Изобретение относится к технологии изготовления арматурных элементов для армирования обычных и предварительно напряженных строительных конструкций и может быть применено в химической, металлургической, теплоэнергетической, строительной индустрии, области машиностроения, пищевой и других отраслях промышленности, где необходимо получать материалы с заданными свойствами и улучшенными характеристиками.
Известен способ изготовления композитной неметаллической арматуры, включающий термообработку пучка волокон, формование поперечного профиля и полимеризацию пропитанного полимерным связующим пучка волокон, причем формование изделия производится при протягивании через последовательно установленные термокамеры с фильерами постепенно уменьшающегося сечения, и поперечная обмотка осуществляется перед последней термокамерой (см. патент РФ №2194617, МПК7 В29С 41/24, В29В 15/12, Е04С 5/07, В29K 105:06, B29L 31:10, 2002 г.).
Недостатками данного способа являются невозможность изготовления композитной арматуры периодического профиля с высокими свойствами, низкая производительность процесса.
Известен способ изготовления композитной неметаллической арматуры, включающий протягивание сформированного и пропитанного полимерным связующим массива из нитей ровингов через отжимное устройство, устройство спиральной намотки и полимеризационную камеру (см. Фролов Н.Л. «Стеклопластиковая арматура и стеклобетонные конструкции». Москва, Стройиздат, 1980 г., стр. 20-24).
Недостатком данного способа является невысокая производительность процесса изготовления композитной арматуры, низкие прочностные свойства. В описанном процессе скорость протяжки стеклопластиковой арматуры диаметром 6 мм равна 20 м/ч. Способ не позволяет эффективно воздействовать на широкий ряд материалов с целью изменения их свойств.
Известен способ изготовления композитной арматуры периодического профиля, включающий протягивание сформированного и пропитанного полимерным связующим полотна из нитей ровинга через отжимное устройство, устройство спиральной намотки и полимеризационную камеру, в котором из нитей ровинга после размотки формируют от 2 до 10 отдельных пучков, затем каждый пучок раздельно пропитывают полимерным связующим, отжимают, протягивают и формуют профиль арматуры путем объединения пучков ровинга в единый стержень при выполнении спиральной намотки обмоточным жгутом (см. патент РФ №2287431, МПК В29С 55/30 (2006.01), Е04С 5/07 (2006.01), 2006 г.).
Недостатком данного способа является то, что у него низкая производительность и его технологические приемы не позволяют эффективно воздействовать на уровень активации физико-химических процессов (ФХП) формируемого изделия с целью повышения его прочностных характеристик
Известен способ изготовления композитной арматуры, включающий термообработку пучка волокон, формование поперечного профиля и полимеризацию связующего в термокамерах, причем формование и обмотку поперечного профиля производят в четыре этапа, на первом этапе формуют плоское или фигурное полотно путем протягивания пучка волокон через матрицу со щелевым каналом, на втором этапе формуют цилиндрический профиль арматуры путем протягивания пучка волокон через матрицу с цилиндрическим каналом, на третьем этапе формуют профиль арматуры путем спиральной намотки первого обмоточного жгута, на четвертом этапе производят доводку профиля арматуры путем спиральной намотки второго обмоточного жгута, причем намотку вторым обмоточным жгутом производят в направлении, противоположном первому, а шаг и угол намотки второго жгута не равны шагу и углу намотки первого обмоточного жгута (аналог - патент РФ №2371312, МПК В29С 55/30 (2006.01), В29С 53/56, Е04С 5/07 (2006.01), 2009 г.).
Недостатком известного способа является то, что его набор технологических приемов имеет большое количество сложных операций, но не обеспечивает эффективное использование потенциальной энергии исходного связующего при формировании структуры изделия и достижения значимых показателей прочностных характеристик (модуль упругости).
Известен способ изготовления стержневых изделий, включающий пропитку волокон связующим, образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка, термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством, причем образование из волокон пучка, формирование на его поверхности сцепных элементов и уплотнение пучка выполняют предварительно в собирающем устройстве формованием из волокон пучка некруглого профиля, а окончательно - скручиванием некруглого профиля со стороны собирающего устройства вращением полученного стержня вокруг оси тянущим устройством (см. патент РФ №2528265, МПК В29С 55/30, В29С 53/14(2006.01), 2014 г.). Данное решение принято за прототип.
К недостаткам способа следует отнести низкую эффективность использования потенциальной энергии исходного связующего, недостаточную глубину пропитки волокон, кроме того, не достигается полный уровень полимеризации, как следствие, полученное изделие обладает малоразвитой активной поверхностью, что сказывается на физико-механических характеристиках изделия.
Технической проблемой, на решение которой направлено заявляемое изобретение, является обеспечение возможности изменения свойств обрабатываемых материалов в заданных диапазонах путем многопараметрического режима воздействия на обрабатываемый материал с учетом его свойств.
Техническим результатом является получение изделий с заданными свойствами.
Поставленная задача решается тем, что в известном способе изготовления стержневых изделий, включающем пропитку волокон связующим, образование из волокон пучка, и его уплотнение, термообработку с полимеризацией, охлаждением и одновременным перемещением полученного стержня тянущим устройством, в соответствии с изобретением, дополнительно в период пропитки волокон, образования пучка и термообработки с полимеризацией воздействуют на обрабатываемый материал изделия скрещенными электрическими и магнитными полями, при этом коронным разрядом модифицируют поверхность изделия и воздействуют на структурные составляющие материала изделия стоячей волной, порожденной вихре-волновым резонансом системы продуцирования этих полей.
Технический результат от использования всех существенных признаков изобретения заключается в получении изделий с заданными свойствами.
Взаимодействие обрабатываемого материала со скрещенными электрическими и магнитными полями в период пропитки волокон позволяет осуществить более глубокую пропитку, структурировать материал изделия и осуществить его сшивку, что обеспечивает улучшение сцепления между компонентами и повышает качество получаемого изделия.
Коронный разряд в силу своих основных факторов (ультрафиолетовое излучение, химически активные вещества и радикалы, в том числе озон, образующиеся в электрическом разряде, электрическое поле, магнитогидродинамический эффект давление, температура, ультразвук, кавитация и другие магнитофизикохимические эффекты) осуществляет модификацию поверхности изделия с образованием микрокаверн. Такое воздействие также увеличивает сцепление материалов изделия между собой. Кроме того, обработка коронным разрядом позволяет увеличить сцепление полученного в результате изделия с материалами, в которых оно будет впоследствии использовано и для которых требуется, например, армирование. При этом образующийся в камере озон обеспечивает нейтрализацию выделяющихся при изготовлении изделия токсичных радикалов и соединений, что повышает экологическую безопасность процесса.
Воздействие стоячей волной на структурные составляющие материала изделия в процессе образования пучка обеспечивает изменение свойств смолы, за счет чего усиливается процесс адгезии между волокнами и смолой, увеличивая их силы сцепления. Последующее воздействие стоячей волной на структурные составляющие материала изделия в процессе термообработки с полимеризацией оказывает влияние на ветвистость структуры, обеспечивая повышение прочностных характеристик изделия.
Сущность изобретения поясняется схемами, на которых изображено:
Фиг. 1 - структурная технологическая схема изготовления стержневых изделий;
Фиг. 2 - принцип реализации параметрического резонанса.
Изобретение позволяет создавать материалы с заданными свойствами и улучшенными характеристиками при помощи электронно-ионной технологии воздействия на исходные компоненты на наноуровне.
Известно, что электронно-ионная технология - это комплекс способов обработки материалов энергетическими потоками электронов, ионов, плазмы, нейтральных атомов. В результате воздействия таких потоков можно менять форму, физико-химические, механические, электрические и магнитные свойства обрабатываемых изделий, а также контролировать параметры исходных и модифицированных веществ. Простота и широкий диапазон управления энергоносителями - потоками частиц позволяют выполнять многооперационную обработку с одновременным контролем в ходе операций, воздействовать на объект локально и селективно при сохранении чистоты исходного материала, устранить механическое воздействие на объект, широко использовать компьютерное управление технологическими процессами и операциями.
Способ может быть реализован с использованием известных установок по производству стержневых изделий, дополнительно снабженных системой продуцирования этих полей, выполненной в виде различных волноводов, обеспечивающими получение при обработке материала скрещенных электромагнитных полей, коронного разряда и стоячей волны.
Способ изготовления стержневых изделий включает, при непрерывном перемещении материала тянущим устройством, пропитку волокон связующим (например, эпоксидной смолой), образование из волокон пучка и его уплотнение. В период пропитки волокон и образования пучка воздействуют на обрабатываемый материал изделия скрещенными электрическими и магнитными полями и стоячей электромагнитной волной. Затем коронным разрядом модифицируют поверхность изделия, после чего изделие попадает на термообработку с полимеризацией. При проведении термообработки с полимеризацией вновь воздействуют на структурные составляющие материала изделия стоячей волной, порожденной вихре-волновым резонансом, созданным системой продуцирования полей, включающей различные типы волноводов. Затем полученное изделие охлаждают.
На всех этапах обработки материала и получения готового изделия осуществляется воздействие, направленное на зарождение и активацию физико-химических процессов (ФХП) по формированию структуры композитного материала, повышение активной поверхности изделия и поверхностной адгезии к красящим, клеящим и подобным веществам без существенного изменения физико-механических свойств материала.
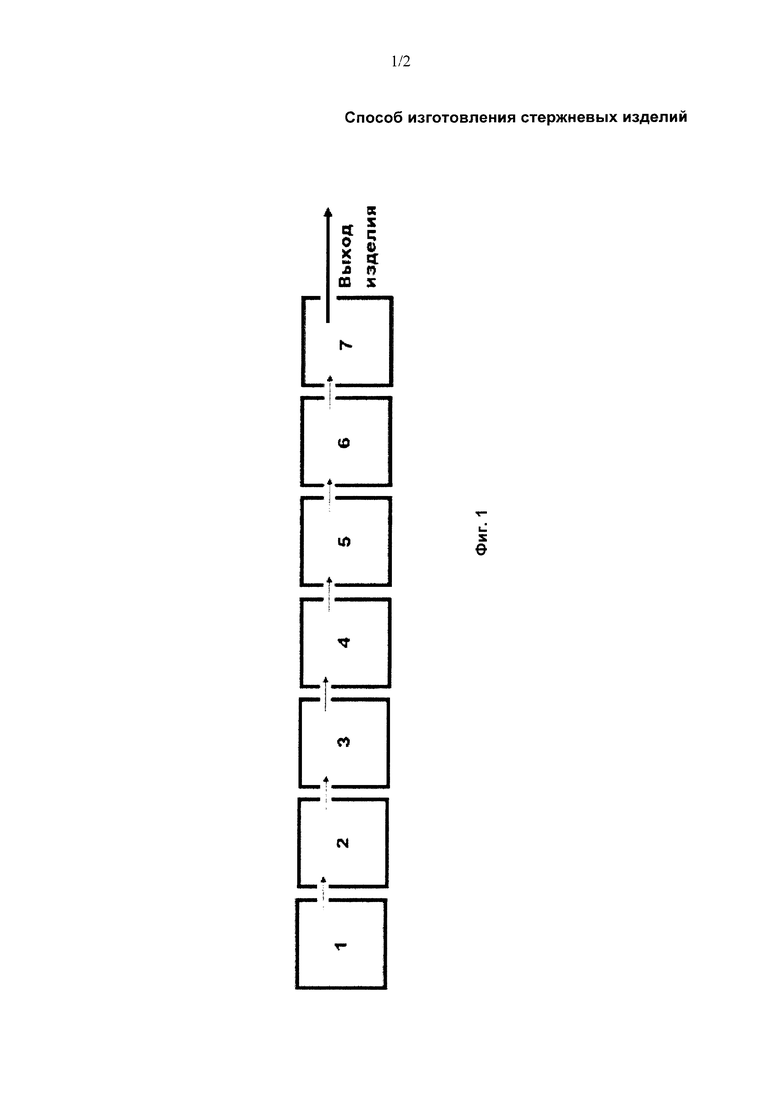
Способ может быть реализован в следующей технологической последовательности (см. фиг. 1), где показаны в составе линии по изготовлению стержневых изделий основные блоки, в которых осуществляется воздействие на материал изделия:
1 - Блок пропитки
2 - Блок формирования и уплотнения пучка
3 - Блок обработки скрещенным электромагнитным полем
4 - Блок модификации поверхности
5 - Блок термообработки и полимеризации
6 - Блок обработки скрещенным электромагнитным полем
7 - Блок охлаждения изделия.
После прохождения блока пропитки 1, материал (пропитанные смолой волокна) поступает в блок формирования и уплотнения пучка 2. Блок 2 формирования и уплотнения пучка дополнен электродинамической системой волноводного типа. Указанная система состоит из: блока обработки скрещенным электромагнитным полем 3, блока модификации поверхности 4, блока обработки скрещенным электромагнитным полем 6. Излучение коронного разряда в блоке 4 запускает резонанс, в результате чего образуется стоячая электромагнитная волна.
При прохождении материала через блок 2 формирования и уплотнения пучка на материал последовательно осуществляют электронно-ионное воздействие, скрещенными электрическими и магнитными полями и электромагнитной стоячей волной.
В блоках обработки 3 и 6 посредством устройства продуцирования скрещенных электромагнитных полей обрабатываемый материал подвергается обработке скрещенными электрическими и магнитными полями  . В результате воздействия скрещенными электромагнитными полями организуется движение электронно-ионных субстанций, молекул и молекулярных кластеров по спирали, что обеспечивает структурирование материала в изделии. В совокупности основных факторов воздействия электрических и магнитных полей наблюдаются следующие эффекты воздействия:
. В результате воздействия скрещенными электромагнитными полями организуется движение электронно-ионных субстанций, молекул и молекулярных кластеров по спирали, что обеспечивает структурирование материала в изделии. В совокупности основных факторов воздействия электрических и магнитных полей наблюдаются следующие эффекты воздействия:
- поляризация, электрокоагуляция и электрофлотация, электрофорез, электросепарация, кавитация, электрострикция, электрохимические эффекты.
За счет указанных эффектов осуществляется силовое воздействие на пропитку волокон и формирование спиралевидных структур кластеров молекул смолы.
Далее подготовленный таким образом материал поступает в блок 4 воздействия коронным разрядом.
В блоке модификации поверхности 4 (воздействия коронным разрядом) посредством разрядной камеры выполняют операцию воздействия слабых электрических разрядов на обрабатываемый материал. В совокупности основных факторов коронного разряда (ультрафиолетовое излучение, химически активные вещества и радикалы, в том числе озон, образующиеся в электрическом разряде, электрическое поле, магнитогидродинамический эффект давление, температура, ультразвук, кавитация и другие магнитофизикохимические эффекты) осуществляется обработка материала в соответствии с известными теоретическими и экспериментальными электротехнологическими методами поверхностной активации. Кроме того, озон нейтрализует токсичные продукты физико-химических превращений.
Спектр частот излучения коронного разряда охватывает диапазон от 10 кГц до 1 ГГц, минимальные значения напряженности электрического поля E=8кВ/см и магнитного поля Н=0,01-3000 Гаусс.
Обработанный материал попадает в блок 5 термообработки и полимеризации, где продолжается резонансно-волновое воздействие на него, созданное волноводами блока 4 и блока 6.
Далее полученное изделие поступает в блок охлаждения 7.
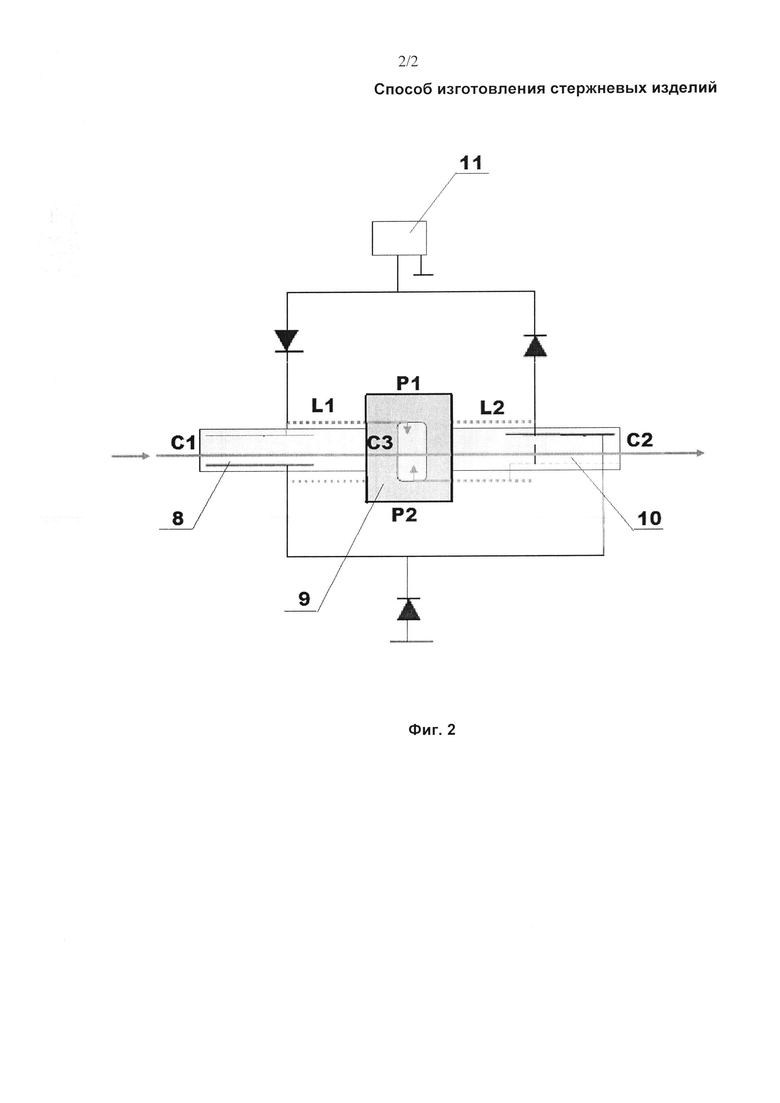
Режим резонансно-волнового воздействия организуется согласно схеме (см. фиг. 2) посредством параметрического резонанса следующих устройств:
- волновода 8 - соответствует блоку 3 фиг. 1,
- резонатора 9 - соответствует блоку 4 фиг. 1,
- волновода 10 - соответствует блоку 6 фиг. 1.
Режим резонансно-волнового воздействия характеризуется формированием спиралевидных структур кластеров молекул смолы скрещенными электрическими и магнитными полями, обусловленными протеканием токов смещения во время прохождения разрядных импульсов в системе устройств продуцирования скрещенных полей. На материал воздействуют резонансным электромагнитным полем, частота n-й гармоники которого приближается к собственной частоте материала, что сказывается на стабильности и эффективности воздействия. В результате повышаются прочностные характеристики материала.
Описываемый режим резонансно-волнового воздействия поясняется схемой на фиг. 2, на которой представлена электродинамическая система волноводного типа. Направление перемещения материала и выхода готового изделия обозначено стрелками слева направо. Устройство продуцирования скрещенных электромагнитных полей включает L1C1 и L2C2 - колебательные контуры с общей емкостью С3 и разрядниками Р1 и Р2, которые продуцируют коронный разряд и широкий спектр гармонических колебаний, позволяющих в зависимости от электрических характеристик материала запускать в схеме параметрический резонанс с учетом, что схемное решение базируется на принципах умножения напряжения.
Саморегулирование уровня воздействующих факторов от электротехнических характеристик материала решено с помощью двух колебательных контуров L1C1 и L2C2, запитанных от высоковольтного источника питания 11 (ВИП). Выход на резонанс обеспечивается в процессе создания коронного разряда при срабатывании разрядников Р1 и Р2. Использование такой схемы позволяет автоматизировать процесс обработки и достигать стабильных результатов. В зависимости от поверхностного сопротивления материала, меняется разрядный ток, а следовательно, и магнитный поток в соленоидах L1 и L2, при этом электрические емкости С1 и С2 меняются в силу изменения уровня диэлектрической проницаемости обрабатываемого материала как диэлектрика конденсаторов.
Таким образом, схема позволяет управлять параметрами воздействия на материал в зависимости от его характеристик (ε - диэлектрической проницаемости и γ - электрической проводимости), посредством коронного разряда запускать резонанс. При управлении параметрами учитывается, что организуется движение молекулярных кластеров и молекул по спирали и что при этом скорости и размеры взаимодействующих структур близки, а движение несимметричных образований в среде будет вызывать резонансное волновое взаимодействие вихревых и грибовидных структур с диспергирующими волнами, возникающими при их движении. Таким образом, будет запущен вихре-волновой резонанс системы, что скажется на качестве механических характеристик стержневых изделий при незначительных энергозатратах.
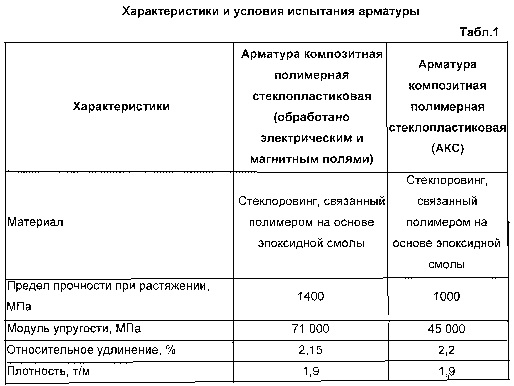
Пример. Сравнительные испытания арматуры композитной полимерной стеклопластиковой, обработанной электрическим и магнитным полями и без обработки (АКС).
При апробации способа использовали следующие материалы: волокно - стеклоровинг, например, изготовленный в соответствии с ТУ 592-002-83458713-2010 или ТУ6-48-00205009, связанный полимером на основе эпоксидной смолы по ГОСТ 10587-84.
Могут быть использованы и другие материалы, не описанные в материалах заявки.
Обработка материала скрещенными и электрическими и магнитными полями проводилась изложенным способом.
Как следует из результатов испытаний (см. таблицу 1), реализация способа позволяет получить композитную полимерную арматуру со значительно более высокими характеристиками по прочности и модулю упругости.
Предлагаемый способ можно использовать для изготовления самых разнообразных деталей, различных панелей, направляющих, профилей, листов, желобов, стержневых изделий разнообразного профиля и сечения.
При реализации способа могут быть использованы существующие линии по производству композитных стержневых изделий, дополнительно оснащенные волноводами различных типов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2012 |
|
RU2528265C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| Способ получения полимерных композиционных материалов | 2016 |
|
RU2637227C1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ФЕРРОЗОНДОВ И УСТРОЙСТВО МОДУЛЯТОРА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2768528C1 |
| Способ изготовления армированной волокном термопластичной композитной структуры с воздействием ультразвука и СВЧ электромагнитного поля | 2017 |
|
RU2675563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| Способ изготовления композитного стержня | 2023 |
|
RU2822110C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| Композитный стержень | 2023 |
|
RU2825906C1 |
Изобретение относится к технологии изготовления арматурных элементов для армирования обычных и предварительно напряженных строительных конструкций и может быть применено в химической, металлургической, теплоэнергетической, строительной индустрии, области машиностроения, пищевой и других отраслях промышленности, где необходимо получать материалы с заданными свойствами и улучшенными характеристиками. Способ изготовления стержневых изделий включает при непрерывном перемещении материала тянущим устройством пропитку волокон связующим (например, эпоксидной смолой), образование из волокон пучка и его уплотнение. При пропитке волокон и образовании пучка на обрабатываемый материал изделия воздействуют скрещенными электрическими и магнитными полями и стоячей электромагнитной волной. Затем коронным разрядом модифицируют поверхность изделия. После чего изделие попадает на термообработку с полимеризацией. При проведении термообработки с полимеризацией вновь воздействуют на структурные составляющие материала изделия стоячей волной, порожденной вихре-волновым резонансом, созданным системой продуцирования полей, включающей различные типы волноводов. Затем полученное изделие охлаждают. Технический результат, достигаемый при использовании способа по изобретению, заключается в обеспечении возможности изменения свойств обрабатываемых материалов в заданных диапазонах путем многопараметрического режима воздействия на обрабатываемый материал с учетом его свойств и получении изделий с заданными свойствами. 1 табл., 2 ил.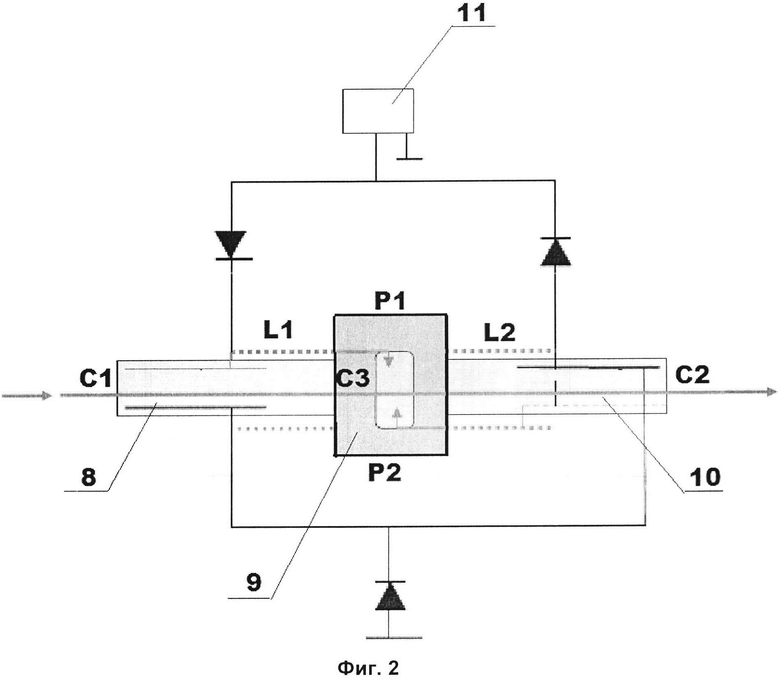
1. Способ изготовления стержневых изделий, заключающийся в пропитке волокон связующим, образовании из волокон пучка, его уплотнении и с последующей термообработкой и полимеризацией, охлаждением при одновременном перемещении получаемого изделия тянущим устройством, отличающийся тем, что дополнительно после образования пучка в период пропитки волокон и термообработки с полимеризацией воздействуют на обрабатываемый материал изделия скрещенными электрическими и магнитными полями, при этом коронным разрядом модифицируют поверхность изделия и воздействуют на структурные составляющие материала изделия стоячей волной, порожденной вихре-волновым резонансом, системы продуцирования этих полей.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2012 |
|
RU2528265C2 |
| Устройство для измерения магнитных полей | 1948 |
|
SU81934A1 |
| Способ обработки поверхности изделий | 1987 |
|
SU1495133A1 |
| EP 0375896 A2, 04.07.1990 | |||
| US 2011316183 A, 29.12.2011 | |||
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ | 2009 |
|
RU2418095C2 |

