Изобретение относится к области труб.
Известен способ изготовления трубы фильтра, при котором в металлической трубе со сплошной стенкой выполняют перфорацию - см. а.с. СССР 631174, F 04 D 29/70.
Недостатки такого способа заключаются в его сложности.
Сложность способа объясняется значительными длительностью и трудоемкостью перфорации трубы на заданную скважинность стенки.
Известен другой способ изготовления трубы, включающий пропускание волокнистого материала через связующее, намотку его слоями на технологическую оправку и полимеризацию - см. Куликов Н.В. Эффективность применения труб из стеклопластиков в горнодобывающей промышленности. М.: Недра, 1968, с.16.
По совокупности признаков и достигаемому результату этот способ наиболее близок к заявляемому и принят за прототип.
Изготовление трубы по этому способу выполняется со сплошной стенкой; при выполнении механической перфорации стенки способ может быть использован, например, для изготовления фильтровальных или оросительных труб.
Сложность изготовления трубы этим способом осталась фактически на прежнем уровне, а перерезание силовых волокон трубы при перфорации ее стенки отрицательно сказывается на надежности.
Задачей изобретения является повышение надежности и упрощение способа.
Для решения этой задачи усовершенствуется способ изготовления трубы, включающий пропускание волокнистого материала через связующее, намотку его слоями на технологическую оправку и полимеризацию.
Усовершенствование состоит в том, что после пропускания волокнистого материала, через связующее, его скручивают в жгуты, затем с поверхности жгутов удаляют излишки связующего и ведут спирально-перекрестную намотку жгутов на технологическую оправку с образованием сквозных щелей между жгутами, после чего выполняют полимеризацию.
В варианте исполнения способа скручивание волокнистого материала в жгуты и радиальные щели между жгутами выполняют в соответствии с заданной скважинностью стенки трубы.
Пропускание волокнистого материла через связующее, скручивание его в жгуты и удаление с поверхности жгутов излишков связующего обеспечивает получение компактного и жесткого в поперечном сечении ровинга, заполненного связующим между нитями и без излишков его снаружи.
Выполнение спирально-перекрестной намотки жгутов на технологическую оправку с образованием сквозных щелей между жгутами и последующая полимеризация позволяют получить перфорированную трубу.
Скручивание волокнистого материала в жгуты и выполнение щелей между ними в соответствии с заданной скважинностью стенки обеспечивает получение в процессе намотки заданной пропускной способности стенки трубы.
Ниже, со ссылкой на прилагаемый чертеж, дается описание способа по изобретению.
Предлагаемый способ изготовления трубы включает пропускание волокнистого материла 1 через связующее 2, намотку материала 1 на технологическую оправку 3 (показана тонкими линиями) и полимеризацию.
Способ характеризуется тем, что после пропускания волокнистого материала 1 через связующее 2 его скручивают в жгуты 4, затем с поверхности жгутов 4 удаляют излишки связующего 2' скребком 5 (что обеспечивает получение компактного и жесткого в поперечном сечении жгута, заполненного связующим между нитями и без излишков его снаружи).
Затем ведут спирально-перекрестную намотку жгутов 4 слоями на технологическую оправку 3 с образованием сквозных щелей, например 6, 7, 8, между жгутами 4, после чего выполняют полимеризацию (что позволяет получить перфорированную трубу).
В варианте исполнения способа скручивание волокнистого материала 1 в жгуты 4 и радиальные щели 7, 8 между ними выполняют в соответствии с заданной скважинностью (что обеспечивает получение в процессе намотки заданной пропускной способности стенки трубы).
Выполнение способа изготовления трубы по изобретению (благодаря выполнению перфорации стенки в процессе намотки трубы и упразднению при этом механической обработки щелей) повышает надежность способа и обеспечивает его упрощение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА | 2002 |
|
RU2215227C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО | 2002 |
|
RU2201888C1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СПОСОБ ПОВЫШЕНИЯ ГЕРМЕТИЧНОСТИ ТРУБ | 2008 |
|
RU2365804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ИЗДЕЛИЯ | 2003 |
|
RU2236716C1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2838275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| Способ изготовления стержневых изделий | 2016 |
|
RU2646930C1 |
Изобретение относится к трубам. Способ изготовления трубы включает пропускание волокнистого материала через связующее и его скручивание в жгуты, удаление излишков связующего с поверхности жгутов, выполнение спирально-перекрестной намотки их на технологическую оправку с образованием сквозных щелей между жгутами и последующую полимеризацию. Способ характеризуется надежностью и простотой. 1 з.п.ф-лы, 1 ил.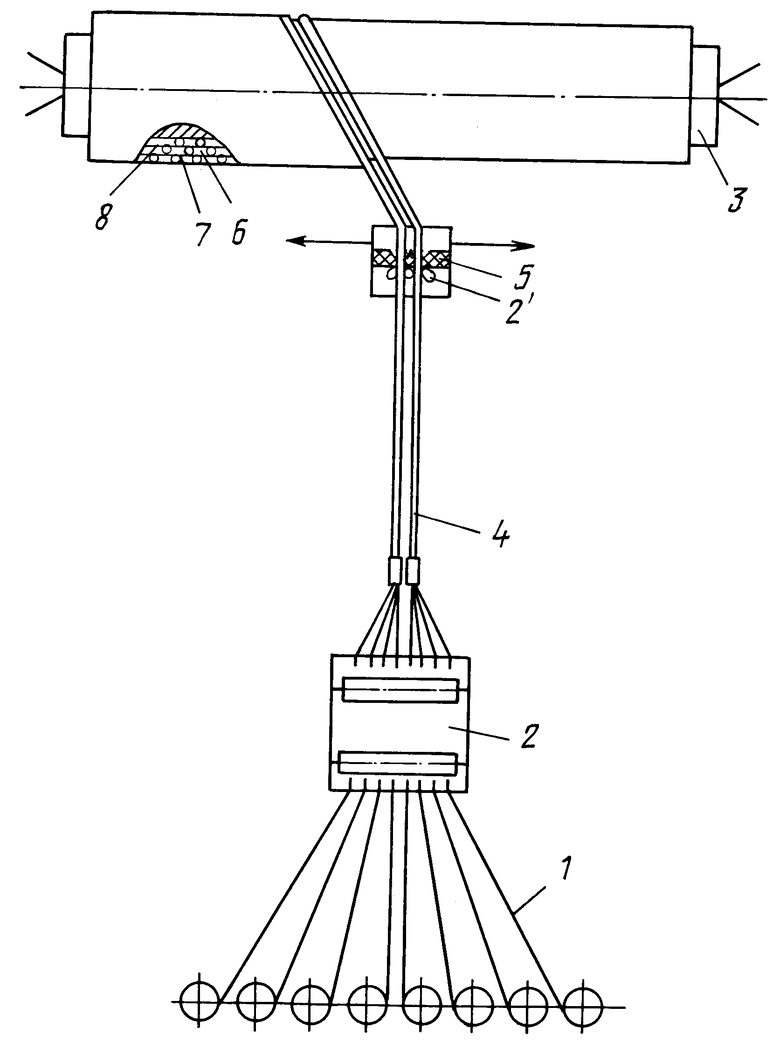
| КУЛИКОВ Н.В | |||
| Эффективность применения труб из стеклопластиков в горнодобывающей промышленности | |||
| - М.: Недра, 1968, с.16 | |||
| ТРУБА | 1995 |
|
RU2095676C1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1998 |
|
RU2147355C1 |
| АРМИРОВАННАЯ ТРУБА-ОБОЛОЧКА ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2156394C1 |
| Пластмассовая труба | 1970 |
|
SU525437A3 |
| US 3886024 А, 27.05.1975. | |||

