Изобретение относится к прокатному производству, а точнее к устройствам для центрирования и поддержания проката, конструктивно сопряженных с прокатными станами, и может быть использовано со всеми известными конструкциями станов винтовой прокатки.
Наиболее эффективно может быть использовано в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из рабочей клети при прокатке длинномерных тонкостенных труб.
Известен задний стол стана винтовой прокатки (см. а.с. 1507486, В 21 В 39/14, 1988 г. ), содержащий плитовину с размещенным на ней корпусом, выводные проводки, прикрепленные к корпусу крышками, и привод. Причем корпус выполнен поворотным от привода вокруг оси параллельной оси прокатки.
Недостатком данной конструкции являются ограниченные возможности использования этого стола в других станах винтовой прокатки, например, в трехвалковых трубопрокатных станах. Это объясняется тем, что, во-первых, выводные проводки выполнены невращающимися и использование этого стола при прокатке на стационарных станах длинномерных труб с тонкой стенкой невозможно из-за скручивания проката; а, во-вторых, значительные поперечные габариты, занимаемые столом при повороте его корпуса с выводными проводками, не позволяют использовать стол в трехвалковых станах винтовой прокатки из-за невозможности размещения шпинделей привода трехвалковой клети в случае, когда привод стана размещен со стороны выхода металла из клети.
Из известных задних столов наиболее близким по технической сущности является задний стол стана винтовой прокатки, описанный в а.с. СССР 1713705, кл. В 21 В 39/16, 1989 г.
Этот задний стол содержит корпуса, несущие на подшипниковых опорах вращающиеся проводки и привод. Корпуса жестко смонтированы на общем валу с возможностью поворота вокруг горизонтальной оси вала посредством приводного рычага.
Недостаток известной конструкции заднего стола стана заключается в ограниченных возможностях его использования в станах различного типа. Этот стол невозможно использовать в трехвалковых станах с приводом, расположенным со стороны выхода металла из клети, что объясняется значительными поперечными размерами стола, вызванными поворотом корпусов. В результате указанного, разместить шпиндель привода в зоне расположения заднего стола невозможно.
Задача настоящего изобретения состоит в создании заднего стола стана винтовой прокатки, позволяющего расширить возможности использования заднего стола в станах различного типа, а именно в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из клети, при этом обеспечить удобство обслуживания.
Поставленная задача достигается тем, что задний стол стана винтовой прокатки, содержащий корпус, несущий на подшипниковых опорах вращающуюся проводку и привод, согласно изобретению снабжен неподвижно закрепленным в корпусе валом, двумя прижимными крышками и жестко связанными с ними профильными рычагами с возможностью их поворота от привода, а корпус выполнен стационарным с наклонными направлявшими и упорами, расположенными со стороны, противоположной валу.
Такое конструктивное выполнение заднего стола расширяет возможности его использования, а именно позволяет использовать стол в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из клети, при этом обеспечить удобство обслуживания. При замене проводок от привода поворота прижимных крышек одновременно с помощью профильных рычагов выводят проводку из расточек корпуса на его наклонные направляющие до упоров в зону, не загороженную верхним шпинделем и удобную для обслуживания.
Таким образом, при замене проводки не требуется время на ее извлечение из расточек корпуса, это происходит автоматически за время открытия прижимных крышек.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых
на фиг. 1 изображен общий вид заднего стола стана винтовой прокатки в плане;
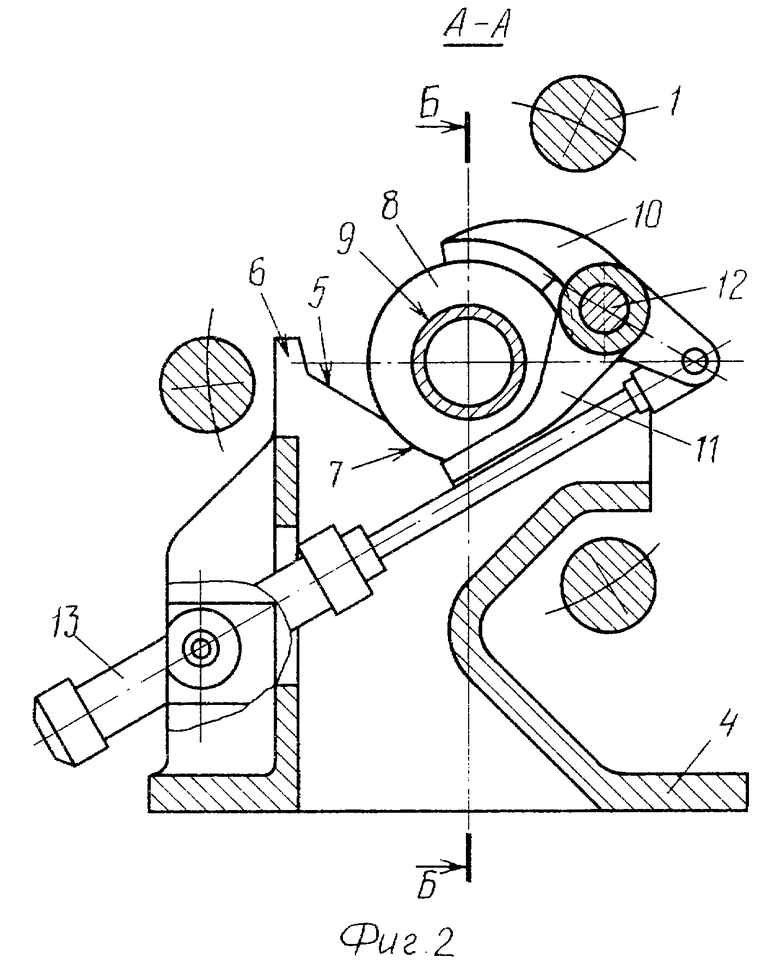
на фиг.2 - разрез А-А на фиг.1;
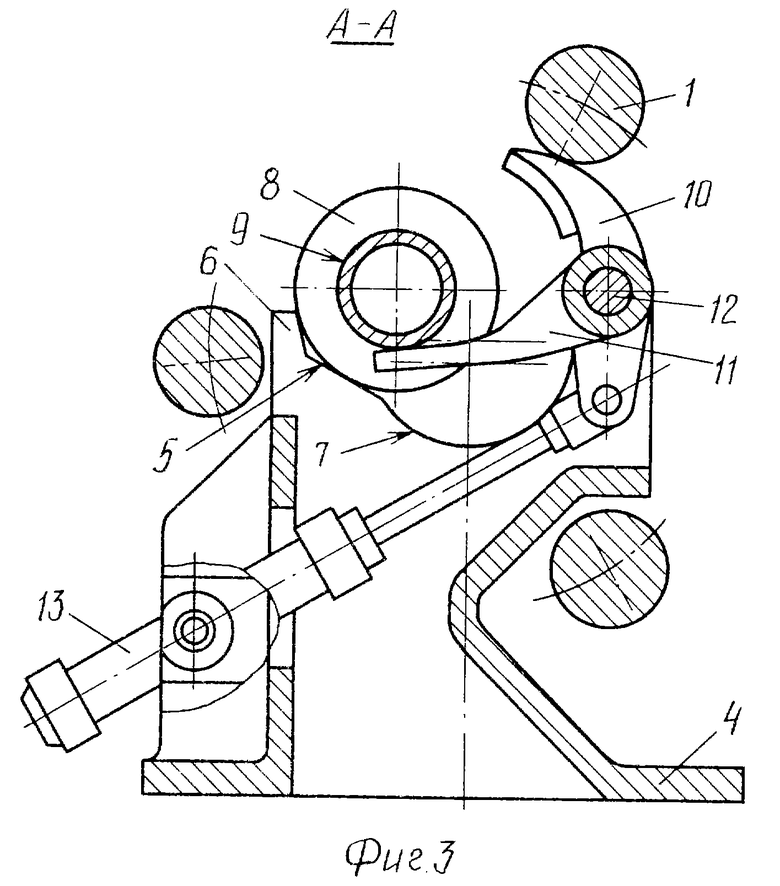
на фиг.3 - то же, в момент замены проводки;
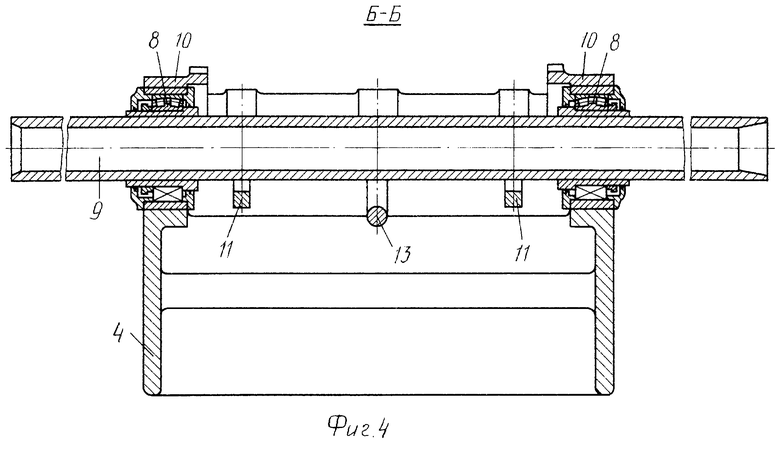
на фиг.4 - разрез Б-Б на фиг.2.
Задний стол стана винтовой прокатки размещен между шпинделями 1 привода 2 трехвалковой клети 3 и состоит из стационарного корпуса 4, снабженного наклонными направляющими 5, упорами 6 и расточками 7 под подшипниковые опоры 8 вращающейся проводки 9. Проводка 9 с подшипниковыми опорами 8 закреплена в корпусе 4 двумя прижимными крышками 10, с которыми жестко соединены профильные рычаги 11. Причем крышки 10 и профильные рычаги 11 смонтированы на неподвижно закрепленном в корпусе 4 валу 12 и имеют возможность поворота от привода 13.
Упоры 6 предотвращают перекатывание проводки по инерции за пределы заднего стола. Расположены наклонные направляющие 5 и упоры 6 со стороны, противоположной валу 12.
При прокатке подшипниковые опоры 8 вращающейся проводки 9 зафиксированы в расточках 7 корпуса 4 прижимными крышками 10 усилием привода 13, при этом профильные рычаги 11 опущены несколько ниже вращающейся проводки 9, т.е. не контактируют с ней.
При замене проводки привод 13 переключают на обратный ход, при этом одновременно начинают вращаться вокруг неподвижного вала 12 крышки 10 и рычаги 11. После того как профильные рычаги 11 войдут в контакт с проводкой 9, она начинает перекатываться по профильным рычагам 11, а подшипниковые опоры 8 перекатываются сначала по расточкам 7 и далее по наклонным направляющим 5 корпуса 4 до остановки их упорами 6, при этом ход привода 13 заканчивается. В итоге проводка 9 с подшипниковыми опорами 8 перемешается в зону, полностью открытую сверху. Данная операция по времени занимает не более 1 секунды.
После этого проводка 9 совместно с подшипниковыми опорами 8 заменяется на новую и в обратной последовательности операций устанавливается в рабочее положение.
При использовании современных средств механизации (например, манипуляторов) процесс замены одной проводки на другую по времени ориентировочно составит 10 секунд.
Предложенный задний стол стана винтовой прокатки по сравнению с известиями позволяет использовать его со всеми известными конструкциями станов винтовой прокатки без ограничения, а наиболее эффективно в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из рабочей клети при прокатке длинномерных тонкостенных труб.
Выполнение заднего стола описанным выше образом обеспечивает удобство его обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| ПЕРЕДНИЙ СТОЛ ПРОКАТНОГО СТАНА | 1999 |
|
RU2192322C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030936C1 |
| ПЕРЕДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207206C2 |
Изобретение относится к прокатному производству, наиболее эффективно может быть использовано в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из рабочей клети при прокатке длинномерных тонкостенных труб. Задний стол содержит корпус, несущий на подшипниковых опорах вращающуюся проводку, привод, неподвижно закрепленный в корпусе вал, две прижимные крышки и жестко связанные с ними профильные рычаги с возможностью их поворота от привода. Корпус выполнен стационарным с наклонными направляющими и упорами, расположенными со стороны, противоположной валу. При замене проводки одновременно начинают вращаться вокруг неподвижного вала крышки и рычаги. После того как профильные рычаги войдут в контакт с проводкой, она начинает перекатываться по профильным рычагом, а подшипниковые опоры перекатываются сначала по расточкам и далее по наклонным направляющим корпуса до остановки их упорами, при этом ход привода заканчивается. В итоге проводка с подшипниковыми опорами перемещается в зону, полностью открытую сверху. Такое конструктивное выполнение заднего стола расширяет возможности его использования, а именно позволяет использовать стол в трехвалковых станах винтовой прокатки с приводом, расположенным со стороны выхода металла из клети, при этом обеспечить удобство обслуживания. 4 ил.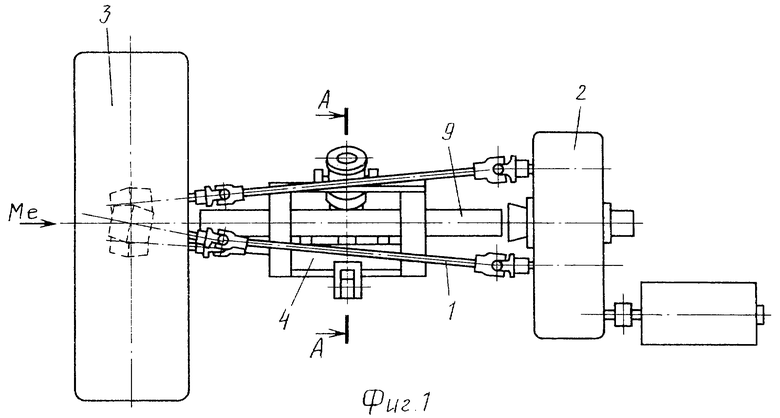
Задний стол стана винтовой прокатки, содержащий корпус, несущий на подшипниковых опорах вращающуюся проводку, и привод, отличающийся тем, что он снабжен неподвижно закрепленным в корпусе валом, двумя прижимными крышками и жестко связанными с ними профильными рычагами с возможностью их поворота от привода, а корпус выполнен стационарным с наклонными направляющими и упорами, расположенными со стороны, противоположной валу.
| Задний стол стана поперечно-винтовой прокатки | 1989 |
|
SU1713705A1 |
| Устройство для приема и передачи проката из клети планетарного стана | 1988 |
|
SU1507486A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Задний стол непрерывного трубопрокатного оправочного стана | 1986 |
|
SU1323147A1 |

