Изобретение относится к легкой промышленности, точнее к кожгалантерейному производству и может быть использовано при изготовлении изделий типа полужестких каркасных сумок, портфелей, чемоданов, кейсов и т.п. Обычно такие изделия состоят из двух боковых стенок, объединяемых ботаном (здесь и далее под термином "боковая стенка" понимается плоская панель корпуса или крышки изделия, занимающая при его переноске вертикальное положение, а под термином "ботан" - кольцевой элемент, объединяющий боковые стенки и другие детали полуфабриката галантерейного изделия). Для придания изделию жесткости в местах соединения боковых стенок с ботаном располагают каркасные элементы, например, в виде проволочных рамок. Крепление рамки к стенке и ботану осуществляют посредством кедеров - специальных профилированных лент из эластичного и относительно более прочного (по сравнению с прочностью основных элементов изделия) материала. Кроме основной цилиндрической части кедер имеет выступающие плоские элементы - фланцы. В процессе производства кедер сначала монтируют на проволочной рамке и затем соединяют его фланцы с кромками боковых стенок и ботана посредством швов.
Из описания изобретения к патенту США 4784248, кл. А 45 С 13/36, 15.11.88 г. [1] известна багажная сумка, боковые стенки которой соединены с ботаном посредством ниточных швов. В местах соединения боковых стенок с ботаном расположены проволочные рамки, прикрепленные к изделию посредством кедеров. Фланцы кодеров расположены между кромками боковых стенок и ботана. Цилиндрическая часть кедера в соответствии с этим изобретением имеет снаружи два выступа, окрашенные в цвет, отличный от цвета остальной части кедера и служащие в качестве украшения, а также предупреждающие нежелательную деформацию скручивания кедера. Эти дополнительные выступы усложняют конструкцию и несомненно повышают стоимость изделия, не решая, однако, кардинально проблему сохранения формы его стенок, особенно в условиях повышенных нагрузок.
Из описания патента США 4781278, кл. А 45 С 7/00, 01.11.88 г. [2] известно устройство части багажной сумки, содержащей боковые стенки и ботан, скрепленные ниточным швом. В месте расположения шва изделие усилено проволочной рамкой, на которой смонтирован кедер. Технология выполнения соединительных швов в техническом решении [2] (по существу это накладочные швы) не позволяет после операции сшивания осуществлять натяжение стенок. Такая конструкция пригодна, главным образом, для соединения элементов внутренних частей изделия и не может быть эффективно использована при изготовлении частей изделий с наружными боковыми стенками.
Следует упомянуть еще об одном аналоге предлагаемого изобретения, известном из патента США 5358083, кл. А 45 С 13/04, 25.10.94 г. [3], в котором описан багажный чемодан, состоящий из мягких боковых стенок, объединенных ботаном, включающим жесткие рамные элементы. Изобретение [3] направлено на повышение надежности соединения частей чемодана во время его транспортирования, для чего в конструкции ботана предусматриваются жесткие алюминиевые рамы. Последняя особенность придает жесткость и надежность всей конструкции, но одновременно существенно усложняет изготовление изделия и увеличивает его стоимость.
Наиболее близким по технической сущности аналогом предлагаемого изобретения в части "устройство" можно принять полуфабрикат галантерейного изделия, раскрытый в заявке ФРГ 3326715, кл. А 45 С 5/02, 13/34, 07.02.85 г. [4] (прототип), содержащий боковую стенку изделия, ботан и каркасный элемент со смонтированным на нем кедером, соединенные посредством шва, скрепляющего кромки боковой стенки и ботана с фланцами кедера, при этом фланцы кедера расположены между кромками боковой стенки и ботана.
Наиболее близким аналогом по технической сущности к предлагаемому способу является способ изготовления полуфабриката галантерейного изделия, раскрытый в заявке ФРГ [4] (прототип), включающий помещение фланцев кедера, смонтированного на каркасном элементе, между кромками боковой стенки и ботана, сшивание кромок боковой стенки и ботана совместно с помещенными между ними фланцами кедера и последующее выворачивание полученного таким образом полуфабриката галантерейного изделия.
Боковая стенка полуфабриката галантерейного изделия, изготовленная согласно изобретению [4] , на практике часто оказывается плохо натянутой и может вследствие этого провисать, теряя свою плоскую форму. Указанное обстоятельство ухудшает потребительские свойства изделий. Элементы таких изделий нуждаются в улучшении качества, особенно в части повышения натяжения (натяжки) боковых стенок.
Техническим результатом предлагаемого изобретения является улучшение потребительских свойств готового изделия за счет увеличения натяжения его боковых стенок.
Указанный выше технический результат достигается в известном полуфабрикате галантерейного изделия, содержащем боковую стенку изделия, ботан и каркасный элемент со смонтированным на нем кедером, соединенные посредством шва, скрепляющего кромки боковой стенки и ботана с фланцами кедера, при этом фланцы кедера расположены между кромками боковой стенки и ботана, отличительной особенностью которого является то, что на кромках боковой стенки и ботана имеются дополнительные припуски, в пределах которых расположен дополнительный шов, скрепляющий только кромки боковой стенки и ботана.
В настоящем изобретении в части "устройство" предусмотрены частные случаи его выполнения.
Один частный случай характеризуется тем, что между швом, скрепляющим кромки боковой стенки и ботана с фланцами кедера, и дополнительным швом, скрепляющим только кромки боковой стенки и ботана, имеется второй дополнительный шов, скрепляющий фланцы кедера и кромки ботана.
Другой частный случай характеризуется тем, что отношение расстояния L между швом, скрепляющим кромки боковой стенки и ботана с фланцами кедера, и дополнительным швом, скрепляющим только кромки боковой стенки и ботана, к сумме длины S фланцев и толщины К фланцев кедера составляет от 0,3 до 1,0.
Третий частный случай характеризуется тем, что боковая стенка и ботан выполнены из кожи, кожзаменителя или ткани типа брезента.
Наконец, четвертый частный случай настоящего изобретения характеризуется тем, что каркасный элемент выполнен в виде замкнутой рамки из металлической проволоки.
Указанный выше технический результат достигается в известном способе изготовления полуфабриката галантерейного изделия, включающем помещение фланцев кедера, смонтированного на каркасном элементе, между кромками боковой стенки и ботана, сшивание кромок боковой стенки и ботана совместно с помещенными между ними фланцами кедера и последующее выворачивание полученного таким образом полуфабриката галантерейного изделия, отличительной особенностью является то, что перед помещением фланцев кедера, смонтированного на каркасном элементе, между кромками боковой стенки и ботана и сшиванием кромок боковой стенки и ботана совместно с фланцами кедера осуществляют операцию сшивания только кромок боковой стенки и ботана.
Настоящим изобретением предусмотрен частный случай выполнения предлагаемого способа изготовления полуфабриката галантерейного изделия, характеризующийся тем, что между операцией сшивания кромок только боковой стенки и ботана и операцией сшивания кромок боковой стенки и ботана совместно с вставленными между ними фланцами кедера производят операцию сшивания фланцев кедера и кромок ботана.
Сущность изобретения поясняется следующими чертежами.
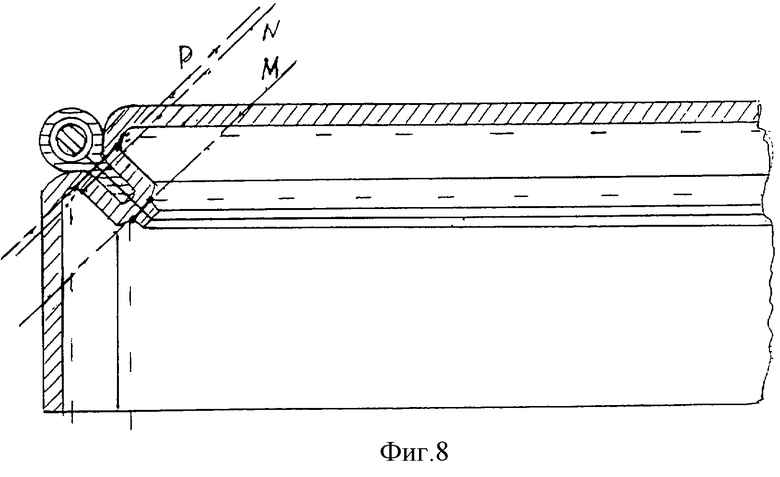
Фиг.1. Полуфабрикат галантерейного изделия, главный вид.
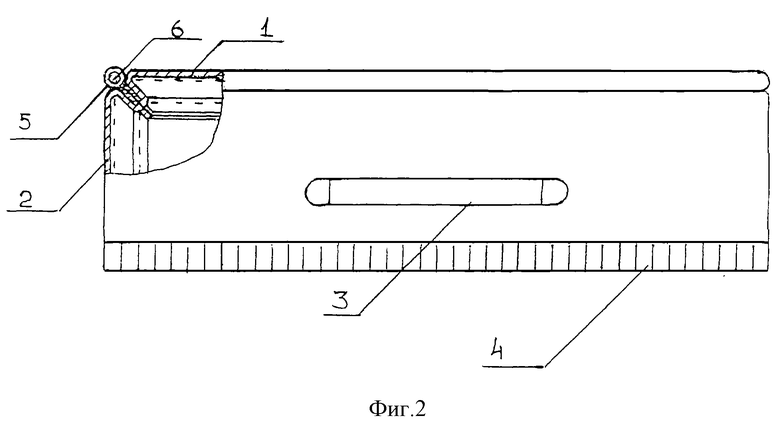
Фиг.2. Полуфабрикат галантерейного изделия, вид сверху, частичный разрез по А - А на фиг.1.
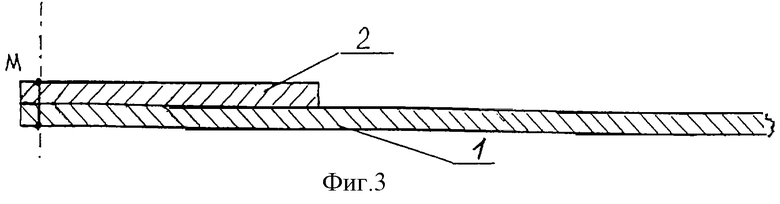
Фиг. 3. Узел соединения боковой стенки полуфабриката галантерейного изделия с ботаном после операции сшивания их дополнительным швом М.
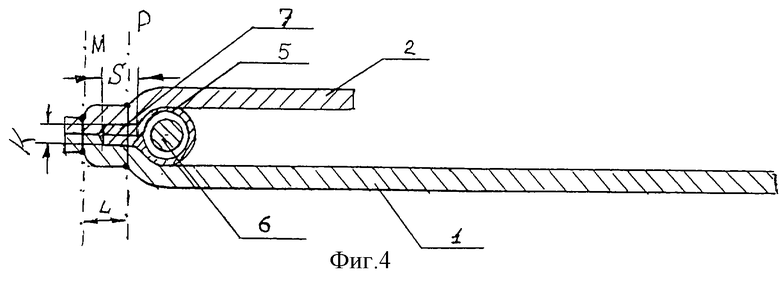
Фиг. 4. Узел соединения боковой стенки полуфабриката галантерейного изделия с ботаном после операций помещения фланцев кедера между кромками боковой стенки и ботана и сшивания их основным швом Р.
Фиг. 5. Узел соединения боковой стенки с ботаном после операции выворачивания скрепленного швами М и Р полуфабриката галантерейного изделия.
Фиг.6. Узел соединения боковой стенки полуфабриката галантерейного изделия с ботаном после операций соединения кромок боковой стенки и ботана дополнительным швом М и соединения фланцев кедера с кромкой ботана вторым дополнительным швом N.
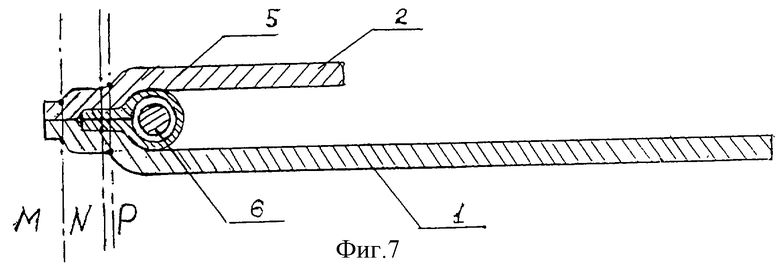
Фиг. 7. Узел соединения боковой стенки с ботаном после операции соединения кромок боковой стенки и ботана совместно с фланцами кедера основным швом Р.
Фиг. 8. Узел соединения боковой стенки с ботаном после операции выворачивания скрепленного швами М, N и Р полуфабриката галантерейного изделия.
Полуфабрикат галантерейного изделия, представленный на фиг.1 и 2, состоит из двух основных элементов - боковой стенки 1 и ботана 2 - и может быть снабжен ручкой 3 и замковым элементом, например, в виде элемента застежки молнии 4.
Как показано на фиг 4 и 5, кромки боковой стенки 1 и ботана 2 соединены швом Р, этот шов является основным. В месте соединения этих двух основных элементов (1 и 2) расположен кедер 5, предварительно смонтированный на каркасном элементе 6. Таким образом, фланцы 7 кедера 5 закреплены между кромками боковой стенки 1 и ботана 2 основным швом Р. На фиг.3-8 показан дополнительный шов М, соединяющий только кромки боковой стенки 1 и ботана 2.
Заметим, что в отличие от технологии прототипа [4] при раскрое заготовок боковой стенки и ботана в настоящем изобретении необходимо учитывать дополнительные припуски, необходимые для выполнения шва М, скрепляющего только кромки боковой части полуфабриката галантерейного изделия и ботана.
На фиг.3-8 схематично представлены этапы изготовления полуфабриката галантерейного изделия. Способ изготовления полуфабриката галантерейного изделия состоит из следующих операций:
1) сшивание швом М кромок боковой стенки 1 и ботана 2 по всему контуру боковой стенки 1 (см. фиг.3);
2) помещение фланцев кедера 5, смонтированного на каркасном элементе 6, между кромками боковой стенки 1 и ботана 2;
3) сшивание швом Р кромок боковой стенки 1 и ботана 2 совместно с помещенными между ними фланцами 7 кедера 5 (см. фиг.4);
4) выворачивание сделанной в результате операций 1), 2) и 3) заготовки и получение таким образом полуфабриката галантерейного изделия (см. фиг.5, а также фиг.1 и 2).
Применение операций 1) - 4), включающих скрепление боковой стенки 1 с ботаном 2 основным швом Р и дополнительным швом М, направлено на получение надежно натянутой на каркасе боковой стенки полуфабриката галантерейного изделия.
В частном случае выполнения изобретения между операцией сшивания швом М кромок боковой стенки 1 и ботана 2 и операцией сшивания швом Р кромок боковой стенки 1 и ботана 2 с фланцами кедера 5 осуществляют операцию сшивания фланцев 7 кедера 5 и ботана 2 (см. фиг.6-8). Такой вид соединения рекомендуется для того, чтобы еще более усилить натяжение боковой стенки на каркасе.
Примеры конкретного выполнения.
Пример 1.
Из текстильного материала 900 D/PVC приготовили заготовки (выкройки) боковой стенки 1 и ботана 2 с учетом дополнительных припусков 3-5 мм на размещение дополнительного шва М. На машине Golden Weel CSU - 4150 нитками Polyster 20/3 выполнили соединение стенки 1 и ботана 2 швом М (см. фиг.3). Профилированный кедер 5 смонтировали на замкнутой рамке из стальной проволоки диаметром 3 мм (ГОСТ 9389). Полученный таким образом каркас поместили в место соединения стенки 1 и ботана 2 швом М и соединили кромки боковой стенки 1, ботана 2 с фланцами 7 кедера 5 посредством основного шва Р (см. фиг.4). После выворачивания получили полуфабрикат (см. фиг.5).
Пример 2.
Используя технологию, описанную в примере 1, соединили посредством выполнения шва М боковую стенку 1 с ботаном 2. Затем последовательно выполнили шов N (см. фиг. 6) и шов Р (см. фиг.7). При выполнении шва N использовали машину Golden Weel CSU - 4250 N. После выворачивания заготовки получили полуфабрикат галантерейного изделия (см. фиг.8).
Были получены опытные партии полуфабрикатов, выполненные по методике, описанной в примерах 1 и 2. Эти опыты показали, что в отличие от обычной технологии, использующей только один шов М (технология, применяемая в прототипе [4]), технология, рекомендуемая настоящим изобретением, обеспечивает хорошую натяжку (натяжение) материала боковой стенки на каркасе. Особенно отличались хорошей натяжкой полуфабрикаты, изготовленные по технологии, описанной в примере 2. Опыты показали, что в случаях, когда отношение L/(К+S) было менее 0,3, наблюдалась "недотяжка" материала боковой стенки и тенденция к его провисанию. Наоборот в случаях, когда отношение L/(К+S) превышало значение 1,0, наблюдалась "перетяжка" и в результате чрезмерного натяжения элементы каркаса иногда теряли устойчивость.
Производственный опыт показал, что реализация предлагаемого изобретения обеспечивает повышение потребительских свойств готового изделия за счет увеличения натяжения его боковых стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ИЗДЕЛИЯ "Mammalia light" ДЛЯ КОРМЛЕНИЯ ГРУДЬЮ | 2010 |
|
RU2417717C1 |
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |
| Способ ручного непрерывного комбинированного сосудистого шва для устранения дефекта нижней полой вены | 2018 |
|
RU2698985C1 |
| УЗЕЛ-СЕКРЕТ "Mаmmalia" ОДЕЖДЫ ДЛЯ КОРМЛЕНИЯ ГРУДЬЮ | 2009 |
|
RU2408239C1 |
| ФИЛЬТРОВАЛЬНЫЙ МЕШОК ПЫЛЕСОСА С БОКОВОЙ СКЛАДКОЙ | 2011 |
|
RU2528163C2 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 2000 |
|
RU2190493C2 |
| СПОСОБ ФОРМИРОВАНИЯ АНАСТОМОЗА НА МАГИСТРАЛЬНЫХ СОСУДАХ | 2006 |
|
RU2329772C2 |


Предложенные способ и устройство могут быть использованы в кожгалантерейном производстве при изготовлении полужестких каркасных сумок, портфелей, кейсов и т.п. изделий. Полуфабрикат галантерейного изделия образован соединенными между собой боковой стенкой изделия, ботаном и каркасным элементом в виде кедера, смонтированного на проволочной рамке. Фланцы кедера помещены между кромками боковой стенки и ботана и скреплены с ними основным швом. Кроме того, предусмотрен дополнительный шов, соединяющий кромки боковой стенки и ботана. В частном случае выполнения предусмотрен дополнительный шов, соединяющий кромки ботана и фланцы кедера, расположенный между основным и дополнительным швами. Реализация изобретения обеспечивает повышение потребительских свойств изделий за счет увеличения натяжения боковых стенок. 2 с. и 5 з.п. ф-лы, 8 ил.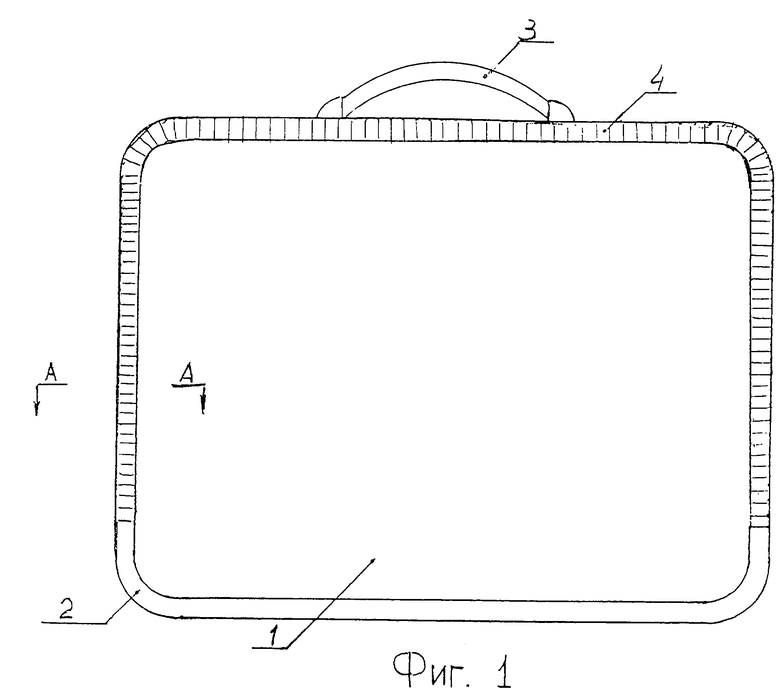
| DE 3326715 A1, 07.02.1985 | |||
| US 4784248 А, 15.11.1988 | |||
| US 3812939 А, 28.05.1974 | |||
| US 3447649 А, 03.06.1969 | |||
| МЯСОРУБКА С ВОРОНКОЙ | 2013 |
|
RU2638950C2 |
| Устройство для измерения компонент вектора плотности тока в проводящих средах | 2016 |
|
RU2632589C1 |

