- S Изофетение оп оситс-я к абразив гым шлифовальным инс 1ЗдК1ентам н може-i использовано для чернового п ки« стоБОГо шлифования плоских яоверхяостей оптических деталей, Известен абразивный инструмеагг. выполненный в видб корпуса и стакаши на которых расположены абразивные эзк менты, при стакан установлен кон -центрично корпусу с возмо кностью ссеВоГо перемещения относительно него. На торцах Kopniii-ca и стакана соотгю-т-стхюшю размещены абразивные элементы райцагх зернистостей l , Недостаток известного ннстрзмента заключается в том, что ггри переходе- от чернового к чистовому необходимо сст-ановить технологический процесс дла вве дешш в работу слещтощей грушшх абра-:эивиых элементов, что снижает . дительностъ обработки. Целью изобретения 5ЕЕЛяется повыше« ние нроизводительностк лу-гем совмещеш чернового и. шстового «шнфовэлпга без прерывания технолопгческоге процесса,, Поставленная ие,чь д.осткгается тем что в абраз1гоном торцовое/; и.истру1 ::еите,, выполненном Б- кор1Т7С:а с распопс-.женными на нем и стакане, становаенном концентрИШо корггусу с возмоншость осевого перемещеншг относительно негоэ абразивньпии элементами, снаб-жен пластинчатой пружиной, закрепленной на его торце с возможностью си.т1ового взаимодействия со стаканом, На фиг, 1 представлен предложеЮгЕЫЙ 1Шструмент, разрез; на фиг, 2 - вид А на фиг. 1. Инструмент содержит onfiaBKy 1, на которой устаноБЛШ с возможностью осе-вого перемещения корпус 2 с абразявньш элементами 3 и стшсан 4 с абрэ.зивиыми элементами 5. На оправке 1 соосн,о с ней закреплена недеформируемой чэ1с-1ъю пластинчатая пруягана 6, При помощи крьпц ки 7 пруж1ша 6 введена в паз корпуса 2, ус тановленного на кольце 8 оправки 1. Опор I ная поверхность компенсатора 9 стагшна 4 расположена с возможностью конт-акта с пружиной 6 в зоне межЕГУ ее недефор мируемой и периферийной частЯдМи, С такав 4 расположез на упоре 10 оправки .1. Крьплка 7, кольцо 8 и упор 10 с олравкой 1, а компенсатор 9 со стака1юм 4 связаны резьбовым соедшюнием Рабг чие поверхности абразивш-ж элементов 3, содер кащик ал /1ааные зерна 28/2О мкм и элементов 5, содержащих а аиазнгте зерна 30/6( ivisvj, Б ввде кольцевых ceKTOjx B с paBiaiME радиусами It рйсположеяь иоспедова,тепьно по копь в исходн ;м полойсейии сяравка 1 щмента 5атановяена tiB. шшшделе станка (iie псжазан) S Устано&яен яредззарите-яь.«: iaift натяг лругшшы 6 перемещением кор«пуса 2 с Пэмоиью ко. S. Смещением саакаиа 4 с; помощью ртор Ю ьтбочие Поверхности элел ентом 3 установпегат з положение, .ари котором рабочие поверг НОст-л элементов о имеюч в:ьлет в вш равлении к поверхкссти детали, Оцорнаи поверхность компенса7ора 9 с/геще.нием ; его относитэльно стан;:«1а 4 звецена в контакт с поу15Шной 6. Инструмент работает следу-ронщм обра-sou, Включают- рабочую яода ;- jimmiaejji-j йкструыекта, соответг;,г-в}тощ ао до вепк чшю psjKKVj предварительного (чернового) шяж ювания. Опралл-са 1 смещает-с:я в нап5 авле1гни к повер шост aarcnroEKs :, Абра.згш1-гые элементы 3,, устаковпешше с зьтетом рабочих пс-вврхностей, нходят в контакт с Г|оверхиос:тью заг-отовкИо 1.корос1ъ леремещеник з.пемепт-ов 3 .кор пуса 2 и периферийной части пр кзгны 6 О1ра11нчивается до скс рости съема при- nycica абразивньши злемента.ми 3, меньшей скорости подачи инструмент-а При . зт-ом оправка 1,, с закреплешгой на ней частью лруктшы 6 и установлешшш на упоре 10 cT3JtaKOM 4 с элементами 5, продолжав. смещаться со скорос-тыо подачи. Поэтому пр жина 6 дефорьпгруется, выходя из контакта с компенсатором 9 стшшна 4j а абра,зивные .элементы 5 входят в контакт с обраб.атьюа.емой поверхностью; orpaniraimajH перемещение стака1Ш 4, Перемещение олр-авки 1 в этом случае пр шодит к образованию зазора .методу его зпором 10 и стаканом 4, а тшоке к смещеншо пр -жтжы 6 в зоне меЖ ру ее периферийной и недеформируемой частями к ста1сану 4 до упора, в компенсатор 9 стакана 4 При дальнейшей подаче инстру.мента пруншт а 6 деформируется подобно рычагу с «эпорой на стакан 4 и, вследствие смещения недеформируемой части с оправкой 1 к обрабатываемой noBepjinocTEf периферийная часть смешается в направлении от- обрабатываемой поверхности. Под действием усталовленной в пазу корпуса. 2 периферийной части ПРУЖКЕ1Ы 6 корпус 2 смещается от обра6атьш аемой поверхности, элементы 3 вы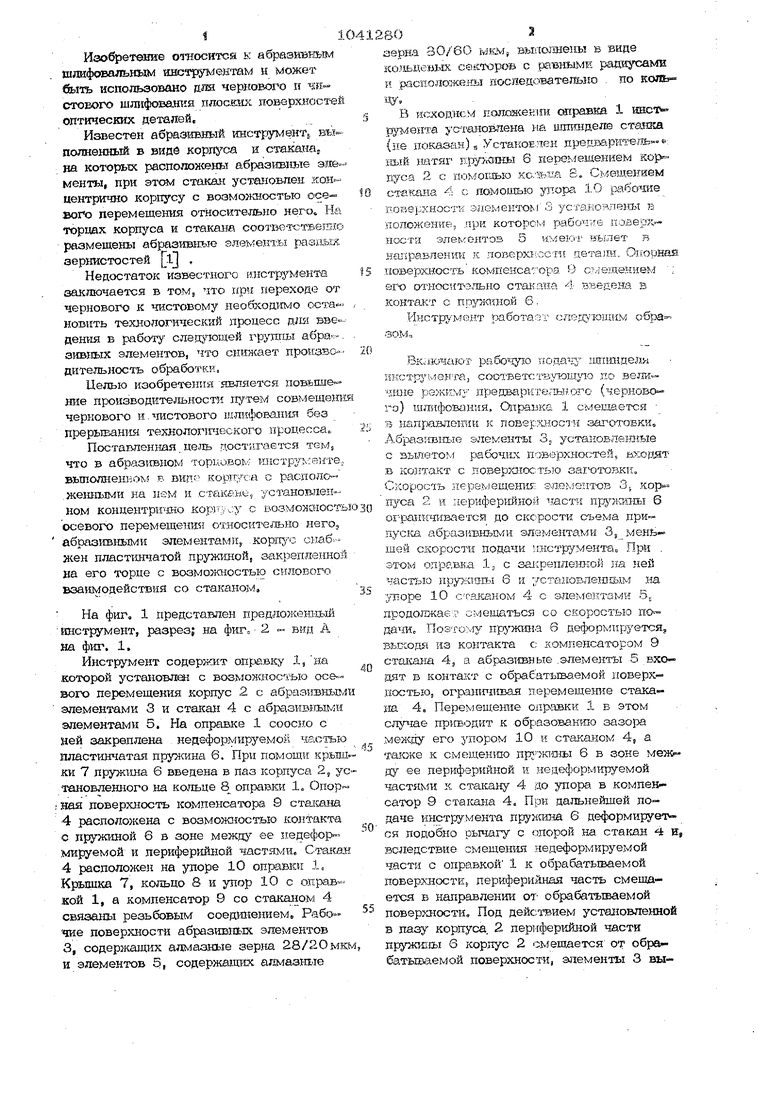

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки оптических деталей | 1980 |
|
SU918040A1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2014 |
|
RU2596534C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| Устройство для абразивной обработки | 1982 |
|
SU1085771A1 |
| Устройство для шлифования и полиро-ВАНия СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU841928A1 |
| Устройство для склеивания конструктивных элементов | 1977 |
|
SU744156A1 |
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
АБРАЗИВНЫЙ ТОРЦОВЫЙ .ИНСТРУМЕНТ, вьшолненный в виде корпуса с расположенными на нем и на стаквкв, установленном концентрично корпусу с возможностью осевого перемещения относительно него, абразивными элементами, отличающийся тем, что, о целью повышения производительности за счет совмещения чернового и чист( вого шлифования без прерывания технологического процесса, корпус снабжен пластинчатой пружиной и связанной с ее центральной частью оправкой, установленной с возможностью осевого перемещения относительно корпуса, при этом пластинчатая пружина установлена с возможностью силового взаи лодействия со стаканом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 0 |
|
SU262656A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
