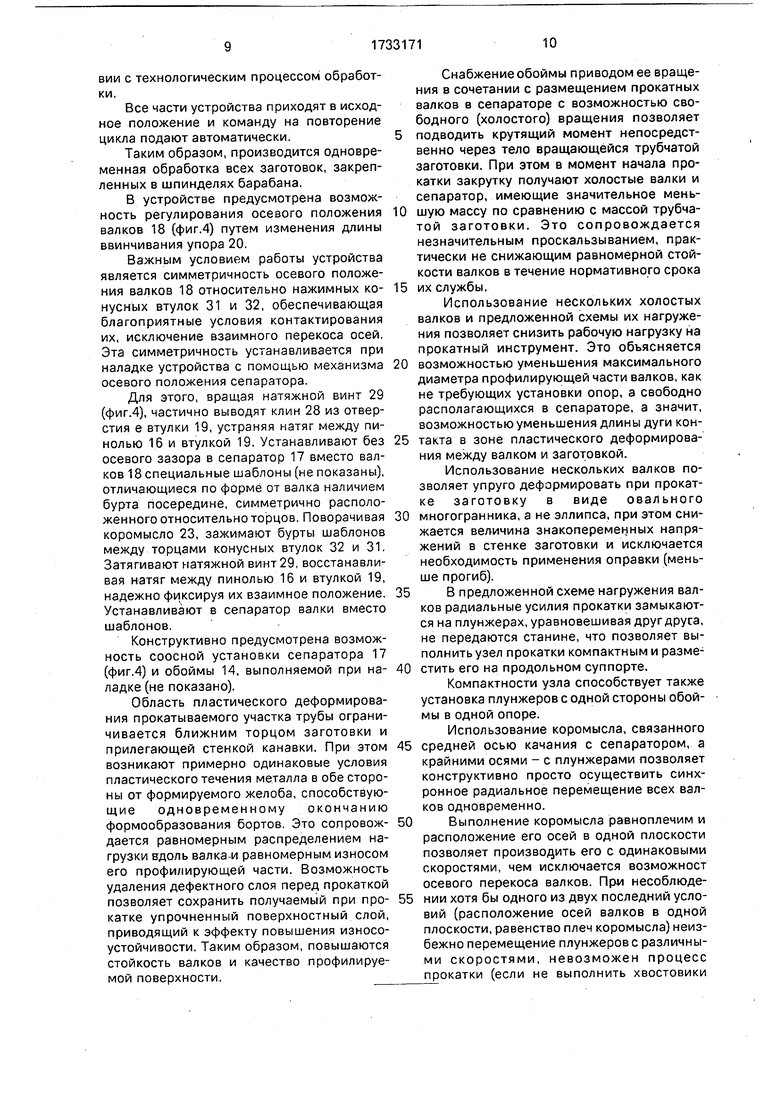
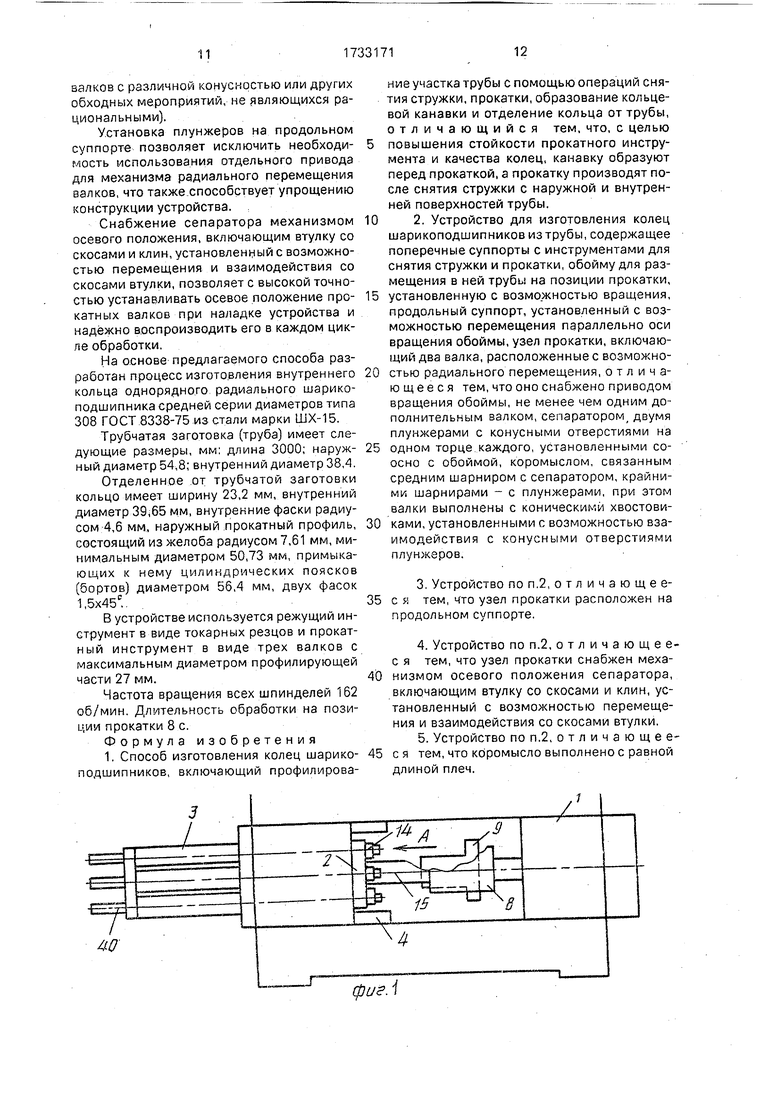
Устройство для изготовления колец ша- рикоподшипников содержит станину 1 (фиг.1), на которой размещены поворотный барабан 2, кожухи 3, поперечные суппорты 4-7 (фиг.2), центральный продольный суппорт 8 (фиг.1), узел 9 прокатки, кинематические связи в виде механизмов подачи и зажима трубы (трубчатой заготовки), поворота и фиксации барабана на технологических позициях, перемещения суппортов, а также привод, системы смазки, охлаждения и управления процессом изготовления колец (не показаны). В поворотном барабане ,1 и 2) равнорасположены по окружности в подшиниках 10 (фиг.З) шесть шпинделей 11, связанных каждый с помощью шестерни 12 с центральным зубчатым колесом 13, получающим вращение от привода. В каждом шпинделе 11 размещена обойма 14 в виде многолепестковой цанги с конусной наружной поверхностью, установленной с возможностью осевого перемещения с помощью механизма подачи и зажима заготовки. Защитные кожухи 3 выполнены в виде полых цилиндров, охватывающих заго- тсжки с радиальным зазором и установлен- ных соосно со шпинделями 11 с возможностью вращения вместе с барабаном 2, Шпиндели образуют позиции, расположенные по ходу технологического процесса изготовления колец. Эти позиции обслуживаются поперечными суппортами 4-7 (фиг.2) и одним центральным продольным суппортом 8 (фиг.1 и 2). Суппорты установлены с возможностью возвратно-поступательного перемещения с помощью соответствующего механизма: поперечные суппорты 4-7 - перпендикулярно к оси вращения барабана 2, продольный суппорт 8 - параллельно этой оси по направляющей скалке 15. Суппорты оснащены режущим инструментом.
Узел 9 прокатки (фиг.1) включает пиноль 16 (фиг.4), сепаратор 17 с тремя холостыми валками 18 (показан один), втулку 19, упор 20, механизм радиального перемещения
валков, содержащий внутренний 21 и наружный 22 плунжеры, коромысло 23 и замок 24 сепаратора. В пиноли 16, установленной соосно с обоймой 14, закреплены два подшилника 25 и выполнена центральная расточка а. В сепараторе 17 имеются гнезда под валки 18 и гильза, с помощью которой он установлен в подшипниках 25. Сепаратор снабжен торцовой крышкой 26 для быстрои смены инструмента.
Валок 18 представлен собой тело вращения, симметричное относительно поперечной плоскости, имеющее в средней части профилирующий участок Ь, обратный
формируемому на кольце, прилегающие к нему с двух сторон конические противоположно направленные опорные хвостовики с и цилиндрические шипы d на торцах, с помощью которых валок ориентируется в радиальных пазах сепаратора.
Втулка 19 установлена в расточке b пи- ноли 16 с возможностью осевого перемещения и снабжена конусным отверстием е, проушинами f и резьбовым осевым отверстием д. Во втулке 19 также выполнены продольные разрезы (пазы) h (показан один) и два соосных отверстия в проушинах f, перпендикулярные к оси втулки, в которые вставлен палец 27. В конусном отверстии е
втулки 19 расположен без возможности вращения на шпонке (не показана) разжимной клин 28, выполненные в виде конуса, в который ввернут натяжной винт 29, установленный без возможности осевого перемещения
относительно втулки.
Упор 20 снабжен буртом i, проточкой со скосом J, резьбой, с помощью которой он установлен в отверстии g втулки 19, и углублением под пружину 30.
На торцах плунжеров 21 и 22 закреплены съемные нажимные втулки 31 и 32 с конусными отверстиями, охватывающими хвостовики с валков 18. На противоположных торцах плунжеров жестко закреплены
скобы k и I, образующие поперечные пазы. Внутренний плунжер 21 жестко закреплен на продольном суппорте 8 (фиг.1) с помощью кронштейна 33 (фиг.4).
Пиноль 16, внутренний 21 и наружный 22 плунжеры установлены коаксиально с возможностью осевого перемещения друг относительно друга на шпонках (не показаны). Коромысло 23 установлено на пальце 27
в проушинах f втулки 19 с возможностью вращения (качания) и взаимодействия со скобами k и I посредством роликов 34 и 35, установленных на осях, параллельных геометрической оси пальца 27. Геометрические оси всех трех шарниров коромысла 23 расположены в одной плоскости на равных расстояниях друг от друга.
Замок 24 сепаратора предназначен для обеспечения фиксированного осевого положения валков в процессе прокатки и выполнен в виде двуплечего рычага, шарнирно закрепленного на станине 1 и оснащенного на концах роликами 36 и 37, а также пружиной 38. Ролик 36 имеет возможность взаимодействия со скосами j упора 20, а ролик 37 - с кулачком 39, установленным на внутреннем плунжере 21.
Поверхность m станины 1 является базирующим упором для сепаратора в процессе прокатки. Управление циклом изготовления - автоматическое.
Положение частей устройства на фиг.1 и А принято за исходное.
В поворотном шпиндельном барабане 2 (фиг.2) вращаются зажатые в обоймах 14 обрабатываемые трубчатые заготовки,
Поперечные суппорты 4-7 отведены от шпинделей барабана 2 в крайние положения. Продольный суппорт 8 (фиг.1) совместно с узлом 9 прокатки отведен от торца шпиндельного барабана 2. Усилие от сжатой пружины 30 (фиг.4) через упор 20 и втулку 19 передается пальцу 27 (оси среднего шарнира коромысла) и далее через коромысло 23 и ролики 34 и 35 плунжерам 21 и 22 соответственно. Так как плунжер 21 жестко связан посредством кронштейна 33 с продольным суппортом,усилие, передаваемое роликом 34Г воспрнимается механизмом перемещения этого суппорта (не показан). Коромысло 23, нагруженное посредством ролика 34 верхнего шарнира, роликом 35 нижнего шарнира воздействует на скобу I плунжера 22, прижимая ее выступ п к торцу внутреннего плунжера 21. При этом нажимные втулки 31 и 32 плунжеров отводятся в осевом направлении от хвостовиков с валков 18, охватывая их конусными отверстиями с радиальным зазором, располагаясь на равных расстояниях от поперечной плоскости симметрии валков.
Разжимной клин 28, удерживаемый натяжным винтом 29, воздействуя на скосы (конусную поверхность) е, разжимает снабженную продольными разрезами h часть втулки 19, создавая натяг между втулкой и пинолью 16, надежно фиксируя их взаимное положение.
Кулачок 39, воздействуя на ролик 37, удерживает рычаг замка 24 сепаратора в верхнем положении, при этом пружина 38 сжата, а ролик 36 отведен от упора 20.
Связь среднего шарнира коромысла 23 с сепаратором 17 осуществляется через втулку 19, пиноль 16 и подшипники 25.
Устройство работает следующим образом.
Привод, насосы системы смазки и охлаждения (не показаны) включены.
Поперечные 4-7 и продольный 8 (фиг.2)
суппорты перемещают с помощью соответствующих механизмов в направлении технологических позиций сначала быстро, а затем с рабочей скоростью.
0На всех позициях одновременно производят обработку заготовок в соответствии с технологическим процессом следующим образом.
На первой технологической позиции
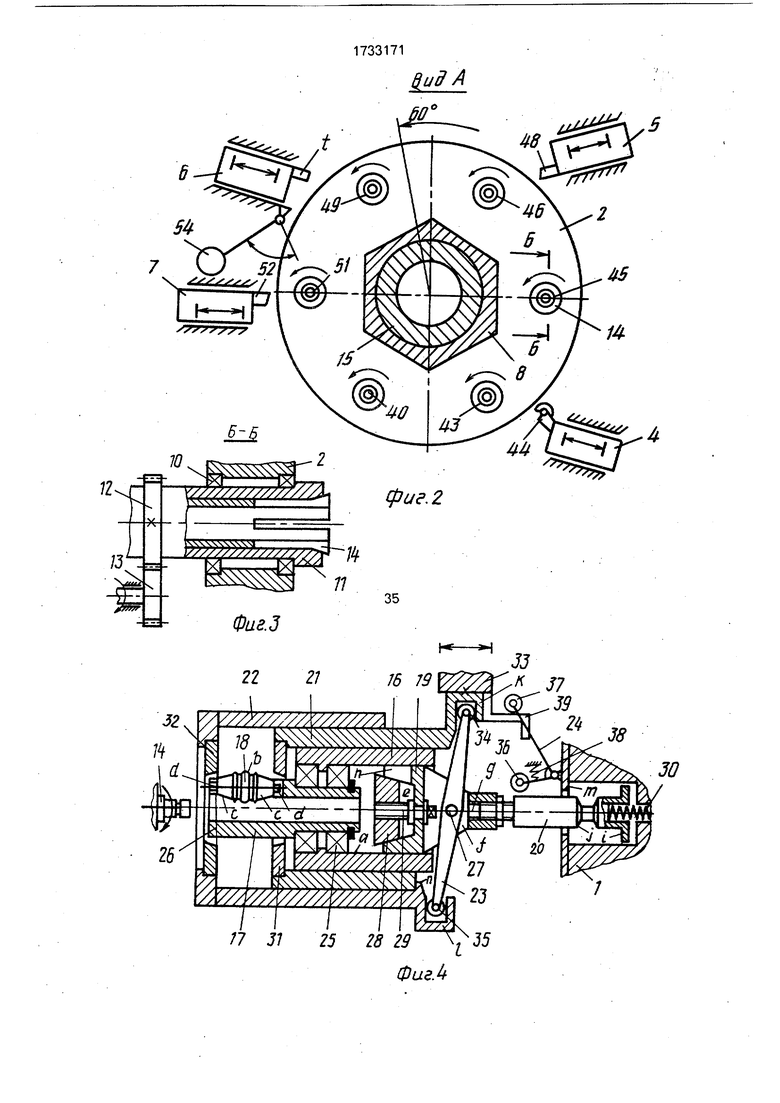
5 концевой участок заготовки 40 (фиг.5), подлежащий профилированию, подвергается с помощью проходного 41 и расточного 42 токарных резцов, закрепленных на про0 дольном суппорте, токарной обработке с целью удаления поверхностных внутреннего и наружного дефектных (обезуглерожен- ных) слоев.
На второй по ходу технологического
5 процесса позиции на заготовке 43 (фиг.6) образуют кольцевую канавку о и наружные фаски р и q с помощью фасонного круглого резца 44, установленного на поперечном суппорте 4 (фиг,2).
0Глубину г канавки о принимают из условия образования кольцевой перемычки между зажатым в обойме телом трубчатой заготовки и профилируемым участком, обеспечивающей передачу крутящего мо5 мента без разрушения. Окончательно глубину канавки определяют опытным путем в соответствии с конкретным режимом обработки.
Профилирование наружной поверхно0 сти кольца путем прокатки производят на третьей технологической позиции.
Узел прокатки, увлекаемый кронштейном 33 (фиг.4), перемещается влево сначала без изменения осевого положения плунже5 ра21 и 22 и коромысла 23 относительно друг друга.
Холостые валки 18 (фиг.7) охватывают вращающуюся заготовку 45, раздвигаются ею в радиальном направлении, получая за0 крутку вокруг своих осей.
Когда бурт i упора 20 (фиг.8) будет остановлен поверхностью m станины 1, сепаратор 17 будет установлен в положение, при котором поперечная плоскость симметрии
5 каждого валка 18 (фиг. 17) равноудалена в осевом направлении от границ отмежеванного канавкой участка заготовки.
При дальнейшем перемещении продольного суппорта 8 (фиг.1) с рабочей скоростью взаимодействие частей узла прокатки происходит согласно фиг.8.
После выхода кулачка 39 из-под верхнего ролика 37 замок 24 с помощью пружины 38 поворачивается, нижний ролик 36 опускается в проточку упора 20 и прилегает к ее скосу J, надежно фиксируя осевое положение упора, а следовательно, связанный с ним сепараторе валками 18 и палец27 шарнира коромысла 23,
Дальнейшее перемещение продольного суппорта вместе с внутренним плунжером 21 сопровождается вращением чоромысла 23 вокруг неподвижно зафиксированного среднего его шарнира и, как следствие, синхронным встречным перемещением наружного плунжера 22 со скоростью, равной скорости плунжера 21. Последнее обстоятельство объясняется равенством плеч коромысла и расположением параллельных осей его шарниров в одной плоскости, т.е. расположением центров шарниров на одной прямой линии, при котором проекции противоположно направленных векторов скоростей центров крайних шарниров на общую геометрическую ось плунжеров равны между собой. В результате взаимодействия конических хвостовиков с с соответствующими конусными поверхностями нажимных втулок 31 и 32 происходит радиальная подача (сближение) валков 18. Валки 18 при соприкосновении с наружной поверхностью вращающейся трубчатой заготовки 45 одновременно с радиальным перемещением начинают обкатываться по опорным внутренним конусным поверхностям втулок 31 и 32, совершая планетарное движение, увлекая за собой сепаратор. В результате начавшейся прокатки наружная поверхность отмежеванного канавкой участка заготовки приобретает форму, соответствующую профилю валков 18 (фиг.9). При этом формуемый участок частично уширяется, частично увеличивается в диаметре за счет вспучивания прилегающих к желобу цилиндрических поясков. При достижении заданной глубины прокатки, контролируемой по величине хода плунжеров, продольный суппорт останавливают и после одного-двух оборотов трубчатой заготовки относительно сепаратора быстро отводят. В начале отвода сепаратор 17 (фиг.8) и палец 27 среднего шарнира коромысла 23, удерживаемые замком 24, остаются неподвиж- ными, внутренний плунжер 21, перемещаемый вместе с продольным суппортом, вращает коромысло вокруг среднего шарнира; наружный плунжер 22 с помощью сопряженного с ним нижнего шарнира перемещается в противоположном плунжере 21 направлении; нажимные втулки 31 и 32 синхронно отводятся от хвостовиков с валков 18, восстанавливая исходный радиальный зазор.
Кулачок 39, воздействуя на ролик 37, возвращает рычаг замка 24 в исходное по- ложение, нижний ролик 36 выходит за зацепления со скосом j упора 20. С этого момента упор 20 удерживается в неподвижном положении с помощью пружины 30. Когда осевой зазор s между торцом плунжера
0 21 и выступом п скобы I плунжера 22 уменьшиться до нуля, перемещение плунжеров относительно друг друга прекращается и весь узел получает перемещение вместе с продольным суппортом. Пружина 30 сжима5 ется с помощью упора 20, холостые валки 18, перемещаясь с сепаратором 17, взаимодействуют с прокатанным профилем, смещаясь от центра. После отвода продольного суппорта узел прокатки находится в исход0 ном положении согласно фиг.4.
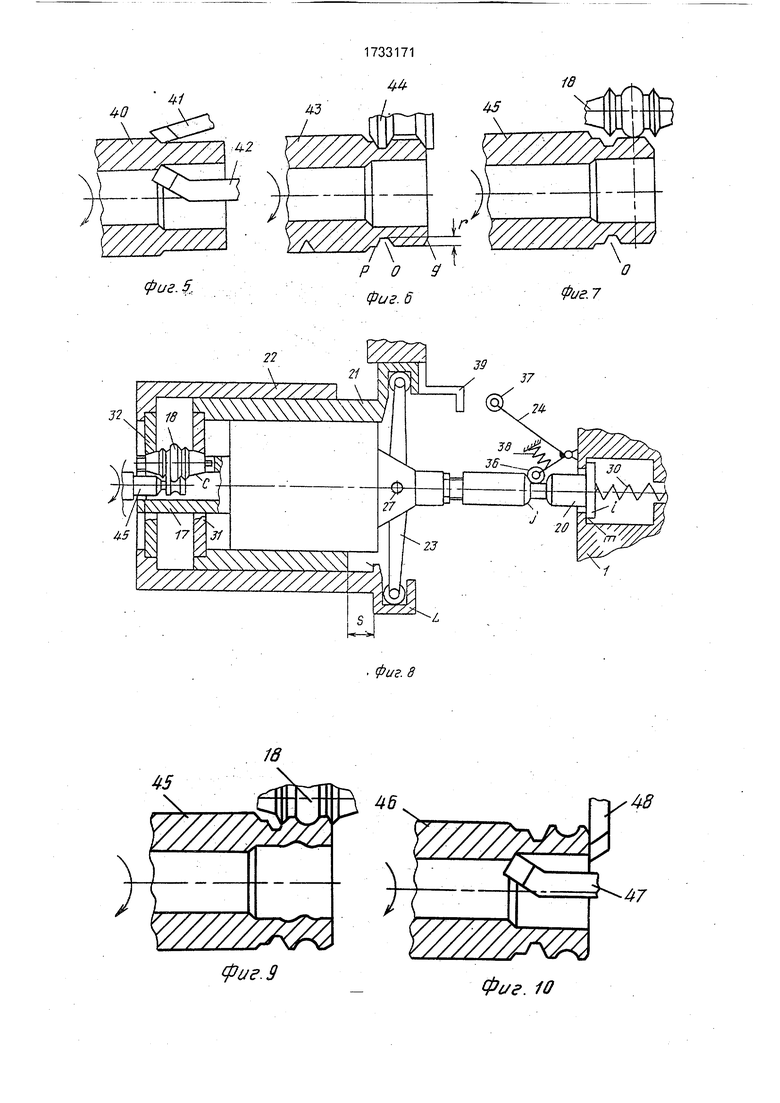
На четвертой технологической позиции заготовка 46 (фиг. 10) подвергается расточке внутренней поверхности с целью устранения утяжин с помощью расточного резца 47,
5 закрепленного на продольном суппорте, а также подрезке торца с помощью подрезного резца 48, закрепленного на поперечном суппорте 5 (фиг.2).
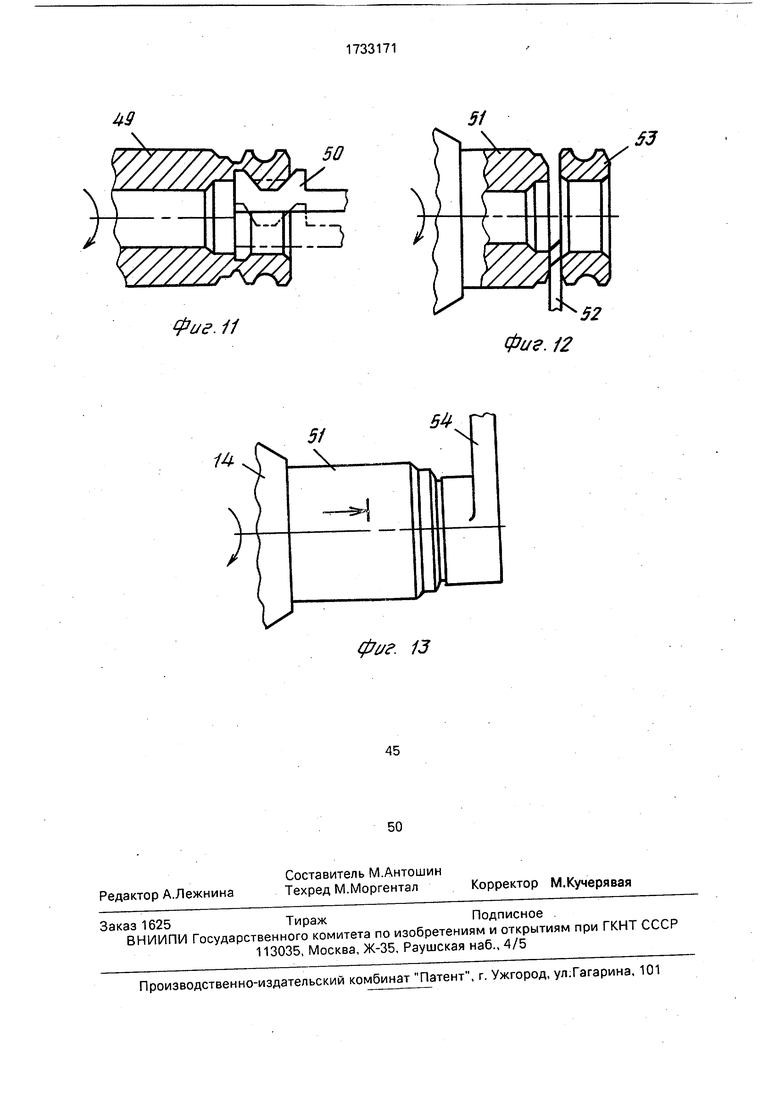
На пятой технологической позиции в за0 готовке 49 (фиг.11) обтачивают внутренние фаски радиусом 4,6 мм с помощью фасонного круглого резца 50, закрепленного на продольном суппорте с возможности перемещения в осевом и поперечном на5 правлениях. При подводе продольного суппорта резец 50 останавливается в изображенном на фиг.11 штрих-пунктирном положении с помощью неподвижного упора (не показан), не препятствуя дальнейшему
0 перемещению суппорта. Радиально резец 50 перемещают с помощью упора t, распо- ложенного на поперечном суппорте 6 (фиг.2).
На шестой позиции от заготовки 51
5 (фиг. 12) отделяют с помощью отрезного резца 52, закрепленного на поперечном суппорте 7 (фиг.2), кольцо 53 (фиг.12), поступающее затем в выгрузочный лоток (не показан). С помощью механизма подачи и
0 зажима заготовки на этой же позиции устанавливают выдвижной упор 54 (фиг. 13), перемещают заготовку 51 в осевом направлении, базируя на упоре 54, зажимают в обойме 14, возвращают упор.
5 После возвращения всех суппортов в исходное положение устанавливают барабан 2 (фиг.1 и 2), вращая в направлении круглой стрелки, в положение, при котором обрабатываемые заготовки попадают под действие других инструментом в соответствин с технологическим процессом обработки.
Все части устройства приходят в исходное положение и команду на повторение цикла подают автоматически.
Таким образом, производится одновременная обработка всех заготовок, закрепленных в шпинделях барабана.
В устройстве предусмотрена возможность регулирования осевого положения валков 18 (фиг.4) путем изменения длины ввинчивания упора 20.
Важным условием работы устройства является симметричность осевого положения валков 18 относительно нажимных конусных втулок 31 и 32, обеспечивающая благоприятные условия контактирования их, исключение взаимного перекоса осей. Эта симметричность устанавливается при наладке устройства с помощью механизма осевого положения сепаратора.
Для этого, вращая натяжной винт 29 (фиг.4), частично выводят клин 28 из отверстия е втулки 19, устраняя натяг между пи- нолью 16 и втулкой 19. Устанавливают без осевого зазора в сепаратор 17 вместо валков 18 специальные шаблоны (не показаны), отличающиеся по форме от валка наличием бурта посередине, симметрично расположенного относительно торцов. Поворачивая коромысло 23, зажимают бурты шаблонов между торцами конусных втулок 32 и 31. Затягивают натяжной винт 29, восстанавливая натяг между пинолью 16 и втулкой 19, надежно фиксируя их взаимное положение. Устанавливают в сепаратор валки вместо шаблонов.
Конструктивно предусмотрена возможность соосной установки сепаратора 17 (фиг.4) и обоймы 14, выполняемой при наладке (не показано).
Область пластического деформирования прокатываемого участка трубы ограничивается ближним торцом заготовки и прилегающей стенкой канавки. При этом возникают примерно одинаковые условия пластического течения металла в обе стороны от формируемого желоба, способствующие одновременному окончанию формообразования бортов. Это сопровождается равномерным распределением нагрузки вдоль валка-и равномерным износом его профилирующей части. Возможность удаления дефектного слоя перед прокаткой позволяет сохранить получаемый при прокатке упрочненный поверхностный слой, приводящий к эффекту повышения износоустойчивости. Таким образом, повышаются стойкость валков и качество профилируемой поверхности,
Снабжение обоймы приводом ее вращения в сочетании с размещением прокатных валков в сепараторе с возможностью свободного (холостого) вращения позволяет
подводить крутящий момент непосредственно через тело вращающейся трубчатой заготовки. При этом в момент начала прокатки закрутку получают холостые валки и сепаратор, имеющие значительное мень0 шую массу по сравнению с массой трубчатой заготовки. Это сопровождается незначительным проскальзыванием, практически не снижающим равномерной стойкости валков в течение нормативного срока
5 их службы.
Использование нескольких холостых валков и предложенной схемы их нагруже- ния позволяет снизить рабочую нагрузку на прокатный инструмент. Это объясняется
0 возможностью уменьшения максимального диаметра профилирующей части валков, как не требующих установки опор, а свободно располагающихся в сепараторе, а значит, возможностью уменьшения длины дуги кон5 такта в зоне пластического деформирования между валком и заготовкой.
Использование нескольких валков позволяет упруго деформировать при прокатке заготовку в виде овального
0 многогранника, а не эллипса, при этом снижается величина знакопеременных напряжений в стенке заготовки и исключается необходимость применения оправки (меньше прогиб).
5 В предложенной схеме нагружения валков радиальные усилия прокатки замыкаются на плунжерах, уравновешивая друг друга, не передаются станине, что позволяет выполнить узел прокатки компактным и разме0 стить его на продольном суппорте.
Компактности узла способствует также установка плунжеров с одной стороны обоймы в одной опоре.
Использование коромысла, связанного
5 средней осью качания с сепаратором, а крайними осями - с плунжерами позволяет конструктивно просто осуществить синхронное радиальное перемещение всех валков одновременно.
0Выполнение коромысла равноплечим и
расположение его осей в одной плоскости позволяет производить его с одинаковыми скоростями, чем исключается возможност осевого перекоса валков. При несоблюде5 нии хотя бы одного из двух последний условий (расположение осей валков в одной плоскости, равенство плеч коромысла) неизбежно перемещение плунжеров с различными скоростями, невозможен процесс прокатки (если не выполнить хвостовики
валков с различной конусностью или других обходных мероприятий, не являющихся рациональными).
Установка плунжеров на продольном суппорте позволяет исключить необходи- мость использования отдельного привода для механизма радиального перемещения валков, что также способствует упрощению конструкции устройства.
Снабжение сепаратора механизмом осевого положения, включающим втулку со скосами и клин, установленный с возможностью перемещения и взаимодействия со скосами втулки, позволяет с высокой точностью устанавливать осевое положение про- катных валков при наладке устройства и надежно воспроизводить его в каждом цикле обработки.
На основе предлагаемого способа разработан процесс изготовления внутреннего кольца однорядного радиального шарикоподшипника средней серии диаметров типа 308 ГОСТ 8338-75 из стали марки ШХ-15.
Трубчатая заготовка (труба) имеет следующие размеры, мм: длина 3000; наруж- ный диаметр 54,8; внутренний диаметр 38,4. Отделенное от трубчатой заготовки кольцо имеет ширину 23,2 мм, внутренний диаметр 39,65 мм, внутренние фаски радиусом 4,6 мм, наружный прокатный профиль, состоящий из желоба радиусом 7,61 мм, минимальным диаметром 50,73 мм, примыкающих к нему цилиндрических поясков (бортов) диаметром 56,4 мм, двух фасок 1.5x45.
В устройстве используется режущий инструмент в виде токарных резцов и прокатный инструмент в виде трех валков с максимальным диаметром профилирующей части 27 мм.
Частота вращения всех шпинделей 162 об/мин. Длительность обработки на позиции прокатки 8 с.
Формула изобретения 1. Способ изготовления колец шарико- 4 подшипников, включающий профилирование участка трубы с помощью операций снятия стружки, прокатки, образование кольцевой канавки и отделение кольца от трубы, отличающийся тем, что, с целью повышения стойкости прокатного инструмента и качества колец, канавку образуют перед прокаткой, а прокатку производят после снятия стружки с наружной и внутренней поверхностей трубы.
2. Устройство для изготовления колец шарикоподшипников из трубы, содержащее поперечные суппорты с инструментами для снятия стружки и прокатки, обойму для размещения в ней труби на позиции прокатки, установленную с возможностью вращения продольный суппорт, установленный с возможностью перемещения параллельно оси вращения обоймы, узел прокатки, включающий два валка, расположенные с возможностью радиального перемещения, отличающееся тем, что оно снабжено приводом вращения обоймы, не менее чем одним дополнительным валком, сепаратором, двумя плунжерами с конусными отверстиями на одном торце каждого, установленными со- осно с обоймой, коромыслом, связанным средним шарниром с сепаратором, крайними шарнирами - с плунжерами, при этом валки выполнены с коническими хвостовиками, установленными с возможностью взаимодействия с конусными отверстиями плунжеров.
3.Устройство по п.2, отличающее- с я тем, что узел прокатки расположен на продольном суппорте.
4.Устройство по п.2, отличающее- с я тем, что узел прокатки снабжен механизмом осевого положения сепаратора, включающим втулку со скосами и клин, установленный с возможностью перемещения и взаимодействия со скосами втулки.
5.Устройство по п.2, отличающее- с я тем, что коромысло выполнено с равной длиной плеч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133665C1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
Изобретение относится к металлообра- бочке, включающей профилирование снятием стружки и прокаткой при производстве колец преимущественно шарикоподшипников. Цель - повышение стойкости прокатного инструмента и качества колец. Перед прокаткой протачивают концевую часть трубчатой заготовки и выполняют кольцевую канавку. Проточенную трубчатую заготовку, закрепленную в одной из обойм 14 шестишпиндельного поворотного барабана, перемещают на позицию прокатки. Узел прокатки, включающий сепаратор 17 с тремя холостыми валами 18, перемещают влево. При этом плунжер 21 посредством коромысла 23, нагруженного усилием сжатой пружины 30, сообщает встречное перемещение плунжеру 22. Валки 18, обкатываясь коническими хвостовиками с по сближающимся втулками 31 и 32, перемещаются радиально и деформируют вращающуюся трубчатую заготовку. По окончании прокатки втулки 31 и 32 разводят, затем отводят все суппорты и поворачивают барабан. Заготовка поступает на следующую позицию для завершения профилирования путем сняти стружки и отрезки кольца. Выполнение перед прокаткой кольцевой канавки на проточенной заготовке позволяет повысить стойкость инструмента путем обеспечения равномерности распределения нагрузки на профилирующей части валков. 2 с. и 3 з.п. ф-лы, 13 ил. в Ј
ДО
фиеЛ
CJ
I t
I J
-0
/Г
6Ј
9 гпф . ff О d
i-W
//,&-/77777УЛ
j
8 гпф
д зпф
W
V
::э
Фие. 11
51
50
Фиг. 12
54
N
фиг. 13
| Патент ГДР № 225358, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
