Изобретение относится к трубопрокатному производству, касается усовершенствования трехвалковой клети стана винтовой прокатки и может быть использовано для производства тонкостенных труб с соотношением диаметра к толщине стенки трубы более 11 (D/S > 11).
Известна трехвалковая клеть стана винтовой прокатки (см. а.с. N 655440, B 21 B 19/00, 1976 г.) для производства тонкостенных труб с утолщенными концами, где используется быстрое сведение (разведение) валков с одновременным изменением угла подачи. Клеть содержит станину с крышкой, три барабана с валками, механизмы поворота барабанов на угол подачи, для каждого барабана нажимной винт с опорной пятой и пропущенной сквозь него тягой, три дополнительных гидроцилиндра, корпуса которых установлены на барабанах, а штоки связаны с опорными пятами нажимных винтов и снабжены регулировочными гайками изменения величины сведения-разведения валков.
Недостатком этой конструкции клетки являются значительные затраты времени на обслуживание клети, в частности это затраты времени на ремонт клети и настройку величины сведения-разведения валков, что в итоге снижает годовую производительность.
Из известных трехвалковых клетей станов винтовой прокатки наиболее близкой по технической сущности является трехвалковая клеть, описанная в пат. РФ N 2040348, B 21 B 19/02, 19992 г.
Эта клеть содержит станину с крышкой, три расположенных через 120o поворотных барабана с рабочими валками, нажимные механизмы продольного перемещения поворотных барабанов, механизмы поворота барабанов на угол подачи с винтовыми упорами и гидроцилиндрами, расположенными с противоположных сторон станины и размещенными каждый в своем корпусе, а также дополнительные механизмы продольного перемещения барабанов с рабочими валками, включающими упоры-ограничители.
Недостаток известной конструкции трехвалковой клети заключается в значительных затратах времени на настройку упоров-ограничителей хода валков, в частности на настройку хода валков при прокатке утолщенных концов труб. Это объясняется следующими причинами:
во-первых, настройка упоров-ограничителей хода валков производится вручную, во-вторых, затруднен доступ к упорам-ограничителям из-за большого количества сопрягаемого оборудования и, в-третьих, при прокатке на стане широкого сортамента труб (по диаметрам и толщине стенки) операцию по настройке упоров-ограничителей необходимо выполнять довольно часто (по нескольку раз в смену).
В итоге снижается годовая производительность клети и невозможно обеспечить автоматическое регулирование клети.
Задача настоящего изобретения состоит в создании трехвалковой клети стана винтовой прокатки для производства широкого сортамента тонкостенных труб с утолщенными концами, позволяющей повысить производительность за счет сокращения простоев клети, связанных с ее настройкой, и обеспечении автоматического регулирования клети.
Поставленная задача достигается тем, что в трехвалковой клети стана винтовой прокатки, содержащей станину с крышкой, три расположенных через 120o поворотных барабана с рабочими валками, нажимные механизмы продольного перемещения поворотных барабанов, механизмы поворота барабанов на угол подачи с винтовыми упорами и гидроцилиндрами, а также дополнительные механизмы продольного перемещения барабанов с рабочими валками, включающими упоры-ограничители, согласно изобретению механизм поворота каждого барабана с рабочим валком на угол подачи выполнен в виде двух одинаковых корпусов зеркального исполнения, размещенных по обе стороны станины, винтовой упор и гидроцилиндр в каждом корпусе смонтированы перпендикулярно оси барабана, а упор-ограничитель каждого дополнительного механизма продольного перемещения барабана с рабочим валком снабжен электромеханическим приводом.
Такое конструктивное выполнение трехвалковой клети стана винтовой прокатки позволяет повысить производительность за счет сокращения времени на обслуживание клети, в частности на настройку величины сведения-разведения валков, так как исключаются ручные операции.
Настройка упоров-ограничителей хода валков, которую приходится производить часто (по несколько раз в смену) при широком сортаменте прокатываемых труб (по диаметру и толщине стенки), автоматизируется благодаря применению электромеханического привода.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображен общий вид трехвалковой клети стана винтовой прокатки;
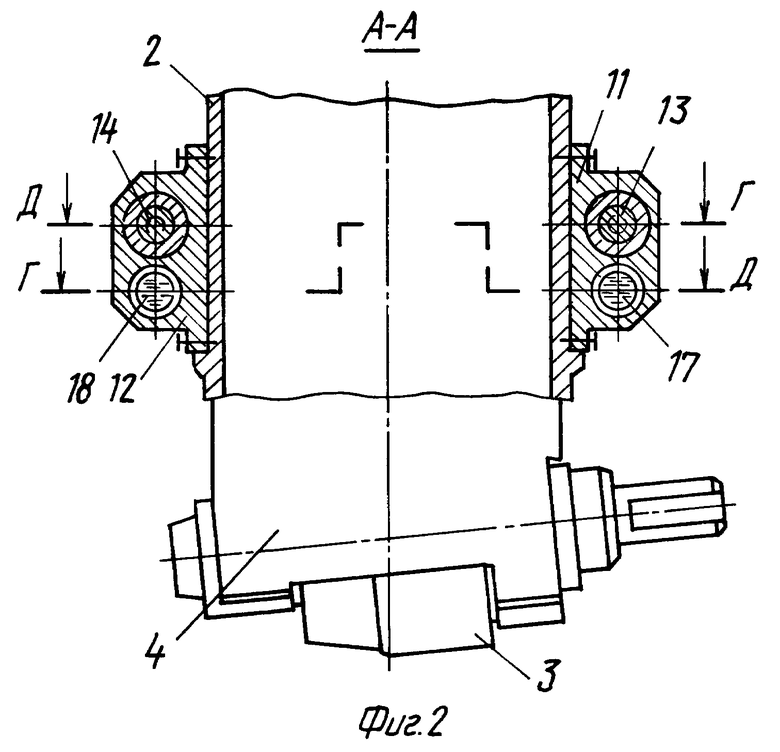
на фиг. 2 - разрез А-А на фиг. 1;
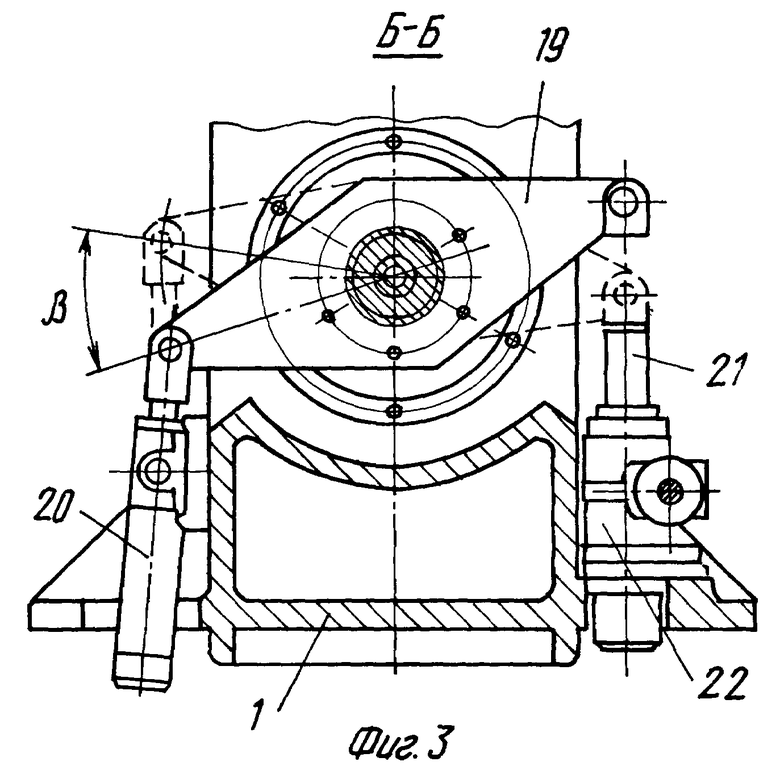
на фиг. 3 - разрез Б-Б на фиг. 1;
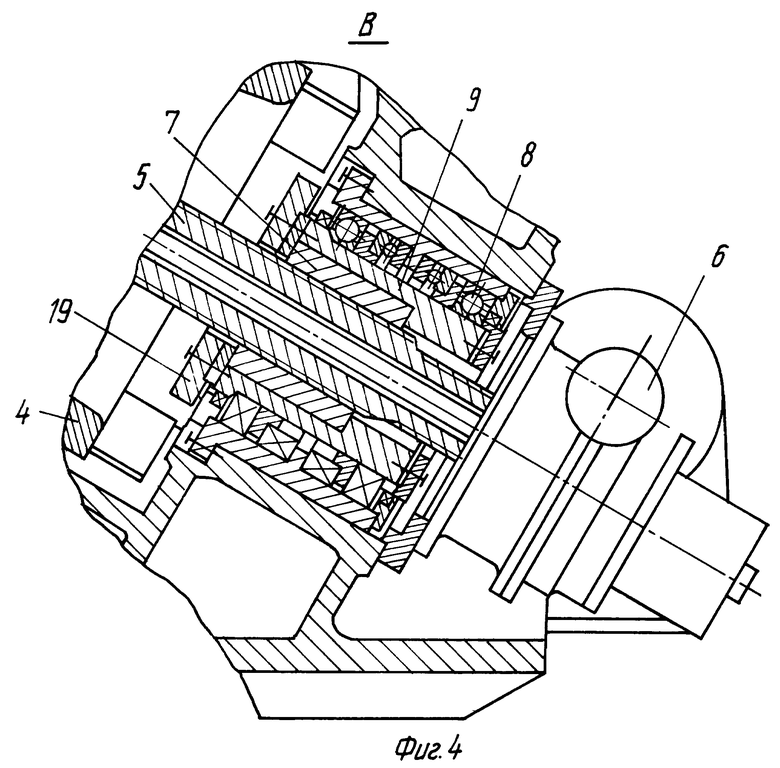
на фиг. 4 - вид В на фиг. 1 в разрезе;
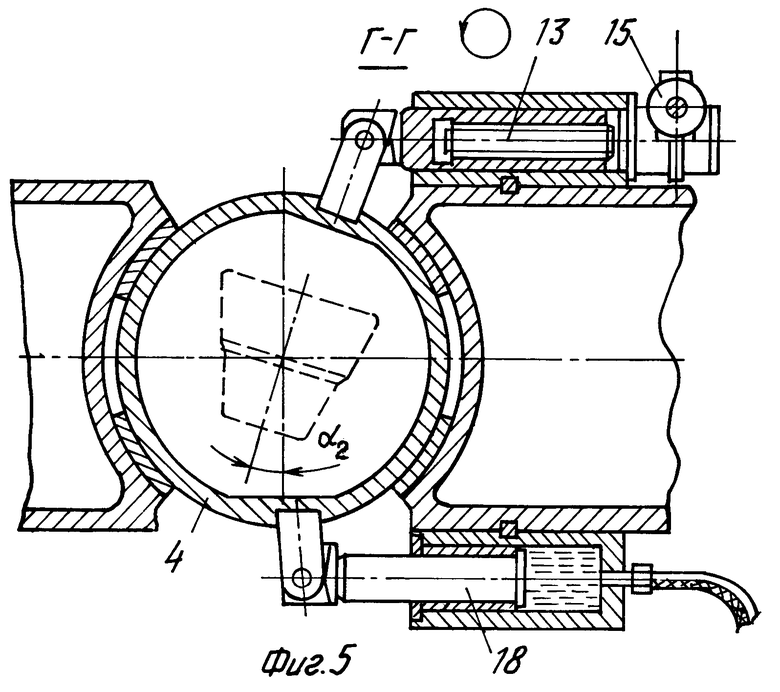
на фиг. 5 - разрез Г-Г на фиг. 2;
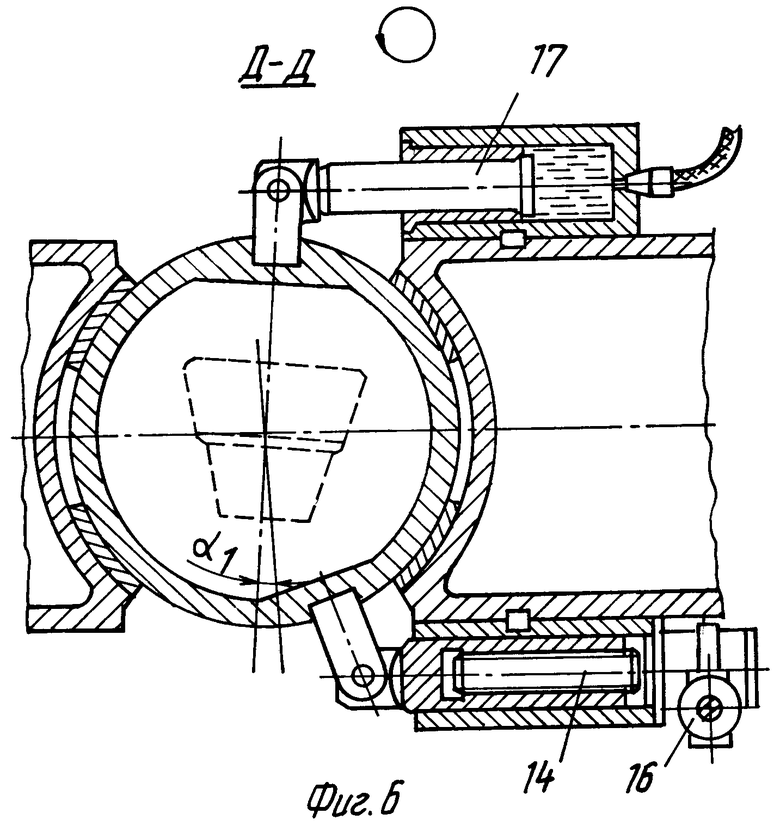
на фиг. 6 - разрез Д-Д на фиг. 2;
Трехвалковая клеть стана винтовой прокатки содержит станину 1 с крышкой 2, три расположенных через 120o валка 3, закрепленные на поворотных барабанах 4, один из которых размещен в проеме крышки 2, а два других - в расточках между станиной 1 и крышкой 2, нажимные механизмы продольного перемещения поворотных барабанов, выполненные в виде нажимных винтов 5 с электроприводом 6. Нажимные винты пропущены через гайки 7, которые закреплены в поворотных на подшипниковых опорах 8 стаканах 9.
Клеть имеет механизмы 10 поворота барабанов с валками на угол подачи, каждый из которых выполнен в виде двух одинаковых корпусов 11, 12 зеркального исполнения, размещенных по разные стороны станины. В каждом корпусе 11, 12 смонтированы винтовые упоры 13, 14 с приводами 15, 16 и гидроцилиндрами 17, 18. Причем винтовые упоры 13, 14 и гидроцилиндры 17, 18 расположены перпендикулярно оси барабана.
Также в клети имеются дополнительные механизмы продольного перемещения барабанов с рабочими валками, каждый из которых выполнен в виде двуплечего рычага 19, жестко закрепленного на торце стакана 9. Одно плечо рычага 19 шарнирно связано с силовым цилиндром 20, а второе установлено с возможностью взаимодействия с упором-ограничителем 21. Упор-ограничитель 21 каждого дополнительного механизма снабжен электромеханическим приводом 22.
Устройство работает следующим образом. Перед прокаткой производятся следующие операции по настройке клети:
- в зависимости от диаметра прокатываемой трубы барабаны 4 с рабочими валками 3 с помощью нажимных винтов 5 и приводов 6 устанавливаются на требуемый калибр клети;
- в зависимости от толщины стенки трубы электромеханическими приводом 22 устанавливают упор-ограничитель 21 в положение, обеспечивающее необходимую величину угла β поворота двуплечего рычага 19, равную углу поворота нажимной гайки 7 со стаканом 9 и соответствующую требуемой величине продольного перемещения барабана с рабочим валком при последующей прокатке;
- в зависимости от требуемых величин наименьшего и наибольшего для данного маршрута прокатки значения угла подачи α1 и α2 от приводов 15, 16 настраиваются винтовые упоры, соответственно 13 и 14, механизма 10 поворота барабана.
Указанные операции производятся с пульта управления клетью с использованием программных устройств без применения ручного труда, что, даже при наличии на стане широкого сортамента прокатываемых труб, позволяет производить настройку клети при незначительных затратах рабочего времени.
Процесс прокатки одной трубы на клети происходит в три этапа.
I. Прокатка переднего конца трубы длиной 250-300 мм осуществляется при разведенных рабочих валках 3, шток силового цилиндра 20 втянут, как показано на фиг. 3 сплошной линией, барабан с валком развернут на малый угол подачи α1, как показано на фиг. 6, в этом случае барабан 4 поджат гидроцилиндром 17 к винтовому упору 14.
При достижении торцем трубы пережима очага деформации в течение порядка 1 сек валки сводятся на необходимую величину гидроцилиндром 20, при этом двуплечий рычаг 19 поворачивается на требуемый угол β, что обеспечивается предварительной настройкой упора-ограничителя 21. Одновременно производится увеличение угла подачи до величины α2, при этом подается давление в гидроцилиндр 18, а гидроцилиндр 17 соединяется со сливом и барабан 4 поджимается к винтовому упору 13.
II. Прокатка основной длины трубы с утоненной стенкой при неизменном калибре клети и угле подачи.
III. При подходе заднего конца трубы к пережиму очага деформации в течение 1 сек валки разводятся в исходное положение, при этом двуплечий рычаг 19 и шток силового цилиндра 20 возвращаются в первоначальное положение, в гидроцилиндр 17 подается давление, а гидроцилиндр 18 соединяется со сливом, барабан с валком возвращаются на первоначальный угол подачи α1.
Как уже указывалось, эти операции происходят одновременно. После выхода трубы клеть готова к новому циклу прокатки.
Конструкция клети позволяет производить прокатку как толстостенных, так и тонкостенных труб и по другим технологическим схемам, например прокатка с утолщенным только задним концом и другие.
Предложенная трехвалковая клеть стана винтовой прокатки по сравнению с известными позволяет повысить производительность за счет сокращения времени на настройку клети благодаря исключению ручного труда, что особенно эффективно проявляется при наличии широкого сортамента прокатываемых тонкостенных труб (D/S > 11).
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2038176C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
Использование: изобретение относится к трубопрокатному производству, касается усовершенствования трехвалковой клети стана винтовой прокатки. Сущность: трехвалковая клеть стана винтовой прокатки содержит станину с крышкой, три поворотных барабана с рабочими валками, нажимные механизмы продольного перемещения поворотных барабанов, механизмы поворота барабанов на угол подачи с винтовыми упорами и гидроцилиндрами, а также дополнительные механизмы продольного перемещения барабанов с рабочими валками, включающими упоры-ограничители. Прокатка переднего конца трубы осуществляется при разведенных рабочих валках, барабан с валком развернут на малый угол подачи, в этом случае барабан поджат гидроцилиндром к винтовому упору. При достижении торцом трубы пережима очага деформации валки сводятся на необходимую величину. Одновременно производится увеличение угла подачи, давление подается в один гидроцилиндр, а другой гидроцилиндр соединяется со сливом и барабан поджимается к винтовому упору. Изобретение обеспечивает создание трехвалковой клети стана винтовой прокатки, позволяющей повысить производительность за счет сокращения простоев клети и обеспечения автоматического регулирования клети, а также за счет сокращения времени на ремонт клети и настройку величины сведения-разведения валков, так как исключаются ручные операции. 6 ил.
Трехвалковая клеть стана винтовой прокатки, содержащая станину с крышкой, три расположенные через 120° поворотных барабана с рабочими валками, нажимные механизмы продольного перемещения поворотных барабанов, механизмы поворота барабанов на угол подачи с винтовыми упорами и гидроцилиндрами, а также дополнительные механизмы продольного перемещения барабанов с рабочими валками, включающими упоры-ограничители, отличающаяся тем, что механизм поворота каждого барабана с рабочим валком на угол подачи выполнен в виде двух одинаковых корпусов зеркального исполнения, размещенных по обе стороны станины, винтовой упор и гидроцилиндр в каждом корпусе смонтированы перпендикулярно оси барабана, а упор-ограничитель каждого дополнительного механизма продольного перемещения барабана с рабочим валком снабжен электромеханическим приводом.
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА | 0 |
|
SU348250A1 |
| Рабочая клеть стана поперечно-винтовой прокатки труб | 1973 |
|
SU440169A1 |

