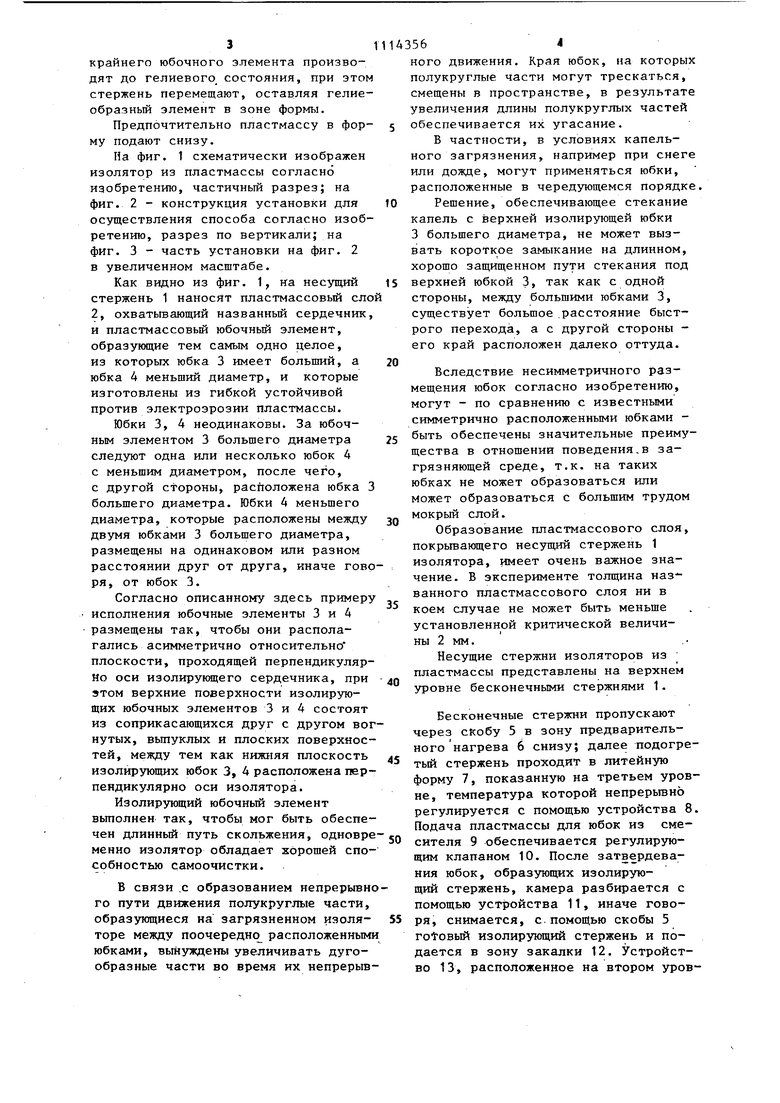
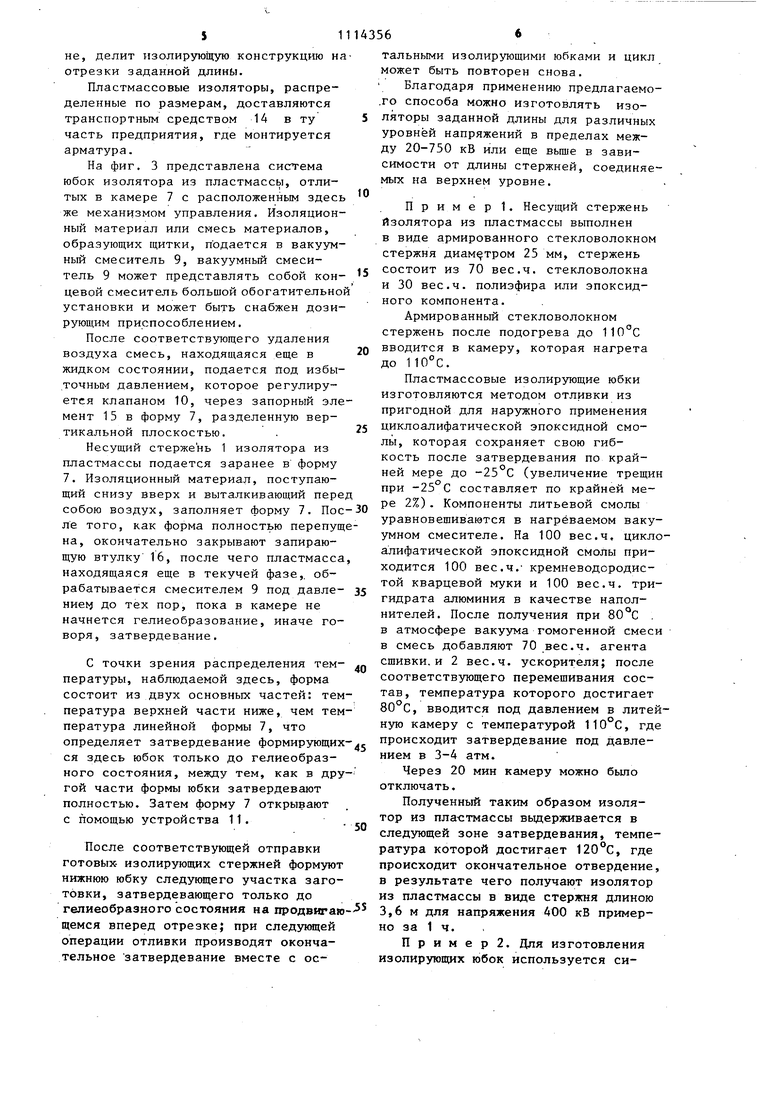
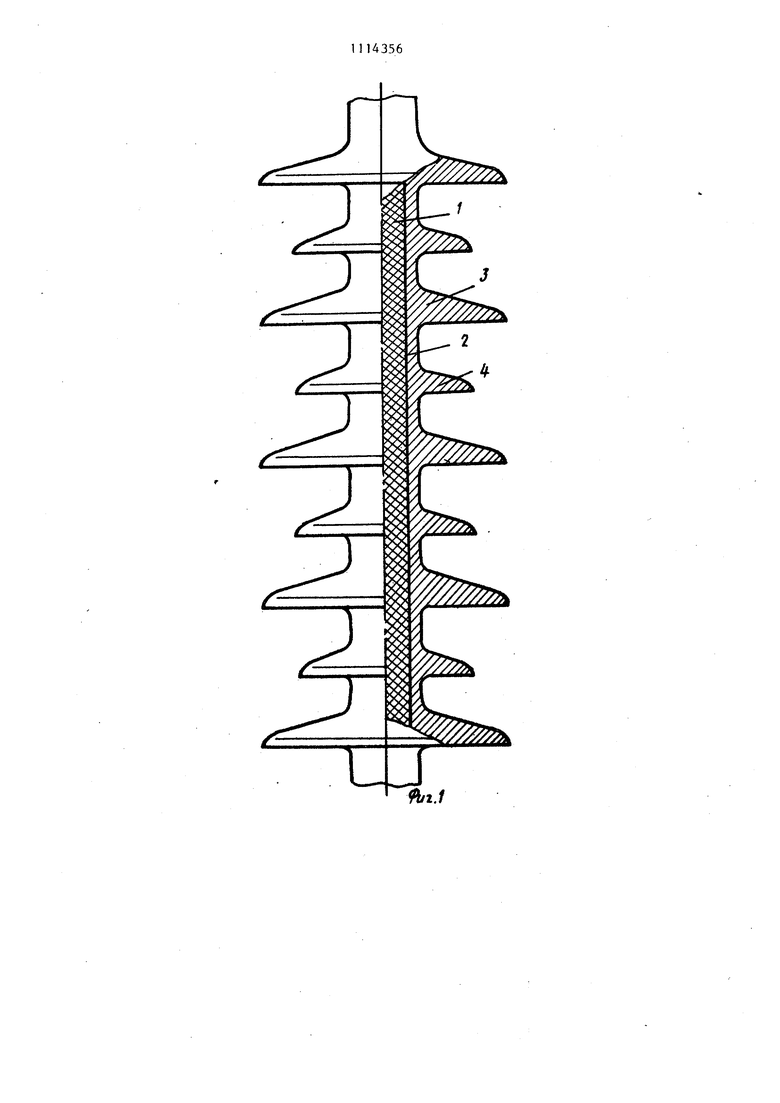
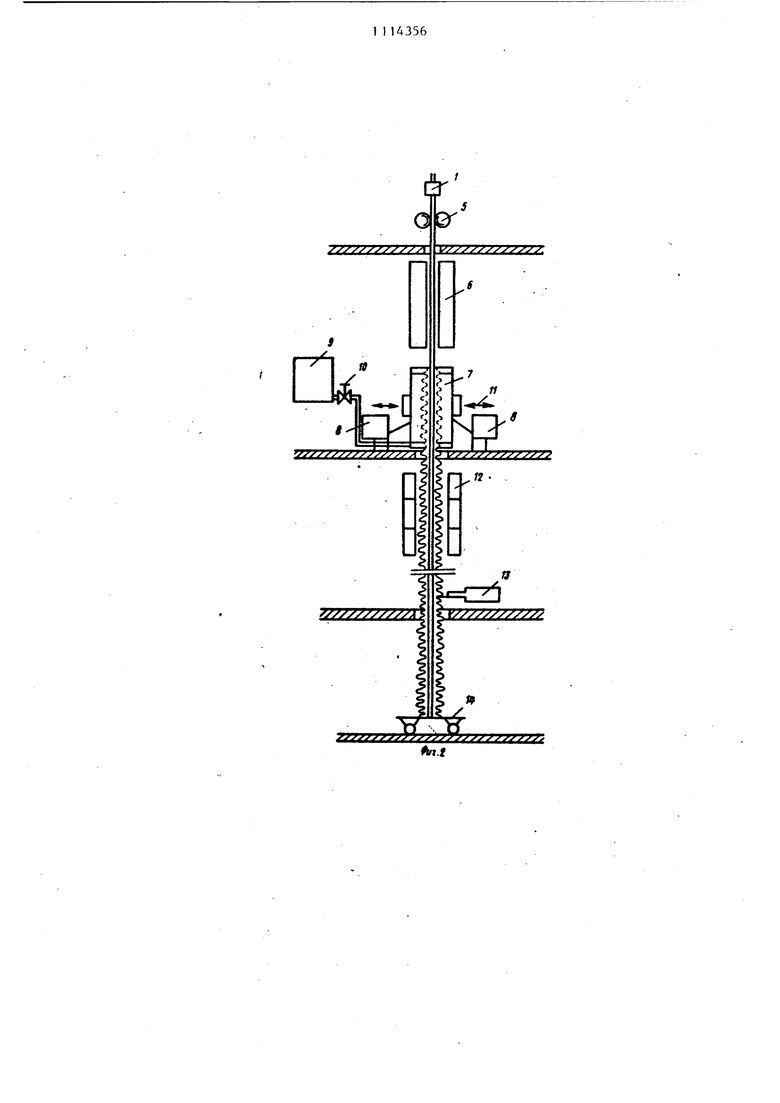
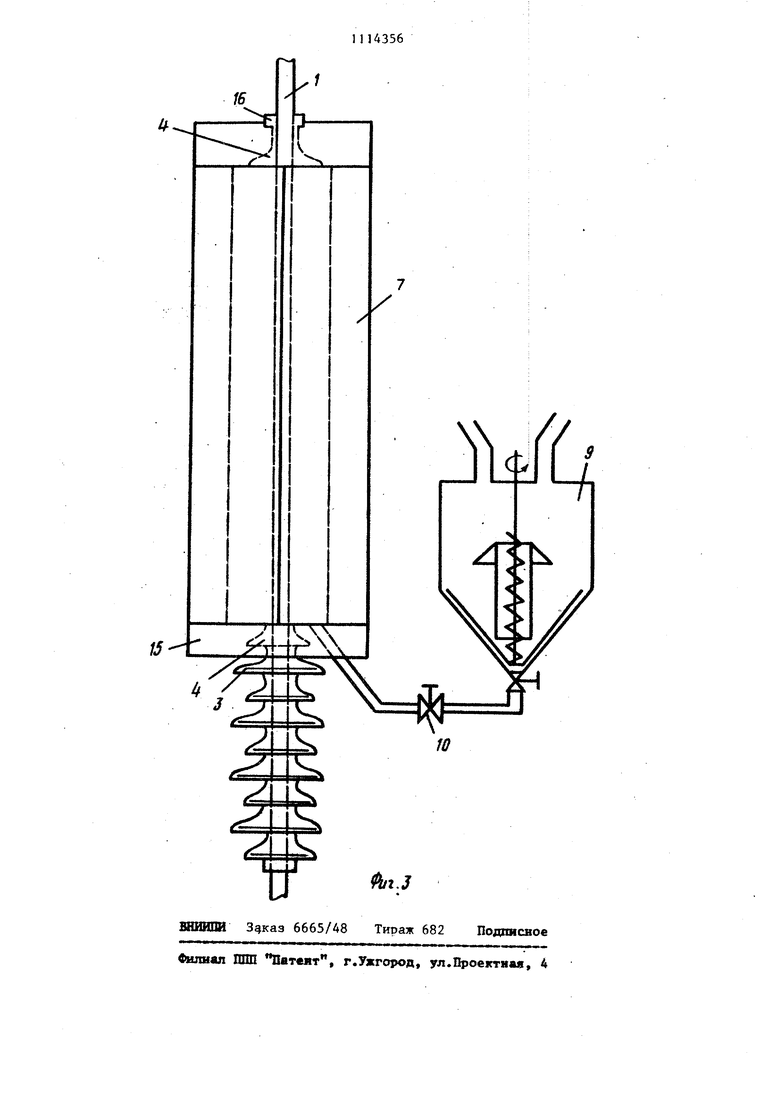
Изобретение относится к электротехнике, а именно к способам изготовления изолятора из пластмассы. Известно, что применение изолято ров из пластмассы для наружной уста новки - по сравнению с обычными изо ляторами из фарфора и стекла - имее технические и экономические преимущества благодаря их механическим и электрическим свойствам, небольшому весу и простоте монтажа. В виде армированных стекловолокн пластмассовых стержней плотно без п межутка размещенных пластмассовых изолирующих юбочных элементов могут быть выполнены изоляторы для столбо электросетей среднего и высокого на пряжения и другие изолирующие конструкции (траверсы, инструменты для работы на линиях под напряжением). До настоящего времени не был реш вопрос о долговечности, стойкости противэлектроэрозии, в частности при работе в загрязненной окружающей среде изолирующих материалов для изоляторов наружной установки. До сих пор также не была найдена так называемая оптимальная форма изоляторов, которая могла бы предот вращать в пластмассовом изоляторе загрязненной поверхностью возникновение, существование и увеличение поверхностных разрядов. Известно множество решений, согл но которым повьш1ается стойкость против загрязнения изоляторов из пластмассы путем увеличения количества юбочных элементов одинаковог диаметра, однако эти решения эффективны в определенных пределах, так как при увеличении числа этих элеме тов одновременно должно быть уменьшего расстояние между отдельными юбками, за счет чего увеличивается опасность загрязнения и смачивания дождем поверхности между ними; с другой стороны, в связи с этим могу развиваться способы изготовления пластмассовых изоляторов дпя наружной установки (продольные изоляторы для столбов). Юбочная система продольных изоля торов из пластмассы чаще всего выполняется в виде отдельных юбок. Изготовленный по известному способу изоляционный элемент - юбка надевается на стержень постепенно сверху вниз и пластмасса при полностью открытой сверху форме садится на него С1 3Однако согласно этому способу изоляторы могут быть изготовлены с юбками только одинакового диаметра. Точность размера изготовленных таким образом юбок не удовлетворитеттьна, с одной стороны, на свободной стороне усадка довольно велика, с другой стороны, литейная форма не всегда располагается в горизонтальном положении, между отдельными юбками существует резкий переход, в результате чего могут появляться начальные трещины. Другой недостаток известного способа состоит в том, что соединение отдельных юбок друг с другом является источником множества ошибок; так, например, в случае, когда для 400 Вт изолятора отливается 100 щитков, то только одно безупречное соединение оказывается на 99 случаев. Известен также способ изготовления продольных пластмассовых изоляторов, согласно которому юбки изготовляют отдельно и нанизывают на несущий нагрузку сердечник один за другим. Юбки склеивают друг с другом и с сердечником 2). Недостаток этого способа состоит в том, что при склеивании неизбежно появляются воздущные включбния, значительно сокращающие срок службы изоляторов; этим объясняется в основном ограниченность применения способа. Наиболее близким к изобретению является способ изготовления изоляторов, согласно которому несущий вертикально перемещаемый стержень охватывают разъемной соответствующей профилю юбочных элементов формой, в последнюю подают дозированное количество пластмассы, формуют юбочный элемент, отверждают его на стержне, после чего форму размыкают и стержень перемещают на необходимое расстояние иЗЗ. Целью изобретения является повышение производительности при одновременном повышении качества. Эта цель достигается тем, что используют нагретую форму с плоскостью разъема, параллельной оси стержня, Производят одновременное формование нескольких юбочных элементов, отверждение по меньшей мере одного крайнего юбочного элемента производят до гелиевого состояния, при этом стержень перемещают, оставляя гелиеобразный элемент в зоне формы. Предпочтительно пластмассу в форму подают снизу. На фиг. 1 схематически изображен изолятор из пластмассы согласно изобретению, частичный разрез; на фиг. 2 - конструкция установки для осуществления способа согласно изобретению, разрез по вертикали; на фиг. 3 - часть установки на фиг. 2 в увеличенном масштабе. Как видно из фиг. 1, на несущий стержень 1 наносят пластмассовый сло 2, охватывающий названный сердечник и пластмассовьм юбочный элемент, образующие тем самым одно целое, из которых юбка 3 имеет больший, а юбка 4 меньший диаметр, и которые изготовлены из гибкой устойчивой против электроэрозии пластмассы. Юбки 3, 4 неодинаковы. За юбочным элементом 3 большего диаметра следуют одна или несколько юбок 4 с меньшим диаметром, после чего, с другой стороны, расположена юбка 3 большего диаметра. Юбки 4 меньшего диаметра, которые расположены между двумя юбками 3 большего диаметра, размещены на одинаковом или разном расстоянии друг от друга, иначе гово ря, от юбок 3. Согласно описанному здесь примеру исполнения юбочные элементы 3 и 4 размещены так, чтобы они располагались асимметрично относительнее плоскости, проходящей перпендикулярно оси изолируницего сердечника, при этом верхние поверхности изолирующих юбочных элементов 3 и 4 состоят из соприкасающихся друг с другом вог нутых, вьшуклых и плоских поверхностей, между тем как нижняя плоскость изолирующих юбок 3, 4 расположена перпендикулярно оси изолятора. Изолирующий юбочный элемент вьтолнен так, чтобы мог быть обеспечен длинный путь скольжения, ОДНОВре менно изолятор обладает хорошей способностью самоочистки. В связи .с образованием непрерывн го пути движения полукруглые части, образующиеся на загрязненном изоляторе между поочередно расположенным юбками, вынуждены увеличивать дугообразные части во время их непрерыв ного движения. Края юбок, на которых полукруглые части могут трескаться, смещены в пространстве, в результате увеличения длины полукруглых частей обеспечивается их угасание. В частности, в условиях капельного загрязнения, например при снеге или дожде, могут применяться юбки, расположенные в чередующемся порядке. Решение, обеспечивающее стекание капель с верхней изолирующей юбки 3 большего диаметра, не может вызвать короткое замыкание на длинном, хорошо защищенном пути стекания под верхней юбкой 3, так как с одной стороны, между большими юбками 3, существует большое .расстояние быстрого перехода, а с другой стороны его край расположен далеко оттуда. Вследствие несимметричного размещения юбок согласно изобретению, могут - по сравнению с известными симметрично расположенными юбками быть обеспечены значительные преимущества в отношении поведения,в загрязняющей среде, т.к. на таких юбках не может образоваться или может образоваться с большим трудом мокрый слой. Образование пластмассового слоя, покрьгеающего несущий стержень 1 изолятора, имеет очень важное значение. В эксперименте толщина названного пластмассового слоя ни в коем случае не может быть меньше установленной критической величины 2 мм. Несущие стержни изоляторов из пластмассы представлены на верхнем уровне бесконечными стержнями 1. Бесконечные стержни пропускают через скобу 5 в зону предварительного нагрева 6 сиизу; далее подогретый стержень проходит в литейную форму 7, показанную на третьем уровне, температура которой непрерьгано регулируется с помощью устройства 8. Подача пластмассы для юбок из смесителя 9 обеспечивается регулирующим клапаном 10. После затвердевания юбок, образующих изолирующий стержень, камера разбирается с помощью устройства 11, иначе говоря, снимается, с помощью скобы 5 rotoBbiA изолирующий стержень и подается в зону закалки 12. Устройство 13, расположенное на втором уровне, делит изолирующую конструкцию на отрезки заданной длины. Пластмассовые изоляторы, распределенные по размерам, доставляются транспортньм средством 14 в ту часть предприятия, где монтируется арматура. На фиг. 3 представлена система юбок изолятора из пластмассы, отлитых в камере 7 с расположенным здесь же механизмом управления. Изоляционный материал или смесь материалов, образующих щитки, подается в вакуумньй смеситель 9, вакуумньй смеситель 9 может представлять собой концевой смеситель большой обогатительно установки и может быть снабжен дозирующим приспособлением. После соответствующего удаления воздуха смесь, находящаяся еще в жидком состоянии, подается под избыточным давлением, которое регулируется клапаном 10, через запорный эле мент 15 в форму 7, разделенную вертикальной плоскостью. Несущий стержень 1 изолятора из пластмассы подается заранее в форму 7. Изоляционный материал, поступающий снизу вверх и выталкивающий пере собою воздух, заполняет форму 7. Пос ле того, как форма полностью перепущ на, окончательно закрывают запирающую втулку 16, после чего пластмасса находящаяся еще в текучей фазе,, обрабатывается смесителем 9 под давлениеь} до тех пор, пока в камере не начнется гелиеобразование, иначе говоря, затвердевание. С точки зрения распределения температуры, наблюдаемой здесь, форма состоит из двух основных частей: тем пература верхней части ниже, чем тем пература линейной формы 7, что определяет затвердевание формирующих ся здесь юбок только до гелиеобразного состояния, между тем, как в дру гой части формы юбки затвердевают полностью. Затем форму 7 открывают с помощью устройства 11. После соответствующей отправки готовых- изолирующих стержней формуют нижнюю юбку следующего участка заготовки, затвердевающего только до гелиеобразного состояния на продвигаю щемся вперед отрезке; при следующей операции отливки производят окончательное затвердевание вместе с остальными изолирующими юбками и цикл может быть повторен снова. Благодаря применению предлагаемого способа можно изготовлять изоляторы заданной длины для различных уровней напряжений в пределах между 20-750 кВ или еще выше в зависимости от длины стержней, соединяемых на верхнем уровне. Пример 1. Несущий стержень изолятора из пластмассы выполнен в виде армированного стекловолокном стержня диаметром 25 мм, стержень состоит из 70 вес.ч. стекловолокна и 30 вес.ч. полиэфира или эпоксидного компонента. Армированный стекловолокном стержень после подогрева до вводится в камеру, которая нагрета до 110°С. Пластмассовые изолирующие юбки изготовляются методом отливки из пригодной для наружного применения циклоалифатической эпоксидной смолы, которая сохраняет свою гибкость после затвердевания по крайней мере до -25°С (увеличение трещин при -25°С составляет по крайней мере 2%). Компоненты литьевой смолы уравновешиваются в нагреваемом вакуумном смесителе. На 100 вес.ч, циклоалифатической эпоксидной смолы приходится 100 вес.ч. кремневодородистой кварцевой муки и 100 вес.ч. тригидрата алюминия в качестве наполнителей. После получения при 80°С . в атмосфере вакуума гомогенной смеси в смесь добавляют 70 вес.ч. агента сшивки, и 2 вес.ч. ускорителя; после соответствующего перемешивания состав, температура которого достигает 80 С, вводится под давлением в литейную камеру с температурой 110 С, где происходит затвердевание под давлением в 3-4 атм. Через 20 мин камеру можно быпо отключать. Полученный таким образом изолятор из пла-стмассы вьщерживается в следующей зоне затвердевания, температура которой достигает 120°С, где происходит окончательное отвердение, в результате чего получают изолятор из пластмассы в виде стержня длиною 3,6 м для напряжения 400 кВ примерно за 1 ч. П р и м е р 2. Цпя изготовления изолирующих юбок используется си711143ликоновый каучук с добавками агента сшивки и ускорителя, который выдерживается в вакууме и может отверждаться в горячей закрытой прессформе; изготовленные таким образом 5 юбки сохраняют свою гибкость по крайней мере до -50°С. Смесь, состоящая из силиконового каучука, ускорителя и агента сшивки, вьщерживается при комнатной темпера- 10 туре в течение 10 мин, в вакууме, после чего вводится в литейную камеру, нагретую до 70°С, будучи предварительно нагретой до 70°С, армированный стекловолокном стержень по примеру 1 вво- 15 дится в литейную камеру с помощью плоского транспортирующего средства Через 20 мин перепускания камеру мо но отключать. При изготовлении юбок из такого материала горячее затвердевание происходит быстрее. На изоляторах из пластмассы, изготовленных по примерам 1 и 2, с длиною стержня 77 мм, устанавливает изготовленная из ковкого чугуна стальная арматура. Зажатие стержней в арматуре, сна женной внутренней конической втулкой, обеспечивается посредством кон ческих шпонок и с помощью склеивани эпоксидной смолой, установленная арматура покрывается силиконовым ма териалом для защиты от влаги. Основные геометрические размеры, результаты электрических и механических испытаний на прочность длинных пластмассовых стержневых изоляторов для напряжения 400 кВ следующие. Геометрические размеры: Установочная длина, мм Диаметр большей юбки, мм Диаметр меньшей юбки, мм Сквозная проходящая дорожка, мм Количество юбок Диаметр корпуса, мм Расстояние между большими юбками, мм65 Расстояние меж- ду большей и меньшей юбками, мм 35 Результаты измерений на электрическую прочность: а)50%-ное пробивное напряжение равно при распределительном напряжении положительной полярности (250/2500) 1475 кВ; б)50%-ное пробивное напряжение составляет при импульсном напряжении положительной полярности (1,2/50) 1710 кВ; в) пробивное напряжение промьш ленной частоты равно в мокром состоянии 914 кВ; д) при слое загрязнения, при удельной проводимости 20, при напряжении 242 кВ с промьш1ленной частотой в изоляторе пробоя не наблюдается, вследствие чего изолятор пригоден, кроме того, для работы в загрязненной среде. Механическая прочность: Гарантированная средняя разрушающая и тянущая нагрузка, т20 Фактическая точная разрушающая и тянущая нагрузка, установленная путем измерений, т24,7 Относительный разброс тянущей-разрущающей нагрузки, т 4,9 Преимуществом изобретения является возможность серийного изготовления изоляторов высокого напряжения из пластмассы любой длины, причем изделие обладает постоянным качеством, обеспечивает минимальный брак и в готовом виде свободно от механического напряжения, на поверхностях нет ни воздушных пустот, ни неровностей, кроме того, внутри изоляторов нет ни трещин, ни воздушных включений Способ легко автоматизировать.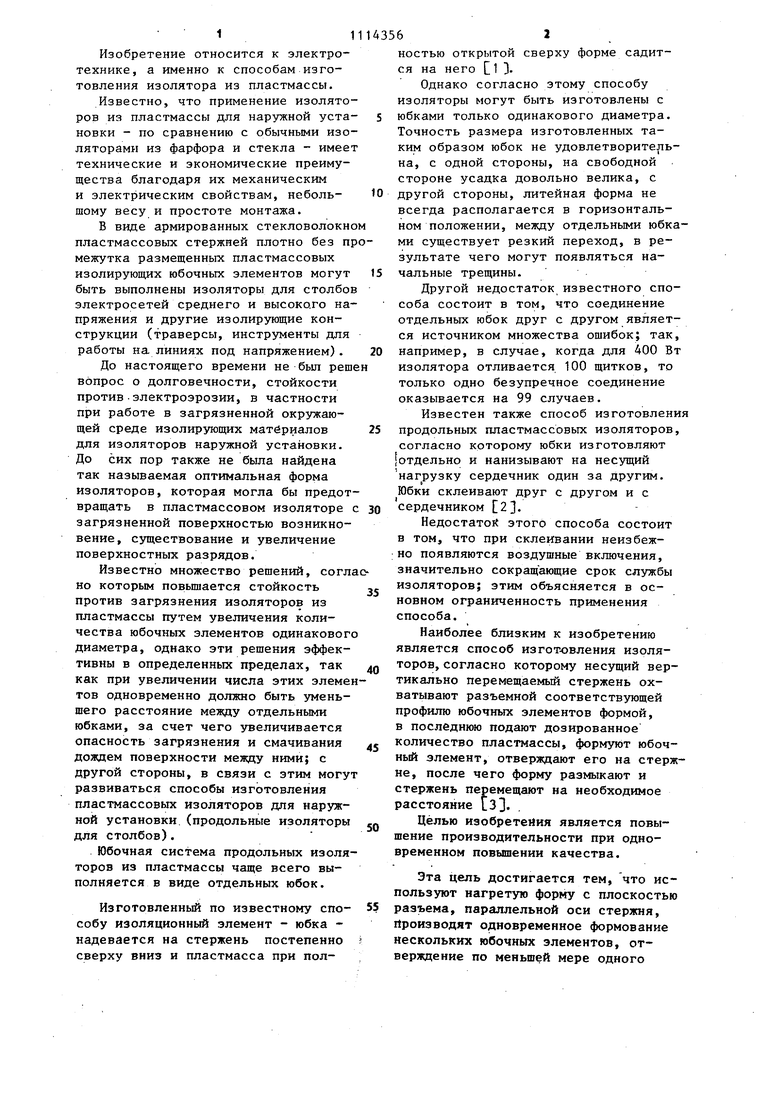
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластмассового изолятора | 1979 |
|
SU983758A1 |
| Способ изготовления слоистых изделий | 1974 |
|
SU587852A3 |
| ПРОДУВОЧНЫЙ КЛАПАН | 1998 |
|
RU2195033C2 |
| СПОСОБ И ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЮБОЧНОГО ИЗОЛЯТОРА | 1998 |
|
RU2214014C2 |
| ВЫСОКОВОЛЬТНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2006 |
|
RU2297056C1 |
| Гирлянда изоляторов и способ ее изготовления | 1977 |
|
SU1001194A1 |
| ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2119689C1 |
| КОМБИНИРОВАННЫЙ ИЗОЛЯТОР | 2011 |
|
RU2548897C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СВЕТА МЕЖДУ ДВУМЯ ИМЕЮЩИМИ РАЗЛИЧНЫЕ ЭЛЕКТРИЧЕСКИЕ ПОТЕНЦИАЛЫ ТОЧКАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УСТРОЙСТВА | 1997 |
|
RU2162242C2 |
| Динамометрическое устройство | 1979 |
|
SU1093262A3 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯТОРА ИЗ ПЛАСТМАССЫ, при котором нес-ущий вертикально перемещаемый стержень охватывают разъемной соответствующей профилю юбочных элементов формой, в последнюю подают дозированное количество пластмассы, формуют юбочный элемент, отверждают его на стержне, после чего форму размыкают и стержень пepeмeщaюt на необходимое расстояние, о, т л .и чающийся тем, что, с целью повьшения производительности при одновременном повышении качества, используют нагретую форму с плоскостью разъема, параллельной оси стержня, производят одновременное формование нескольких юбочньгх элементов i отверждение по меньшей мере одного О) крайнего юбочного элемента производят до гелиевого Состояния, при с этом стержень перемещают, оставляя гелиеобразный элемент в зоне формы. ю- 5 2. Способ ПОП.1, отлича щ и и с я тем, что пластмассу в форму подают снизу. 4 оо О1 оь
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ | 1993 |
|
RU2044179C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Экспресс-информация ВИНИТИ, 1976, № 6, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
