Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной абразивной обработки заготовок деталей машин и приборов.
Известен способ шлифования, в соответствии с которым съем основной части припуска осуществляется при постоянной врезной подаче “жестким” (стандартным) абразивным кругом, после чего заготовку обрабатывают без подачи (выхаживают) тем же кругом (Худобин Л.В., Фрагин И.Е. К вопросу об анализе рабочих циклов автоматизированных станков // Научные доклады высшей школы. Серия “Машиностроение и приборостроение”. М.: Высшая школа, 1958. С.134-143). Цикл шлифования таким способом включает три этапа: врезание, шлифование с постоянной подачей, выхаживание.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при шлифовании известным способом величины параметров шероховатости обработанной поверхности в значительной степени определяются зернистостью круга и уровнем колебаний технологической системы, включающей жесткий шлифовальный круг, не позволяющий демпфировать эти колебания, что обусловливает необходимость обработки в две, а иногда и в три операции для удаления значительного припуска и получения на заключительном этапе нормированной (требуемой) точности геометрических параметров шлифованных поверхностей (по макро- и микрогеометрии).
Известен способ шлифования комбинированным шлифовальным кругом, при котором осуществляется последовательное предварительное и окончательное шлифование крупно- и мелкозернистыми абразивными слоями, жестко закрепленными соответственно на корпусе и выдвижных элементах круга (SU, авторское свидетельство №1255414, кл. В 24 D 3/34 // В 24 D 17/00, 1986). Шлифование выполняют с постоянной в пределах каждого этапа цикла подачей круга. При необходимости выполняют выхаживание мелкозернистыми элементами круга.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что, как и в предыдущем случае, шлифование сопровождается значительными вибрациями, увеличивающими шероховатость шлифованных поверхностей и, соответственно, увеличивающими время обработки на этапах окончательного шлифования и выхаживания.
Известен способ шлифования эластичным кругом, при котором осуществляется последовательное предварительное и окончательное шлифование эластичным абразивным кругом с регулируемой жесткостью, позволяющим демпфировать колебания технологической системы (SU, авторское свидетельство №1773708, кл. В 24 D 9/00 // В 24 D 5/06, 1992). Цикл шлифования таким кругом может быть построен и из четырех этапов: врезание, предварительное, чистовое и окончательное шлифование или врезание, предварительное и чистовое шлифование и выхаживание.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при шлифовании по такому способу на обработанной поверхности копируются погрешности формы шлифуемой (исходной) заготовки - в меньшей степени на этапе предварительного шлифования, когда обработка осуществляется более жестким кругом, в большей степени на этапах окончательного шлифования и выхаживания, когда обработка осуществляется менее жестким кругом, что при высоких требованиях к точности формы обработанных деталей в поперечном и продольном сечениях нежелательно.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ шлифования комбинированным шлифовальным кругом, включающий врезание, предварительное шлифование с постоянной подачей крупнозернистыми абразивными элементами круга, окончательное шлифование с постоянной подачей и выхаживание выдвигаемыми в радиальном направлении и установленными на упругих опорах (пружинах) мелкозернистыми элементами круга (см. патент РФ №2155130, кл. В 24 D 5/14, 2000), принятый за прототип.
Способу шлифования по прототипу присущи достоинства обработки жестким инструментом на этапе предварительного шлифования, главным из которых является высокая производительность, и обработки с демпфированием колебаний на этапах окончательного шлифования и выхаживания.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что на этапе окончательного шлифования, выполняемого подпружиненными мелкозернистыми абразивными элементами копируются погрешности формы шлифуемой поверхности, получаемые на этапе предварительного шлифования и имеющие, как правило, недопустимо большие значения, обусловленные величиной и колебанием сил резания на этом этапе шлифования.
Сущность изобретения заключается в следующем. С целью повышения качества шлифованных поверхностей предварительное шлифование с удалением основной части припуска выполняют крупнозернистыми элементами круга; на этапе окончательного шлифования обработку осуществляют жестко закрепленными в радиальном направлении мелкозернистыми абразивными элементами, обеспечивая тем самым необходимую точность линейных размеров и формы шлифованных поверхностей, а на этапе выхаживания для обработки используют те же мелкозернистые элементы, освобождая их и заменяя автоматически жесткие опоры этих элементов упругими, демпфирующими колебаниями технологической системы, что обеспечивает снижение высотных параметров шероховатости шлифованных поверхностей.
Технический результат заключается в повышении качества шлифованных поверхностей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе, способ шлифования комбинированным шлифовальным кругом включает врезание, предварительное шлифование с постоянной подачей крупнозернистыми абразивными элементами круга, окончательное шлифование с постоянной подачей и выхаживание мелкозернистыми абразивными элементами круга. Особенность заключается в том, что окончательное шлифование выполняют мелкозернистыми абразивными элементами круга, закрепленными в радиальном направлении, а выхаживание - теми же элементами, но установленными упруго в указанном направлении.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию “новизна”.
Для проверки соответствия заявленного изобретения условию “изобретательский уровень” заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию “изобретательский уровень”.
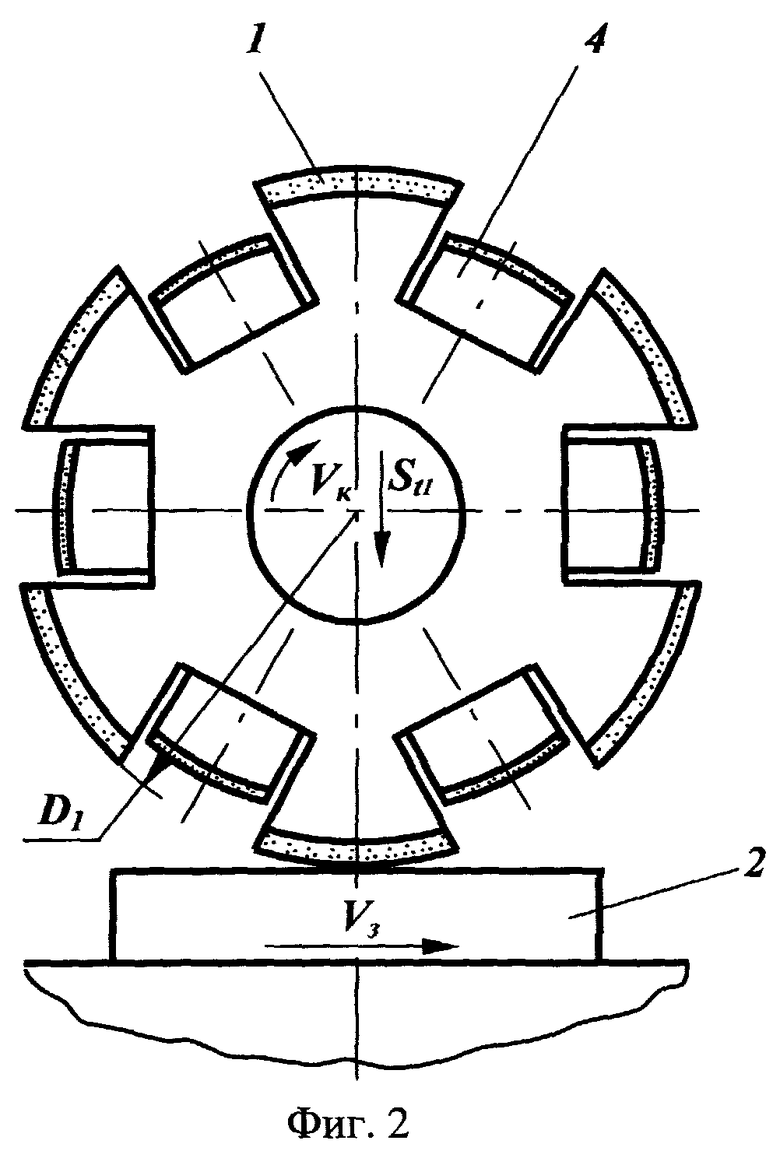
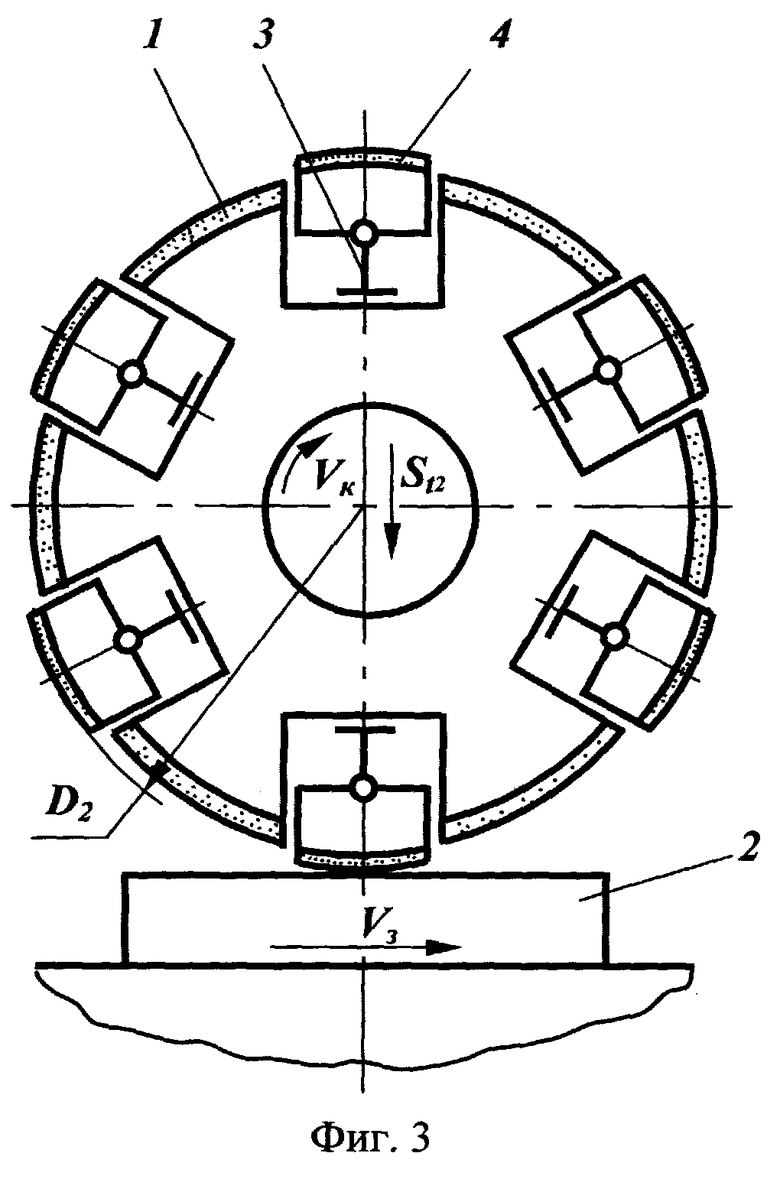
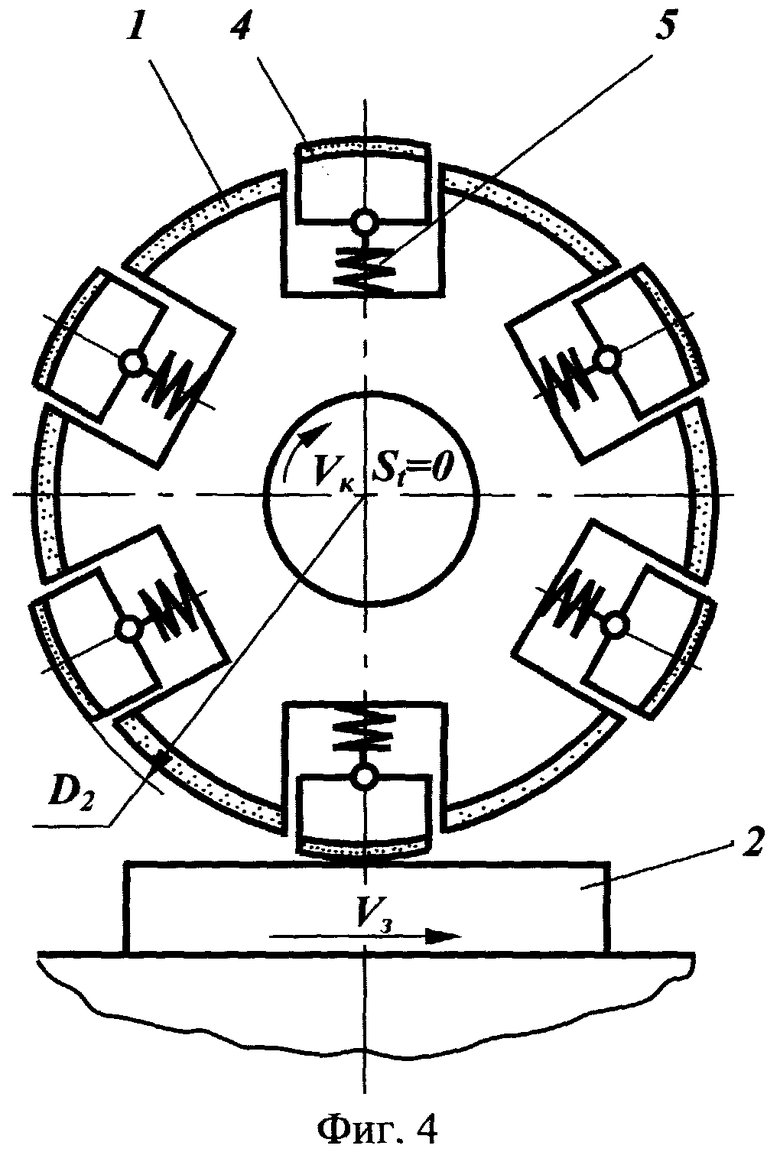
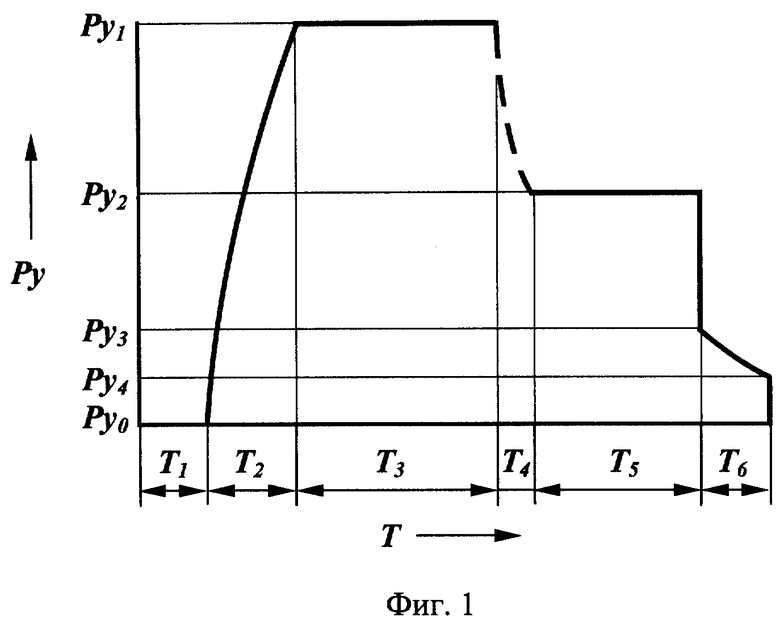
На чертежах представлено: на фиг.1 - график цикла шлифования предлагаемым способом; на фиг.2 - схема обработки на этапе предварительного шлифования; на фиг.3 - схема обработки на этапе окончательного шлифования; на фиг.4 - схема обработки на этапе выхаживания.
Предлагаемый способ шлифования включает врезание жестко установленных крупнозернистых элементов круга в заготовку за период времени Т2 (фиг.1), (T1 - время быстрого подвода круга), предварительное шлифование с постоянной подачей St1 крупнозернистыми абразивными элементами 1 круга (фиг.2) в течение времени Т3 (см. фиг.1); окончательное шлифование с постоянной подачей St2 жестко установленными на опорах 3 мелкозернистыми абразивными элементами круга 4 (фиг.3) в течение времени T5 (см. фиг.1); выхаживание упруго установленными на опорах 5 мелкозернистыми абразивными элементами 4 (фиг.4) в течение времени Т6 (см. фиг.1).
Шлифование предлагаемым способом осуществляют следующим образом.
Шлифовальный круг подводят к заготовке 2 и включают врезную подачу St1 (при необходимости заготовке сообщают продольную подачу). При этом происходит врезание, а затем съем основной части припуска жестко установленными крупнозернистыми элементами круга 1 (см. фиг.2). Величина припуска на этом этапе, а значит, и в период времени Т3 (см. фиг.1) определяется погрешностями предшествующей обработки заготовки.
После удаления основной части припуска врезную подачу круга прекращают, автоматически выдвигают мелкозернистые элементы круга 4, закрепляя (жестко фиксируя) их в радиальном направлении (см. фиг.3). Включают врезную подачу St2 и обрабатывают заготовку в течение времени T5 до достижения требуемой точности линейных размеров и формы обрабатываемой поверхности.
Затем подачу круга прекращают (см. фиг.4), освобождают мелкозернистые абразивные элементы круга, автоматически заменяя их жесткие опоры упругими, и выполняют выхаживание в течение времени Т6, определяемого требованиями к микрогеометрии шлифовальных поверхностей.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного способа следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении при обработке металлов резанием;
- для заявленного способа в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию “промышленная применимость”.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2252132C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2151047C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2014 |
|
RU2596534C2 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2155130C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
Изобретение относится к области машиностроения и может быть использовано для эффективной предварительной и окончательной обработки заготовок абразивным кругом. Способ включает врезание, предварительное шлифование с постоянной подачей крупнозернистыми абразивными элементами круга, окончательное шлифование с постоянной подачей и выхаживание выдвигаемыми в радиальном направлении мелкозернистыми абразивными элементами круга. Окончательное шлифование осуществляют мелкозернистыми абразивными элементами круга, зафиксированными в радиальном направлении, а выхаживание - теми же элементами, установленными упруго в указанном направлении. Такие действия обеспечивают требуемую точность размеров и макро- и микрогеометрию обрабатываемых поверхностей. 4 ил.
Способ шлифования комбинированным шлифовальным кругом, включающий врезание, предварительное шлифование с постоянной подачей крупнозернистыми абразивными элементами круга, окончательное шлифование с постоянной подачей и выхаживание выдвигаемыми в радиальном направлении мелкозернистыми абразивными элементами круга, отличающийся тем, что окончательное шлифование выполняют мелкозернистыми абразивными элементами круга, зафиксированными в радиальном направлении, а выхаживание - теми же элементами, установленными упруго в указанном направлении.
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2155130C1 |
| Устройство для комбинированного шлифования | 1985 |
|
SU1328177A1 |
| GB 1445313 А, 11.08.1976. | |||

