Изобретение относится к области прокатного производства, а точнее к конструкции редукционного стана, и может быть использовано в трубопрокатных агрегатах для получения труб.
Редукционные станы в настоящее время являются неотъемлемой частью почти всех трубопрокатных агрегатов, так как позволяют эффективно повышать экономические показатели этих агрегатов.
Важнейшей задачей при создании редукционных станов, работающих с натяжением, является уменьшение расстояния между соседними клетями. От этой величины прямо пропорционально зависят концевые отходы. Уменьшение межклетевого расстояния достигается в основном конструкцией рабочих клетей.
Известен редукционный стан (см. а. с. СССР 528966, кл. В 21 В 17/14, 1975), содержащий установленные на постаменте и расположенные друг за другом ряд трехвалковых рабочих клетей, в корпусах которых размещены валки с чередованием их через 180o, входные валы поочередно расположенные выше и ниже линии стана, соединенные с валами распределительные редукторы, поочередно расположенные по разные стороны линии стана, и индивидуальные электродвигатели.
Недостатком этого стана является большое расстояние между соседними клетями, которое определяется габаритами клети вдоль оси прокатки. Это предопределяет повышение концевых отходов при работе с натяжением.
Из известных редукционных станов наиболее близким по технической сущности является редукционный стан (см. пат. ФРГ 1179172, кл. 7а 14/03, 1959). Этот редукционный стан содержит установленные на постаменте и расположенные друг за другом ряд трехвалковых клетей, в корпусах которых размещены валки с чередованием их через 180o, и привод.
Недостаток известной конструкции редукционного стана заключается в том, что межклетевое расстояние определяется диаметром валка. В станах с трехвалковыми клетями межклетевое расстояние практически находится в пределах:
A=(0,86-1,00)Dи,
где А - межклетевое расстояние;
Dи - идеальный диаметр валка
(см. Данилов Ф.А., Глейберг А.З., Балакин Б.Г. Горячая прокатка и прессование труб. - М.: Металлургия, 1972, с.576).
Ширина корпуса клети выполнена не менее наибольшего диаметра рабочего валка.
Задача настоящего изобретения состоит в создании редукционного стана, позволяющего уменьшить расстояние между клетями, повысить надежность и долговечность оборудования и, следовательно, уменьшить концевые отходы при работе с натяжением.
Поставленная задача достигается тем, что в редукционном стане, содержащем установленные на постаменте и расположенные друг за другом ряд трехвалковых рабочих клетей через 180o, и привод, согласно изобретению в корпусе каждой клети с торцевых сторон выполнены карманы для размещения выступающих за пределы корпуса частей валков соседних клетей, а оси карманов расположены на биссектрисах углов, образованных осями соседних валков.
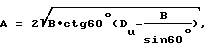
Кроме того, минимально допустимое расстояние между трехвалковыми клетями определяют из условия соприкасания валков соседних клетей по формуле:
где A - минимальное расстояние между клетями;
Dи - идеальный диаметр валка;
B - ширина валка.
Для сравнения приводим пример конкретного расчета межклетевого расстояния по известной методике и по предлагаемой.
Пример.
Редукционно-растяжной стан, состоящий из клетей с Dи=490 мм и шириной валка В=200 мм, осуществляет прокатку конечной трубы ⊘ 110 мм.
По известной методике для трехвалковых клетей
Принимают межклетевое расстояние А не меньше 435 мм
Эта величина входит в рекомендуемые пределы (см. выше).
Чем меньше диаметр получаемой трубы, тем больше межклетевое расстояние А.
По предлагаемой методике - межклетевое расстояние за счет использования карманов:
Из примера видно, что в случае расчета по предлагаемой формуле межклетевое расстояние меньше, чем по известной, и зависит только от идеального диаметра валка и его ширины.
Это свидетельствует о том, что при тех же размерах валка возможно выполнить стан с меньшим межклетевым расстоянием.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения, например, редукционного стана с трехвалковыми клетями со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображен редукционный стан,
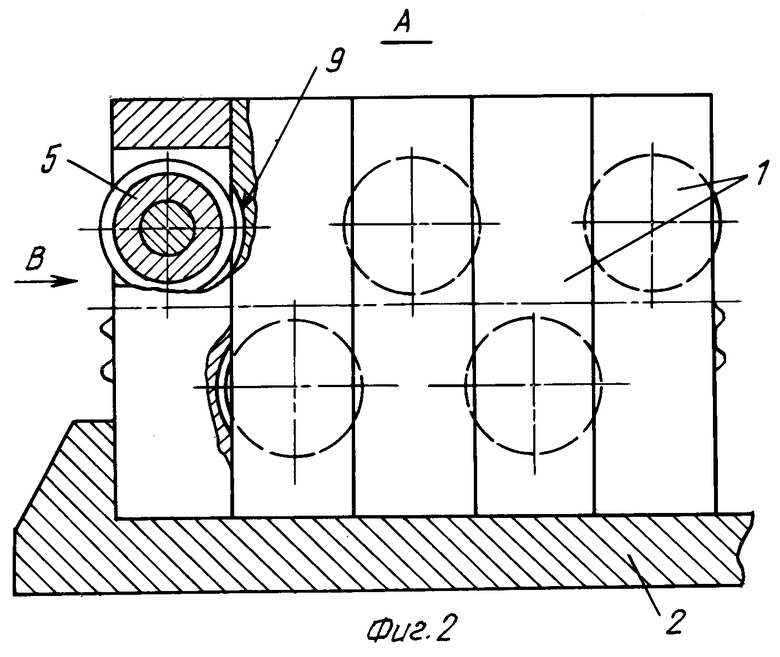
на фиг.2 - вид А на фиг.1,
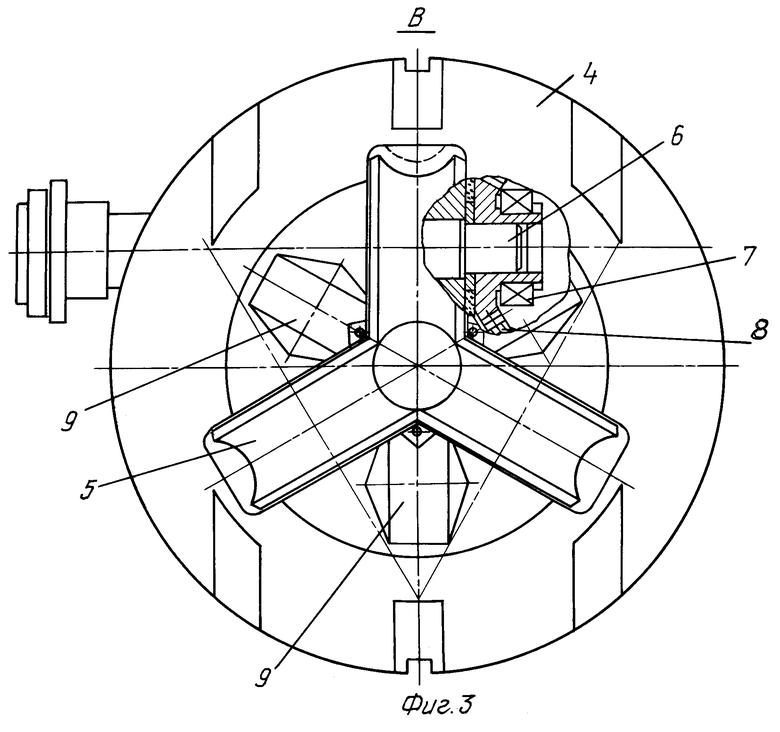
на фиг.3 - вид В на фиг.2, клеть редукционного стана.
Редукционный стан состоит из ряда трехвалковых рабочих клетей 1, установленных на постаменте 2 и расположенных друг за другом с чередованием валков от клети к клети через 180o, и привода 3. Каждая клеть 1 содержит корпус 4, в котором под углом 120o между собой расположены три рабочих валка 5, которые насажены на валы 6, смонтированные на подшипниках 7 качения.
Один из валков 5 соединен непосредственно с приводом, а два других - через конические передачи 8. В корпусе 4 каждой клети 1 с торцевых сторон выполнены по три кармана 9 для размещения выступающей за пределы корпуса 4 частей валков 5 соседних клетей. Оси карманов расположены на биссектрисах углов, образованных осями соседних валков.
Межклетевое расстояние принимается из условия соприкасания валков соседних клетей не меньше величины, рассчитанной по формуле для трехвалковой клети:
где A - минимальное расстояние между клетями;
Dи - идеальный диаметр валка;
B - ширина валка.
В случае выполнения редукционного стана с двухвалковыми клетями валки устанавливаются с чередованием от клети к клети через 90o. Межклетевое расстояние определяют по формуле:
Устройство работает следующим образом.
Клети устанавливаются на постамент друг за другом с чередованием валков через 180o от клети к клети и подсоединяются в соответствующих карманах корпусов соседних клетей, что позволяет устанавливать клети ближе друг к другу, чем фактический диаметр валка.
Нагретая труба, проходя последовательно от первой до последней клети 1 стана, подвергается одновременно радиальному обжатию и растяжению вдоль оси прокатки. При этом, чем в большем количестве клетей находится труба, тем сильнее уменьшается ее диаметр и толщина стенки.
Передние и задние концы трубы подвергаются меньшему воздействию со стороны валков, чем основная часть трубы, а прохождение заднего конца, равного межклетевому расстоянию, происходит практически без натяжения.
А поэтому толщина стенки заднего конца больше, чем остальная часть трубы. Эта часть трубы затем отрезается и идет в отход.
Из этого следует, что уменьшение межклетевого расстояния позволяет сократить отходы при эксплуатации трубопрокатных станов.
Предложенный редукционный стан по сравнению с известными позволяет уменьшить расстояние между клетями, повысить надежность и долговечность оборудования и, следовательно, уменьшить концевые отходы при работе с натяжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ РЕДУКЦИОННОГО СТАНА | 2000 |
|
RU2207197C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ СТАН | 2000 |
|
RU2227072C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2010 |
|
RU2438810C2 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
| СПОСОБ РАСТОЧКИ КАЛИБРОВ ВАЛКОВ ТРЕХВАЛКОВОЙ КЛЕТИ ПРОДОЛЬНОЙ ПРОКАТКИ | 2012 |
|
RU2504444C1 |
| НЕПРЕРЫВНЫЙ ТРУБОПРОКАТНЫЙ СТАН | 2002 |
|
RU2243044C2 |
Изобретение относится к области прокатного производства, а точнее к конструкции редукционного стана, и может быть использовано в трубопрокатных агрегатах для получения труб. Сущность: редукционный стан содержит установленные на постаменте и расположенные друг за другом ряд трехвалковых рабочих клетей, в которых размещены валки с чередованием их через 180o, и привод, при этом в корпусе каждой клети с торцевых сторон выполнены карманы для размещения выступающих за пределы корпуса частей валков соседних клетей, а оси карманов расположены на биссектрисах углов, образованных осями соседних валков, а минимально допустимое расстояние между трехвалковыми клетями определяют из условия соприкасания валков соседних клетей по определенной формуле. Изобретение обеспечивает уменьшение расстояния между клетями, повышение надежности и долговечности оборудования и, следовательно, уменьшение концевых отходов при работе с натяжением. 1 з.п.ф-лы, 3 ил.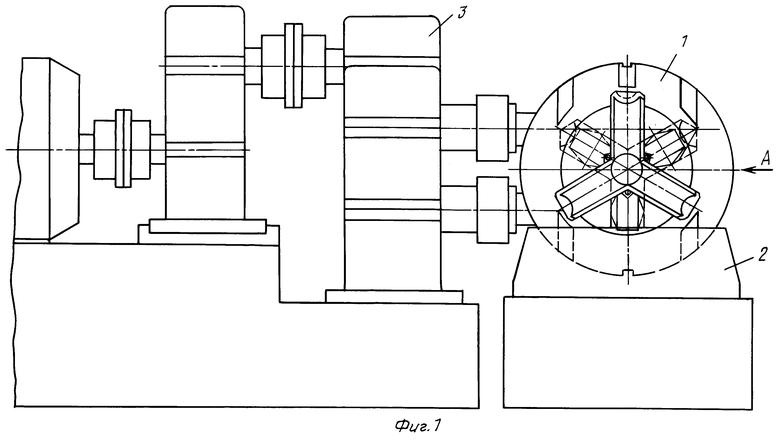
где А - минимальное расстояние между клетями;
Du - идеальный диаметр валка;
В - ширина валка.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОГО ТВЕРДОСПЛАВНОГО КОНЦЕВОГО ИНСТРУМЕНТА | 0 |
|
SU179172A1 |
| DE 836933, 17.04.1952 | |||
| Редукционный стан | 1975 |
|
SU528966A1 |
| Редукционный стан | 1979 |
|
SU822935A1 |
| RU 95120030 А, 20.11.1997 | |||
| GB 1241563, 04.08.1971. | |||

