Данное изобретение относится к способу и устройству для изготовления длинных изделий в установке непрерывного литья.
Понятие «длинные изделия» относится в данном случае к крицам, сутункам или в целом ко всем изделиям в их физическом виде, в котором они существуют от литейной формы машины непрерывного литья, питаемой из металлической печи, такой как электродуговая печь или т.п.
Для повышения производительности металлургической установки известно использование принципа непрерывного литья с непосредственным соединением с прокатными клетями ниже по потоку.
Однако создание такой установки имеет значительные трудности за счет разницы в скорости, с которой длинные изделия покидают литейную форму (обычно меньше 5 м/мин), и скоростью, с которой оно должно подаваться в обжимную клеть или в первую из последовательности прокатных клетей (обычно по меньшей мере 6 м/мин).
Если, с одной стороны, невозможно увеличивать скорость литья сверх определенных пределов (во избежание получения дефектного изделия), то, с другой стороны, невозможно уменьшать скорость подачи в прокатные клети ниже определенных величин (в основном за счет чрезмерного нагревания, которому они будут подвергаться, и слишком большой стоимости установки для каждого одиночного изделия в виде тонкого листа).
Для устранения этих недостатков разработаны различные технологии: в случае тонких плоских прокатываемых листов (полос), например, предусмотрены два намоточных участка, которые при расположении по потоку перед обжимной клетью создают эффект удлинения, который обеспечивает две разные скорости.
Даже если это решение работает, то оно имеет, однако, недостатки значительной стоимости установки.
Описание другого решения, которое аналогично указанному выше решению, но применяется для криц и сутунок, приведено в ЕР 1187686: основная подающая линия к прокатному стану выходит из установки непрерывного литья вместе с одной или несколькими параллельными линиями, из которых подаваемые заготовки передаются в основную линию для обработки; другими словами, эти вспомогательные линии снова действуют в качестве буфера для питания прокатного стана.
Первый недостаток этого решения относится к тому, что для осуществления перехода со вспомогательной линии на основную линию необходимы подходящие поперечные передаточные системы.
Кроме того, управление скоростью передачи заготовок в подачу (различную для основной линии и вспомогательной линии) должно быть особенно точным для обеспечения регулярного непрерывного питания прокатного стана.
Известны также способы, такие как раскрыты в патенте ЕР 0603330 или в патентной заявке US 2009/0056906, которые обеспечивают небольшое увеличение скорости длинного изделия от выхода из литейной формы до входа в тянущий блок (часто обозначаемый сокращением WSU).
Следует отметить, что увеличение скорости заготовок является необходимым следствием описываемого процесса, но не главной целью процесса, который задуман для других целей.
Перед началом детального описания этого решения следует отметить, что в этом типе установок изделие Р выходит из изложницы вертикально, а затем деформируется вдоль части окружности, пока не получит горизонтальное положение и прямую траекторию, с целью ограничения вертикального размера цеха.
В результате, во всех этих установках траектория прохождения изделия Р содержит первую часть непосредственно по потоку за секцией изложницы, проходящую по части окружности примерно 90º (из вертикального в горизонтальное направление), и вторую часть, которая проходит горизонтально, при этом секция соединения двух траекторий (изогнутой и прямой линий) называется переходной зоной.
Тянущий блок WSU обычно расположен в соответствии с этой зоной, выпрямляет изделие Р из изогнутой формы в прямую форму и позволяет управлять скоростью удаления.
Тянущий блок, очевидно, воздействует своими роликами в частях траектории, расположенных непосредственно выше и ниже по потоку переходной зоны.
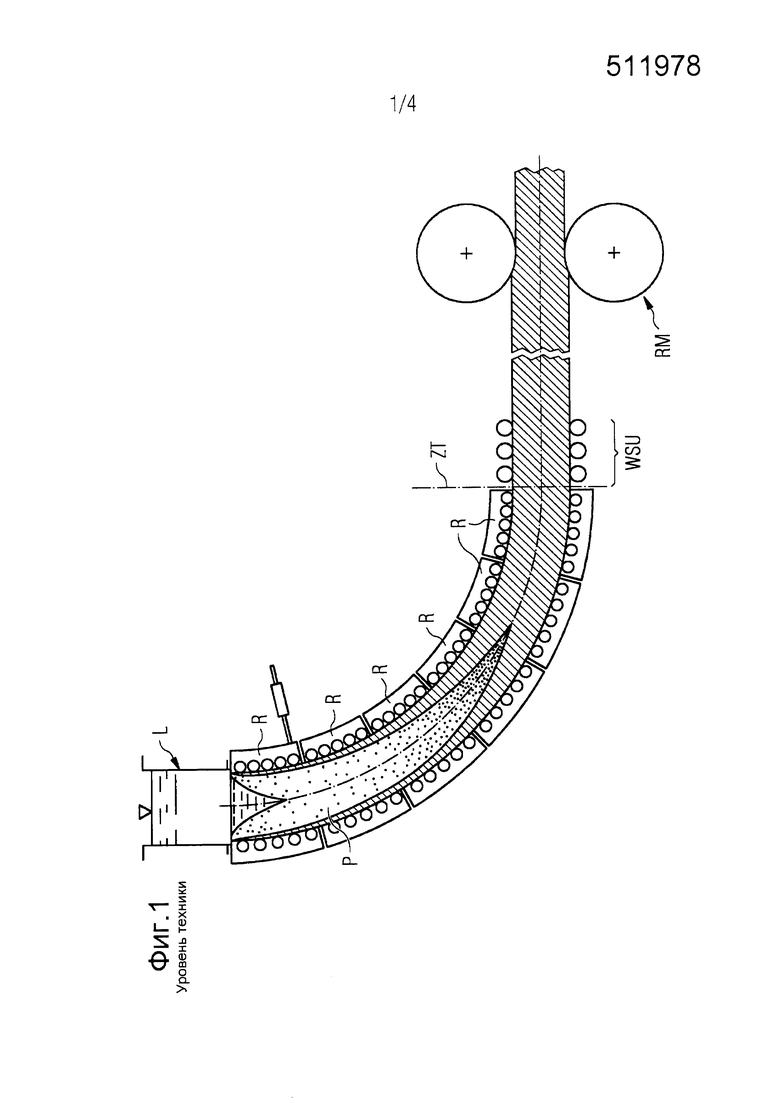
Ниже приводится пояснение способа, раскрытого в ЕР 0603330, со ссылками на фиг. 1, на которой показана конечная часть изложницы L непрерывного литья, из которой выходит изделие Р.
Согласно ЕР 0603330, установка должна быть модифицирована и иметь такие размеры, чтобы «металлургическая длина» изделия Р полностью заключалась внутри изогнутой части (от выхода изложницы до роликов тянущего блока), т.е. по потоку перед переходной зоной, обозначенной на фиг. 1 позицией ZT.
Металлургическая длина обозначает часть изделия Р, в которой имеется центральное ядро, еще не полностью затвердевшее (твердые зерна сосуществуют в суспензии в ядре, в жидкой матрице).
Таким образом, в этом случае тянущий блок не является обычным блоком, а изготовлен специально, так что он воздействует лишь на прямую часть по потоку после переходной зоны, при этом этот специальный тянущий блок содержит в действительности последовательности роликов, расположенных все по потоку после переходной зоны ZT и имеющих оси вращения, параллельные друг другу и расположенные по существу на одинаковом расстоянии от изделия Р.
Изделие Р, по потоку непосредственно после изложницы, проходит через ролики R, которые предназначены для деформации изделия, которая приводит к изменению поперечного сечения, получаемого посредством сохранения постоянным периметра изделия Р.
Эта деформация часто называется в данной области техники «сокращением мягкого ядра» и имеет первичную задачу улучшения качества готового изделия.
При определенных условиях изменение поперечного сечения изделия Р может быть полезным для увеличения скорости прохождения изделия.
Однако, в соответствии с идеей патента ЕР0603330, это увеличение скорости является слишком ограниченным для обеспечения непосредственной подачи в обжимную клеть RM без использования указанных выше приемов (т.е. буферных решений).
Кроме того, дополнительно к невозможности использования для этих целей, показанное в ЕР 0603330 решение имеет различные недостатки.
Прежде всего конструкция установки является чрезвычайно дорогостоящей, поскольку ролики R должны быть выполнены с клещевой оболочкой, пригодной для открывания и закрывания для обеспечения прохождения так называемой головной части затравки в начальной фазе запуска установки, которая имеет фиксированное поперечное сечение, равное поперечному сечению выходного отверстия изложницы.
Для обеспечения возможности прохождения головной части затравки ролики R не должны иметь конического поперечного сечения, поскольку в противном случае головная часть (с фиксированным размером) не сможет проходить.
Кроме того, решение является довольно сложным для реализации и подходит в основном для изделий Р, имеющих небольшие размеры, а именно, сохранение металлургической длины внутри изогнутой части требует либо чрезвычайно уменьшенной скорости подачи (что, следовательно, не позволяет достичь цели обеспечения скорости подачи в клети), либо чрезвычайно большого радиуса кривизны (с недостатком большого вертикального размера установки и связанной с этим стоимости).
Еще один недостаток связан с тем, что тянущий блок необходимо специально конструировать и изготавливать для этой установки.
Раскрытие в US 2009/0056906 базируется на основных идеях ЕР0603330, поясненных выше, и если даже и имеется расплющивающий участок, то он, очевидно, питается с низкой скоростью (по поясненным выше причинам), откуда следуют указанные выше недостатки.
Из сказанного выше следует, что имеется потребность в способе и устройстве для изготовления длинных изделий в установке непрерывного литья, при которых можно осуществлять подачу в клети простым и дешевым образом.
В частности, целью данного изобретения является устранение указанных выше недостатков посредством создания способа и устройства для изготовления длинных изделий в установке непрерывного литья, при которых возможно получение ускорения изделия по потоку после изложницы, так что может быть увеличена скорость прохождения изделия с первоначальной скорости отливки до скорости подачи в клети, без необходимости дорогостоящих модификаций известных установок и сохранении относительно ограниченных габаритов.
Эта цель достигнута в соответствии с первым аспектом изобретения с помощью способа изготовления длинного металлического изделия в установке непрерывного литья, при этом указанное изделие проходит по траектории, содержащей криволинейный участок и прямой участок. Способ содержит по меньшей мере одну первую и одну вторую фазу деформации, при этом каждая из указанных фаз содержит одновременную деформацию периметра и поперечного сечения указанного изделия, при этом первая фаза деформации осуществляется на указанном криволинейном участке, а вторая фаза деформации осуществляется на указанном прямом участке, при этом первая и вторая фаза деформации осуществляются в зоне, где еще имеется жидкий металл в изделии, и в месте, где каждая деформация вызывает увеличение скорости изделия.
Способ, согласно изобретению, может также содержать следующие стадии:
- дальнейшей деформации указанного периметра и указанного поперечного сечения указанного изделия, происходящей в переходной зоне, расположенной между зонами первой и второй деформации,
- при этом указанные фазы деформации создают деформацию поперечного сечения указанного изделия в одном направлении, предпочтительно в вертикальном направлении,
- другие фазы деформации вдоль указанной линии (LD) деформации,
- при этом указанные фазы деформации создают деформацию поперечного сечения указанного изделия в двух перпендикулярных друг другу направлениях, предпочтительно попеременно в горизонтальном и вертикальном направлении.
Способ, согласно изобретению, может также содержать следующие стадии:
а) отливки длинного металлического изделия с квадратным поперечным сечением, продвижения изделия вдоль траектории, содержащей криволинейный участок и прямой участок, при этом концы металлургической линии указанного изделия расположены по потоку выше и ниже переходной зоны, расположенной между указанным криволинейным участком и указанным прямым участком;
b) деформации указанного изделия по потоку перед переходной зоной для уменьшения указанного поперечного сечения в первом направлении, предпочтительно вертикальном, для получения прямоугольного поперечного сечения;
с) деформации указанного изделия в указанной переходной зоне для дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением прямоугольного поперечного сечения;
d) дальнейшей деформации указанного изделия по потоку после указанной переходной зоны с целью дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением тем самым прямоугольного поперечного сечения.
Способ, согласно изобретению, может также содержать следующие стадии:
а1) отливки длинного металлического изделия с помощью изложницы, при этом изделие продвигается вдоль траектории, содержащей первый криволинейный участок и второй прямой участок, при этом концы металлургической линии указанного изделия расположены по потоку выше и ниже переходной зоны между указанным криволинейным участком и указанным прямым участком;
b1) деформации указанного изделия по потоку перед указанной переходной зоной для уменьшения указанного поперечного сечения в первом направлении, предпочтительно вертикальном, для получения прямоугольного поперечного сечения;
с1) деформации указанного изделия по потоку перед указанной переходной зоной для уменьшения указанного поперечного сечения во втором направлении, перпендикулярном указанному первому направлению, предпочтительно горизонтальном, для получения квадратного поперечного сечения;
d1) деформации указанного изделия в указанной переходной зоне для дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением прямоугольного поперечного сечения;
е1) деформации указанного изделия в указанной переходной зоне для дальнейшего уменьшения указанного поперечного сечения в указанном втором направлении;
f1) деформации указанного изделия по потоку после указанной переходной зоны с целью дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением тем самым прямоугольного поперечного сечения;
g1) деформации указанного изделия по потоку после указанной переходной зоны с целью дальнейшего уменьшения указанного поперечного сечения в указанном втором направлении.
В одном варианте выполнения уменьшение указанного поперечного сечения в указанном первом или указанном втором направлении, получаемое в целом между поперечным сечением по потоку перед первой деформацией и по потоку после последней деформации, находится в диапазоне от 14% до 16,8% и предпочтительно равно 15,4% первоначального размера.
В одном варианте выполнения скорость прохождения указанного изделия по потоку после указанной изложницы равна примерно 5 м/мин.
В одном варианте выполнения указанные деформации создаются в тянущем блоке указанного изделия.
Согласно второму аспекту данного изобретения, предлагается устройство для изготовления длинного металлического изделия, в котором осуществляется указанный выше способ.
Устройство может содержать:
- средства для направления изделия вдоль траектории, содержащей криволинейный участок и прямой участок;
- тянущий блок, содержащий несколько пар роликов, при этом по меньшей мере первая пара роликов расположена на указанном криволинейном участке, и по меньшей мере вторая пара роликов расположена на прямом участке, при этом первая и вторая пара роликов расположены в зоне, где еще имеется жидкий металл в изделии, и в месте, где ролики вызывают увеличение скорости изделия.
В одном варианте выполнения расстояния между следующими друг за другом парами роликов уменьшается для создания деформации длинного металлического изделия, отливаемого из изложницы, в частности, уменьшение поперечного сечения в одном направлении, предпочтительно в вертикальном направлении.
Тянущий блок может содержать чередующиеся пары роликов, имеющие перпендикулярные оси вращения роликов соседних пар, в частности, чередующиеся горизонтальные и вертикальные оси, при этом расстояния между роликами каждой пары уменьшаются для создания деформации длинного металлического изделия, отливаемого из изложницы, в частности, уменьшения поперечного сечения в двух направлениях, предпочтительно вертикальном направлении и горизонтальном направлении.
А именно, заявителем было установлено, что указанные выше цели могут быть достигнуты посредством уменьшения поперечного сечения и периметра изделия за счет воздействия в зоне как перед, так и после переходной зоны от изогнутой формы к линейной форме изделия, при этом указанное уменьшение поперечного сечения и периметра достигается в условиях, когда изделие имеет не полностью затвердевший сердечник, и в месте, где изделие можно значительно ускорять.
В этом случае поперечное сечение и периметр изменяются вдоль металлургической длины, которая проходит за переходную зону изделия от криволинейной в прямолинейную форму.
Таким образом, без превышения скорости литья 5 м/мин можно увеличивать скорость продвижения изделия до скорости подачи в клети, т.е. 6 м/мин.
Структурные и функциональные характеристики изобретения и его преимущества по сравнению с известным уровнем техники следуют из приводимого ниже описания возможных вариантов выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 – решение, согласно уровню техники;
фиг. 2 – схема первого варианта выполнения данного изобретения;
фиг. 3 – схема второго варианта выполнения данного изобретения;
фиг. 4 – несколько поперечных сечений изделия во время различных рабочих фаз способа, согласно данному изобретению.
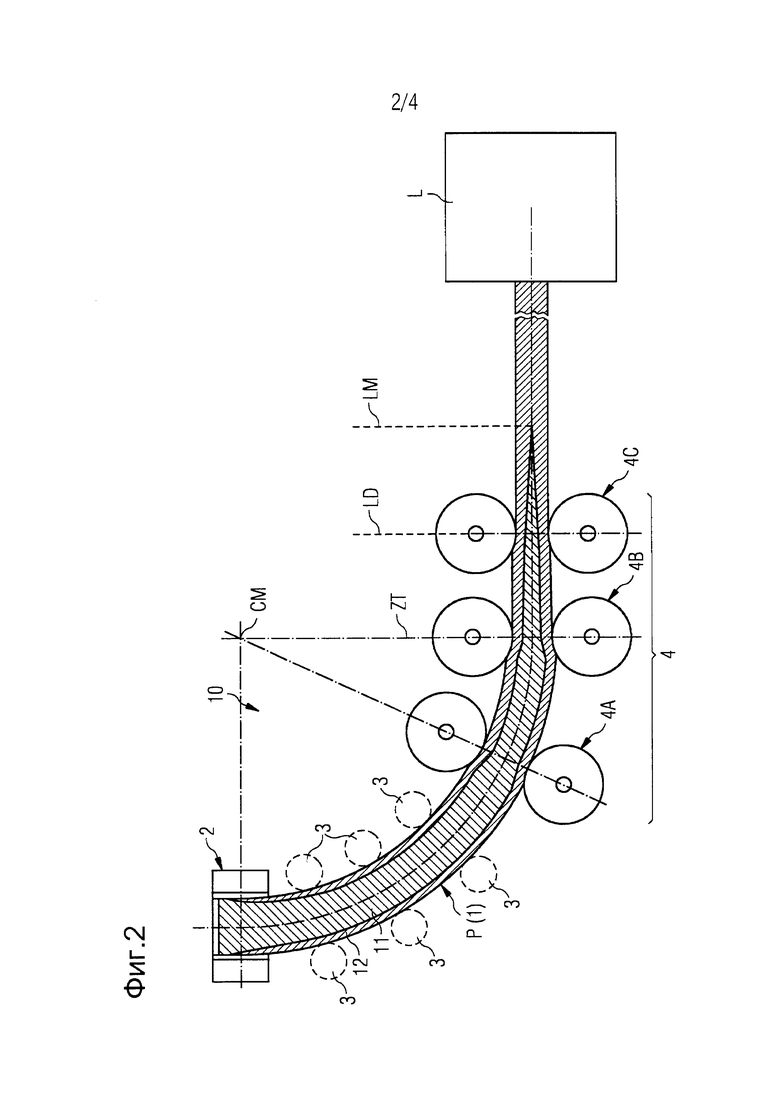
На фиг. 2 показана схема, относящаяся к способу и устройству, согласно первому варианту выполнения данного изобретения.
В целом, в способе изготовления длинного металлического изделия 1 в установке непрерывного литья, согласно данному изобретению, предусмотрено прохождение изделия 1 по траектории, содержащей криволинейный участок и прямой участок, и выполнение по меньшей мере одной первой и одной второй фазы деформации, при этом каждая из этих фаз включает одновременную деформацию периметра и поперечного сечения указанного изделия 1.
Согласно идее изобретения, первая и вторая фаза осуществляются, соответственно, одна на криволинейном участке, а вторая на прямом участке.
Первая и вторая фазы деформации задают, соответственно, два конца линии деформации, обозначенной позицией LD и расположенной на барицентрической оси изделия 1.
Эта линия заключена внутри металлургической линии (называемой также металлургической длиной) LM, измеренной на той же барицентрической оси указанного изделия 1 и ограниченной первой крайней точкой, в которой в изделии 1 имеется перегретый жидкий металл, и второй крайней точкой, в которой указанное изделие 1 полностью затвердело, как будет пояснено ниже.
Согласно первому базовому варианту выполнения, способ предусматривает деформацию поперечного сечения и периметра изделия посредством воздействия в одном направлении, предпочтительно в вертикальном направлении.
В более усовершенствованном варианте выполнения способа и соответствующего устройства предусмотрено, что деформация осуществляется посредством воздействия в двух перпендикулярных направлениях - горизонтальном и вертикальном.
На фиг. 2 позицией 1 обозначено удлиненное изделие, которое выходит вертикально из изложницы 2, при этом позицией 10 обозначено в целом устройство.
Изделие 1 предпочтительно является сталью в виде сутунки или крицы или аналогичных секций.
По потоку после изложницы 2 изделие 1 направляется с помощью направляющих роликов 3 (штриховые линии) до тянущего блока (WSU), обозначенного в целом позицией 4.
Тянущий блок 4 включает по меньшей мере три пары роликов 4А, 4В, 4С, расположенных относительно переходной зоны ZT (точки или зоны, в которой изделие 1 переходит из изогнутой в плоскую конфигурацию), выше по потоку зоны ZT (ролики 4А), в зоне ZT (ролики 4В) или по потоку после зоны ZT (ролики 4С).
Ролики 4А, 4В и 4С имеют все горизонтальную ось и по меньшей мере один ролик, предпочтительно один ролик из пары, имеет привод от двигателя.
А именно, для роликов верхней по потоку пары 4А и расположенной в зоне ZT пары 4В, как показано на фиг. 2, оси вращения роликов каждой пары 4а, 4В лежат на одинаковом радиусе, соединенном с одним центром СМ, т.е. так называемым центром машины, который является центром окружности, включающей дугу величиной 90º, по которой проходит изогнутая траектория изделия 1, по потоку после изложницы и перед переходной зоной ZT.
Расстояние между первой парой роликов 4А и второй парой роликов 4В больше расстояния между второй парой роликов 4В и третьей парой роликов 4С, что создает деформацию изделия 1, в частности, уменьшение поперечного сечения в одном направлении, в частности, вертикальном.
В частности, уменьшение в вертикальном направлении, получаемое в целом между поперечным сечением по потоку перед первой парой роликов 4А и по потоку после третьей пары роликов 4С, находится в диапазоне от 14% до 16,8%, предпочтительно равно 15,4%.
Согласно закону сохранения массы, в этих условиях скорость по потоку после третьей пары роликов 4С увеличивается примерно на 18,7%.
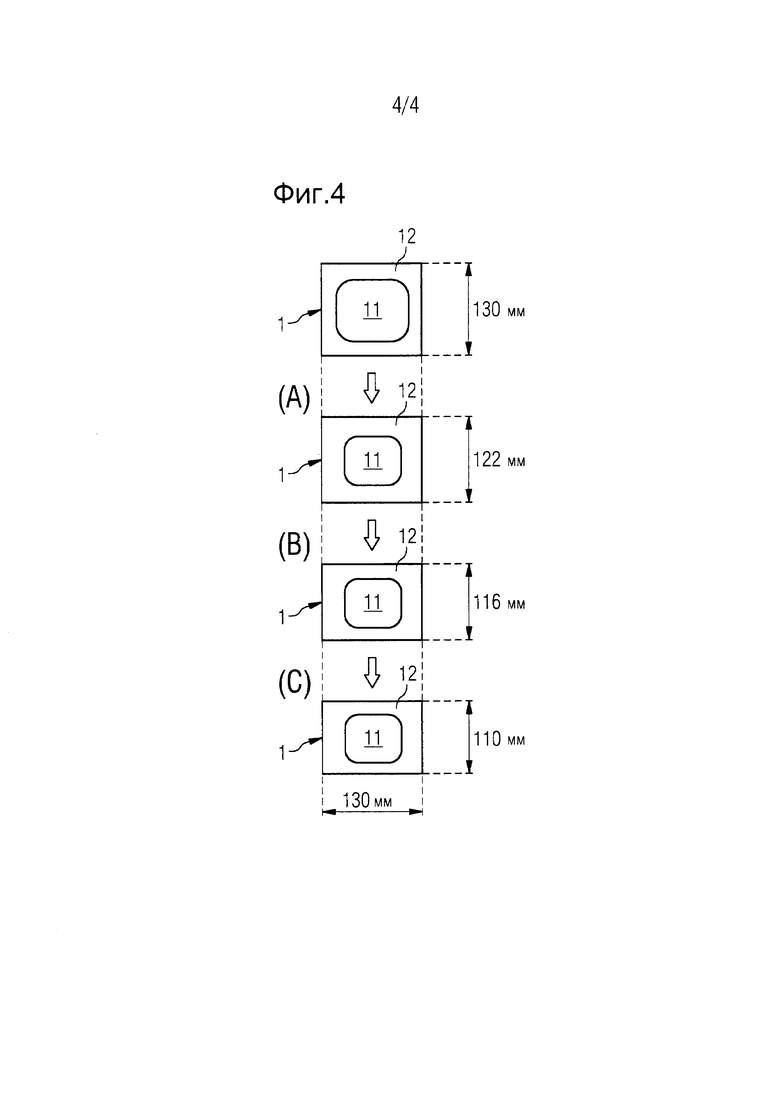
Таким образом, выполняемый способ содержит следующие стадии:
а) подготовки металлического изделия 1 с квадратным поперечным сечением, предпочтительно со стороной 130 мм, выливаемого из формы 2 и предназначенного для продвижения вперед со скоростью, предпочтительно равной 5 м/мин, вдоль траектории, содержащей первый криволинейный участок и второй прямой участок, при этом концы металлургической линии LM указанного изделия 1 расположены по потоку выше и ниже переходной зоны ZT между указанным криволинейным участком и указанным прямым участком;
b) деформации указанного изделия 1 по потоку перед указанной переходной зоной ZT для уменьшения указанного поперечного сечения в первом направлении, предпочтительно вертикально, для получения прямоугольного поперечного сечения, предпочтительно имеющего стороны 130 мм и 120 мм;
с) деформации указанного изделия 1 в указанной переходной зоне ZT для дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении, с получением тем самым прямоугольного поперечного сечения со сторонами предпочтительно 130 мм и 116 мм;
d) дальнейшей деформации указанного изделия 1 по потоку после указанной переходной зоны ZT с целью дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением тем самым прямоугольного поперечного сечения, предпочтительно имеющего стороны 130 мм и 110 мм.
В рабочих условиях наилучшие результаты получаются, когда изделие 1 по потоку после изложницы 2 имеет по существу квадратное поперечное сечение со стороной 130 мм и скорость прохождения, равную примерно 5 м/мин.
В этих условиях выполняют следующие стадии:
- первой деформации, реализуемой с помощью первой пары роликов 4А, для получения по существу прямоугольного поперечного сечения изделия 1 со сторонами 130 мм и 122 мм;
- второй деформации, реализуемой с помощью второй пары роликов 4В, для получения по существу прямоугольного поперечного сечения изделия 1 со сторонами 130 мм и 116 мм;
- третьей деформации, реализуемой с помощью третьей пары роликов 4С, для получения по существу прямоугольного поперечного сечения изделия 1 со сторонами 130 мм и 110 мм.
Следует отметить, что указанное поперечное сечение называется «по существу прямоугольным», поскольку в действительности оно имеет округленные края, что обычно вызывается деформацией изделия 1 в размере (вертикальном) и в этих рабочих условиях.
При этих условиях скорость по потоку после третьей пары роликов 4С равна примерно 6 м/мин и поэтому является оптимальной для подачи изделия 1 непосредственно в клеть L.
Необязательно, перед клетью L изделие 1 можно предварительно нагревать в индукционной печи или т.п.
Следует напомнить, что для целей данного изобретения важно то, что полузатвердевший сердечник 11 изделия 1 проходит в зоне деформации между первой 4А и третьей 4С парой роликов.
Ниже коротко поясняется, как происходит затвердевание изделия 1 по потоку после изложницы 2.
В самой первой зоне по потоку после изложницы 2 изделие 1 имеет относительно небольшую толщину корки (т.е. толщину твердой окружной стенки 12).
Центральное ядро, или сердечник 11 изделия 1, проходит в этой зоне с заполнением примерно на 80% площади поперечного сечения изделия 1.
Температура сердечника 11 значительно выше температуры окружной стенки 12, так что как жидкая фаза, так и уже затвердевшие зерна металла сосуществуют в указанном сердечнике 11.
За счет продолжающегося охлаждения вдоль траектории прохождения изделия 1 толщина оболочки 12 увеличивается, а поперечное сечение сердечника все больше уменьшается.
Согласно идее данного изобретения, необходимо, чтобы металлургическая линия LM (называемая длиной части изделия 1, измеренной по барицентрической оси изделия 1, и в которой центральный сердечник еще не полностью затвердел, и в которой сосуществуют твердые зерна и не перегретый жидкий металл, измеренная от выхода из изложницы 2) проходила за последнюю пару роликов 4С тянущего блока 4.
Поэтому линия LD деформации лежит внутри металлургической линии LM.
Другими словами, изделие 1 должно достигать переходной зоны ZT еще с полузатвердевшим сердечником, который присутствует по меньшей мере до последнего ролика 4С тянущего блока 4, как показано на фиг. 4. Кроме того, ролики и, в частности первая пара роликов 4А, расположены в месте, где толщина затвердевшей корки 12 достаточна для того, чтобы вызываемая роликами деформация вызывала также увеличение скорости изделия в направлении прохождения изделия. Другими словами, ролики не должны быть расположены слишком близко к изложнице 2, где изделие еще слишком жидкое и где деформация не вызывает значительного ускорения изделия.
В этих условиях в предпочтительном варианте выполнения достигаются следующие значения размеров:
L2=130 мм
L2=110 мм
Следует отметить, что возможны варианты, в которых уменьшение осуществляется лишь в двух стадиях, например, с помощью первых роликов 4С и третьих роликов 4С, которые также входят в объем изобретения.
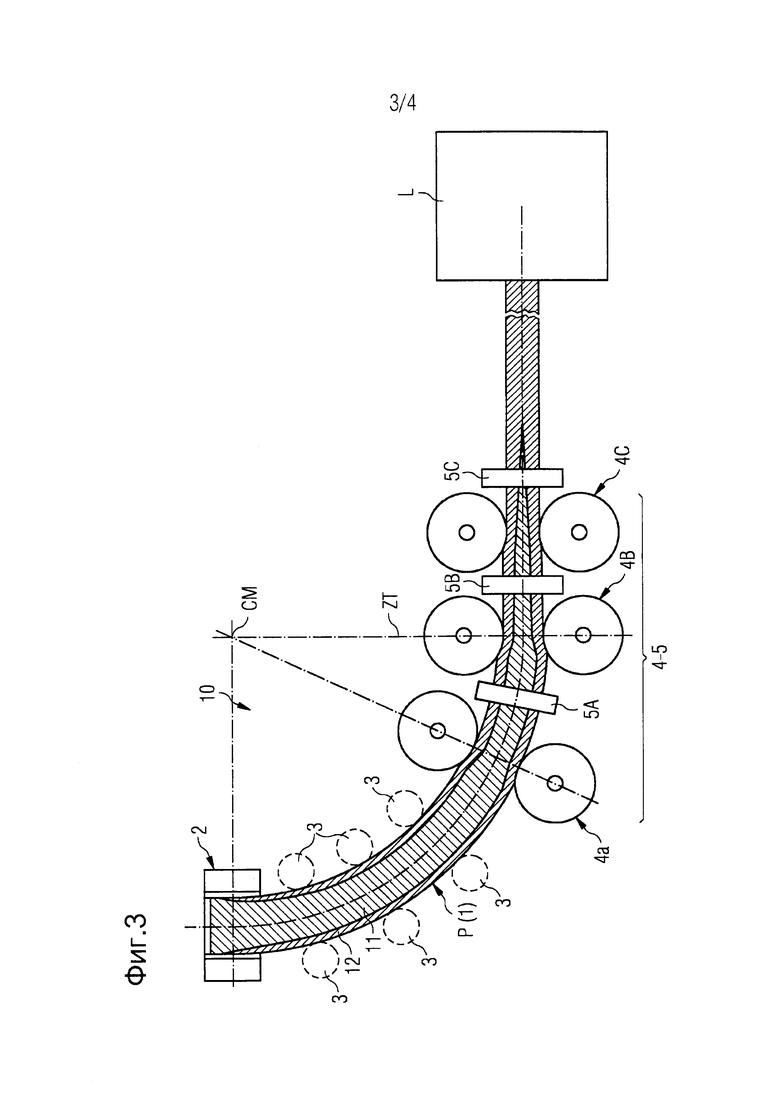
Другой вариант выполнения показан на фиг. 3, на которой одинаковые части обозначены теми же позициями.
В этом случае устройство отличается от указанного выше устройства тем, что тянущий блок 45 содержит как указанные выше пары роликов 4А, 4В, 4С, так и несколько (например, три) пар роликов 5А, 5В, 5С, имеющих оси вращения, перпендикулярные осям вращения пар роликов 4А, 4В, 4С.
Например, пары роликов 4А, 4В, 4С имеют горизонтальную ось, в то время как пары роликов 5А, 5В, 5С имеют вертикальную ось.
В частности, тянущий блок 45 в этом случае содержит попеременно обе последовательности роликов, а именно, пары роликов 4А, 4В, 4С с горизонтальной осью и пары роликов 5А, 5В, 5С с вертикальной осью, так что за парой роликов с горизонтальной осью следует пара роликов с вертикальной осью, и наоборот.
Первая пара роликов 4А тянущего блока 45, в которую попадает изделие 1 при выходе из изложницы 2, предпочтительно является парой роликов с горизонтальной осью.
В этом случае пары роликов 4А, 4В, 4С, 5А, 5В, 5С расположены так и имеют такие размеры, чтобы обеспечивать деформацию изделия 1 в двух направлениях, перпендикулярных друг другу, предпочтительно горизонтальном и вертикальном.
Расположение пар роликов 4А, 4В, 4С, 5А, 5В, 5С предпочтительно таково, что за деформацией в вертикальном направлении следует деформация в горизонтальном направлении, и наоборот.
Преимущества в этом случае по существу аналогичны преимуществам, обеспечиваемым предыдущим устройством, и поэтому не требуют дополнительного пояснения, за исключением того, что деформация в двух направлениях обеспечивает значительно более высокую конечную скорость (по потоку после роликов 5С) изделия 1.
Также в этом случае металлургическая линия LM может проходить за последнюю пару роликов 5С тянущего блока 45, и длина LD деформации заключена внутри металлургической линии LM.
В этих условиях в предпочтительном варианте выполнения достигаются следующие значения размеров:
L2=130 мм
L2=110 мм
В этом варианте выполнения способ содержит следующие стадии:
а1) - подготовки металлического изделия 1 с квадратным поперечным сечением, предпочтительно со стороной 130 мм, отливаемого из изложницы 2 и предназначенного для прохождения со скоростью, предпочтительно равной 5 м/мин, вдоль траектории, содержащей первый криволинейный участок и второй прямой участок, при этом концы металлургической линии LM указанного изделия 1 расположены по потоку выше и ниже переходной зоны ZT между указанным криволинейным участком и указанным прямым участком;
b1) - деформации указанного изделия 1 по потоку перед указанной переходной зоной ZT для уменьшения указанного поперечного сечения в первом направлении, предпочтительно вертикальном, для получения прямоугольного поперечного сечения, предпочтительно имеющего стороны 130 мм и 122 мм;
с1) - дальнейшей деформации указанного изделия 1 по потоку перед указанной переходной зоной ZT для уменьшения указанного поперечного сечения во втором направлении, перпендикулярном указанному первому направлению, предпочтительно горизонтальном, для получения прямоугольного поперечного сечения, предпочтительно имеющего стороны 122 мм;
d) - дальнейшей деформации указанного изделия 1 в указанной переходной зоне ZT для дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением прямоугольного поперечного сечения, предпочтительно имеющего стороны 122 мм и 116 мм;
е1) - дальнейшей деформации указанного изделия 1 в указанной переходной зоне ZT для дальнейшего уменьшения указанного поперечного сечения в указанном втором направлении с получением квадратного поперечного сечения, предпочтительно имеющего стороны 116 мм;
f1) - дальнейшей деформации указанного изделия 1 по потоку после указанной переходной зоны ZT с целью дальнейшего уменьшения указанного поперечного сечения в указанном первом направлении с получением тем самым прямоугольного поперечного сечения, предпочтительно имеющего стороны 116 мм и 110 мм;
g1) - дальнейшей деформации указанного изделия 1 по потоку после указанной переходной зоны ZT с целью дальнейшего уменьшения указанного поперечного сечения в указанном втором направлении с получением квадратного поперечного сечения, предпочтительно имеющего стороны 110 мм.
Дополнительным преимуществом, получаемым с помощью данного изобретения, является то, что тянущий блок 4 может быть блоком, в котором целесообразно располагать пары роликов 4А, 4В, 4С на подходящем расстоянии друг от друга с целью реализации указанного выше способа.
В качестве альтернативного решения, тянущий блок может быть модифицирован посредством дополнения двух, трех или более пар роликов 5А, 5В, 5С с горизонтальной осью для обеспечения уменьшения поперечного сечения изделия 1 в более чем одном направлении.
Очевидно, что возможны многие модификации указанного выше способа, например, процентное уменьшение поперечного сечения от одной пары роликов к следующей паре роликов, или же поперечное сечение может отличаться от квадратного или прямоугольного.
Таким образом, достигнуты цели, указанные во вступительной части описания.
Объем изобретения определяется прилагаемой формулой изобретения.
Изобретение относится к непрерывному литью. Металлическое изделие (1) с неполностью затвердевшей сердцевиной после выхода из кристаллизатора (2) подвергается деформации на криволинейном и прямом участках криволинейной установки (10) непрерывного литья. Тянуще-правильный блок (4) установки (10) содержит пары роликов (4А, 4В, 4С, 5А, 5В, 5С), чередующиеся таким образом, что оси вращения роликов соседних пар перпендикулярны. Таким образом изделие (1) поочередно деформируют в двух направлениях, изменяя его периметр и поперечное сечение, что вызывает увеличение скорости изделия (1). Обеспечивается увеличение скорости выпуска изделия до необходимой скорости подачи изделия в прокатные клети. 2 н. и 20 з.п. ф-лы, 2 табл., 4 ил.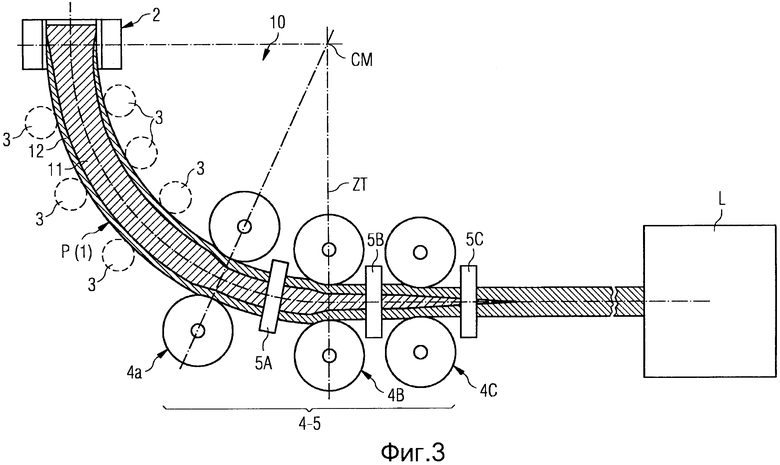
1. Способ непрерывного литья длинномерного металлического изделия (1) в установке непрерывного литья, содержащий:
проход указанного изделия (1) из кристаллизатора (2) по траектории, содержащей криволинейный участок и прямой участок,
обеспечение множества пар роликов для деформации изделия (1) во множестве фаз деформации, включающих в себя по меньшей мере одну первую фазу деформации и одну вторую фазу деформации, следующую за первой фазой деформации вдоль траектории;
при этом в первой фазе и во второй фазе деформации осуществляют одновременную деформацию периметра и поперечного сечения указанного изделия (1),
причем первую фазу деформации осуществляют на указанном криволинейном участке, и вторую фазу деформации - на указанном прямом участке траектории, при этом
первую и вторую фазы деформации осуществляют на металлургической длине, где изделие (1) имеет не полностью затвердевшую сердцевину, и в месте, где каждая деформация изделия (1) вызывает увеличение скорости изделия,
причем множество пар роликов включает в себя по меньшей мере первые, вторые, третьи и четвертые пары роликов, расположенные на металлургической длине,
при этом множество пар роликов представляет собой чередующиеся пары роликов, имеющие взаимно перпендикулярные оси вращения между роликами соседних пар.
2. Способ по п. 1, в котором осуществляют дополнительную деформацию периметра и поперечного сечения указанного изделия (1) в переходной зоне (ZT), расположенной между зонами первой и второй деформации.
3. Способ по п. 1, в котором в указанных фазах деформации осуществляют деформацию соответствующего сечения указанного изделия (1) в одном направлении.
4. Способ по п. 3, в котором указанное одно направление представляет собой вертикальное направление.
5. Способ по п. 1, в котором осуществляют дополнительные фазы деформации вдоль линии (LD) деформации.
6. Способ по п. 1, в котором в указанных фазах деформации осуществляют деформацию соответствующего сечения указанного изделия (1) в двух взаимно перпендикулярных направлениях.
7. Способ по п. 6, в котором указанные взаимно перпендикулярные направления представляют собой чередующиеся горизонтальное и вертикальное направления.
8. Способ по п. 1, содержащий следующие стадии:
a) отливки длинномерного металлического изделия (1) с квадратным сечением, прохода изделия (1) вдоль траектории, содержащей криволинейный участок и прямой участок, при этом концы металлургической длины (LM) указанного изделия (1) расположены перед и после переходной зоны (ZT), расположенной между указанным криволинейным участком и указанным прямым участком;
b) деформации указанного изделия (1) перед переходной зоной (ZT) для уменьшения указанного сечения в первом направлении для получения прямоугольного сечения;
c) деформации указанного изделия (1) в указанной переходной зоне (ZT) для дополнительного уменьшения указанного сечения в указанном первом направлении с получением прямоугольного поперечного сечения;
d) дополнительной деформации указанного изделия (1) после указанной переходной зоны (ZT) для дополнительного уменьшения указанного сечения в указанном первом направлении с получением тем самым прямоугольного сечения.
9. Способ по п. 8, содержащий следующие стадии:
a1) отливки длинномерного металлического изделия (1) в кристаллизаторе (2), проход изделия (1) вдоль траектории, содержащей первый криволинейный участок и второй прямой участок, при этом концы металлургической длины (LM) указанного изделия (1) расположены перед и после переходной зоны (ZT) между указанным криволинейным участком и указанным прямым участком;
b1) деформации указанного изделия (1) перед указанной переходной зоной (ZT) для уменьшения указанного сечения в первом направлении для получения прямоугольного сечения;
c1) деформации указанного изделия (1) перед указанной переходной зоной (ZT) для уменьшения указанного сечения во втором направлении, перпендикулярном указанному первому направлению для получения квадратного сечения;
d1) деформации указанного изделия (1) в указанной переходной зоне (ZT) для дополнительного уменьшения указанного сечения в указанном первом направлении с получением прямоугольного сечения;
e1) деформации указанного изделия (1) в указанной переходной зоне (ZT) для дополнительного уменьшения указанного сечения в указанном втором направлении;
f1) деформации указанного изделия (1) после указанной переходной зоны (ZT) для дополнительного уменьшения указанного сечения в указанном первом направлении с получением тем самым прямоугольного сечения;
g1) деформации указанного изделия (1) после указанной переходной зоны (ZT) для дополнительного уменьшения указанного сечения в указанном втором направлении.
10. Способ по п. 8, в котором уменьшение указанного сечения в указанном первом или указанном втором направлении, получаемое в целом между сечением перед первой деформацией и после последней деформации, находится в диапазоне от 14% до 16,8% первоначального размера.
11. Способ по п. 10, в котором получаемое в целом уменьшение равно 15,4% первоначального размера.
12. Способ по п. 1, в котором скорость прохождения указанного изделия (1) после указанного кристаллизатора (2) равна примерно 5 м/мин.
13. Способ по п. 1, в котором указанные деформации указанного изделия (1) создаются в тянуще-правильном блоке (4).
14. Устройство для непрерывного литья длинномерного металлического изделия (1), содержащее
кристаллизатор (2);
средства для направления изделия (1), вертикально выпускаемого из кристаллизатора (2), с заданным периметром и заданным поперечным сечением, вдоль траектории, содержащей криволинейный участок и прямой участок;
- тянуще-правильный блок, содержащий множество пар роликов, включающих в себя по меньшей мере первые и вторые пары роликов на указанном криволинейном участке, при этом первые и вторые пары роликов выполнены с возможностью деформации изделия (1) в первой фазе деформации, и третьи и четвертые пары роликов на указанном прямом участке, при этом третьи и четвертые пары роликов выполнены с возможностью деформации изделия (1) во второй фазе деформации;
при этом первая и вторая пара роликов расположены на расстоянии друг от друга для создания одновременной деформации периметра и поперечного сечения изделия (1) по сравнению с периметром и поперечным сечением изделия (1), выпускаемого из кристаллизатора (2), с увеличением скорости изделия (1);
при этом третья и четвертая пара роликов расположены на расстоянии друг от друга для создания деформации периметра и поперечного сечения изделия (1) по сравнению с периметром и поперченным сечением изделия, выпускаемого из указанных первой и второй пар роликов, с дополнительным увеличением скорости изделия (1);
причем указанное множество пар роликов расположено на металлургической длине, где изделие (1) имеет не полностью затвердевшую сердцевину,
при этом множество пар роликов представляют собой чередующиеся пары роликов, имеющие взаимно перпендикулярные оси вращения между роликами соседних пар.
15. Устройство по п. 14, в котором ролики указанных пар, расположенных на расстоянии друг от друга, выполнены с возможностью уменьшения расстояний между двумя соответствующими роликами двух следующих друг за другом пар роликов (4А, 4В, 4С) для создания деформации длинномерного металлического изделия (1), выпускаемого из кристаллизатора (2).
16. Устройство по п. 15, в котором указанные ролики указанных пар роликов расположены с возможностью создания уменьшения сечения изделия (1) в одном направлении.
17. Устройство по п. 16, в котором одно направление представляет собой вертикальное направление.
18. Устройство по п. 14, в котором ролики выполнены с возможностью уменьшения расстояния между роликами каждой пары (4А, 4В, 4С, 5А, 5В, 5С) для создания деформации длинномерного металлического изделия (1), выпускаемого из кристаллизатора (2).
19. Устройство по п. 18, в котором указанные перпендикулярные оси вращения роликов представляют собой чередующиеся горизонтальные и вертикальные оси вращения.
20. Устройство по п. 18, в котором указанные ролики расположены для осуществления уменьшения сечения в двух направлениях, предпочтительно вертикальном направлении и горизонтальном направлении.
| DE 3822939 C1, 05.10.1988 | |||
| JP 2010069499 A, 02.04.2010 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ БЛЮМОВ, СЛЯБОВ ИЛИ ТОНКИХ СЛЯБОВ | 2002 |
|
RU2287401C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОДУКТОВ ИЗ СТАЛИ | 1992 |
|
RU2104821C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| DE 19931331 A1, 18.01.2001. | |||

