Настоящее изобретение относится к способам нагрева и может быть использовано при ремонте и демонтаже прессовых соединений, в частности, при демонтаже колесных пар железнодорожного подвижного состава в вагоноремонтных и локомотивных депо.
Известен, и в настоящее время широко применяется, механический способ распрессовки, при котором используется мощное прессовое оборудование и специальные стенды для демонтажа прессовых соединений [1]. К недостаткам данного способа относится невозможность полного восстановления распрессованных деталей, при высокой трудоемкости процесса распрессовки, а также при высокой стоимости и громоздкости стендов.
Известен способ плазменной вырезки металлов для разборки запрессованных соединений [2], включающий локальное выплавление металла по линии реза и выдувание расплава из зоны реза посредством плазмотрона. Недостатками данного способа являются отсутствие сохранности демонтируемых поверхностей, большая трудоемкость процесса разборки и неэкологичность процесса плазменной вырезки.
Известен способ подготовки к демонтажу корпуса с запрессованной втулкой, включающий нагрев газовыми горелками корпуса детали и одновременное охлаждение внутренней поверхности втулки воздухом, подаваемым в газовые горелки [3] . Данный способ распрессовки обеспечивает сохранность демонтируемых поверхностей. Недостатком указанного способа является то, что он может быть эффективно использован только для тонкостенных полых втулок.
Прототипом настоящего изобретения следует считать станок для тепловой сборки и разборки деталей [4], содержащий смонтированный на станине кольцевой индукционный нагреватель с верхними поворотными и нижними неподвижными магнитопроводами. Узел, подлежащий разборке, устанавливается вертикально на нижние магнитопроводы, затем происходит поворот верхних магнитопроводов и производится нагрев всего прессового соединения. По окончании нагрева и образования зазора корпус выталкивается вверх с помощью подъемных механизмов. Используемый в станке по прототипу индуктор трансформаторного типа, работающий на промышленной частоте (50 Гц), состоит из многовитковой цилиндрической катушки из провода с теплостойкой изоляцией и магнитопровода.
Основным недостатком устройства по прототипу является то, что при вышеуказанных параметрах невозможно управлять температурным полем в корпусе прессового соединения и невозможно обеспечить отсутствие нагрева запрессованной детали. Указанные режимы нагрева, а также временная выдержка 30 с после выключения нагрева для выравнивания температуры запрессованной поверхности обеспечивают полный прогрев прессового соединения, что является достоинством для тепловой запрессовки и недостатком при тепловой распрессовке, так как при этом не возникает разность температур между запрессованными деталями, а следовательно, и не образуется разборочный зазор.
Другим недостатком устройства по прототипу следует считать его ограниченное применение. Следует отметить невозможность распрессовки на станке по прототипу массивных деталей и деталей сложной формы, так как используемые в станке электромагнитные параметры индукционного нагревателя, не позволяют, в случае деталей сложной формы и разной толщины, обеспечить равномерное распределение температуры по всей поверхности распрессовки и разность температур в запрессованных деталях. Например, станок по прототипу не может быть применим для распрессовки длинных цельнометаллических валов (осей) из массивных корпусов, например, для распрессовки оси колесной пары из центра колесной пары. Недостатком станка по прототипу следует считать отсутствие сохранности распрессованных поверхностей. При выталкивании вверх корпуса, учитывая кратковременность образования зазора, в том случае, когда зазор вообще имеет место, и малую, а также неравномерную по поверхности распрессовки его величину, неизбежны повреждения поверхности сопрягаемых деталей, что приводит к невозможности их повторного использования без дополнительной обработки. Недостатком способа по прототипу является высокая стоимость устройства для тепловой сборки и разборки, высокая трудоемкость создания станка по прототипу, а также высокое потребление электроэнергии, при низком качестве разборки.
В связи с указанными техническими и технологическими недостатками использования станка для тепловой сборки и разборки деталей по прототипу существует задача создания способа термической распрессовки, в частности распрессовки прессовых соединений массивных корпусов сложной формы и цельнометаллических валов, при гарантированной сохранности поверхностей демонтируемых деталей, при снижении трудоемкости и стоимости процесса распрессовки.
Поставленная задача решается авторами следующим образом.
В известном устройстве тепловой сборки и разборки деталей, включающем нагрев прессового соединения индукционным нагревателем, нагрев корпуса, закрепленного таким образом, чтобы обеспечить последующее свободное выпадение запрессованной в корпусе детали, производят индуктором, с параметрами и частотой тока, являющимися оптимальными для образования необходимой величины зазора по всей поверхности распрессовки, до момента выпадения запрессованной детали из корпуса под действием собственного веса.
Технический результат от применения предлагаемого способ состоит в возможности демонтажа металлических прессованных соединений, в частности массивных корпусов сложной формы с запрессованными в них цельнометаллическими валами (осями), с гарантированной сохранностью поверхностей демонтируемых деталей при уменьшении трудоемкости процесса распрессовки.
Основным техническим преимуществом настоящего изобретения по сравнению с прототипом является гарантированное качество распрессовки, обеспечиваемое наличием зазора по всей поверхности распрессовки, обеспечивающего свободное разъединение деталей при сохранности их поверхностей. Это происходит благодаря тому, что объемные источники тепла при оптимальном выборе индуктора, частоты тока, величины подводимой энергии и других технологических параметров располагаются равноудаленно от запрессованной поверхности на заданной глубине, при этом как поверхность корпуса, так и поверхность прессового соединения нагреваются до температуры ниже величины структурных превращений. Это преимущество позволяет осуществить многоразовое использование деталей, что является существенным экономическим преимуществом, по сравнению с аналогами и прототипом.
Другим техническим преимуществом настоящего изобретения по сравнению с прототипом является простота осуществления распрессовки, малая его стоимость и энергоемкость.
Сущность изобретения поясняется чертежом, на котором схематически изображена схема процесса индукционной распрессовки по предлагаемому способу на примере железнодорожной колесной пары.
На чертеже схематически показано прессовое соединение, которое состоит из колеса (колесного центра) 1 и оси 2. С помощью захвата (не показан) осуществляют подъем и поворот колесной пары таким образом, чтобы обеспечить удобное выпадение оси под действием собственного веса. Далее колесная пара устанавливается в индукционный нагревательный блок, состоящий из индуктора 3 и источника питания (не показан). Затем производится индукционный нагрев по заданной программе до образования разборочного зазора между колесом и осью, достаточного для того, чтобы ось вышла из зацепления и упала в предохранительное демпфирующее устройство (не показано). При этом автоматически снимается нагрев и освобожденное от оси колесо, закрепленное на подъемнике, перемещается и укладывается на предназначенное для него место. Конструкция индуктора рассчитывается специально для каждого прессового соединения. Определяется оптимальное число витков индуктора, частота тока индуктора и количество секций, мощность нагрева, местоположение индуктора относительно детали, зазор между индуктором и нагреваемой поверхностью технологические параметры.
Сущность предлагаемого способа состоит в том, что при индукционном нагреве путем изменения частоты индуктора, зазора между индуктором и нагреваемым объектом меняется глубина зоны нагрева Δ:
где
ω = 2πf - круговая частота тока, Гц;
μ - магнитная проницаемость;
γ - проводимость, Ом-1.
Оптимально выбранная глубина зоны нагрева Δ вместе с другими технологическими параметрами обеспечивает необходимую для термической разборки картину теплового поля в корпусе прессового соединения. Инженерный расчет величины разборочного зазора, образующегося при индукционной распрессовке соединения ось-ступица железнодорожной колесной пары, подтверждающий возможность осуществления предлагаемого способа, может быть произведен по формуле
где
D(T) - величина разборочного зазора, м;
Lo - длина окружности соединения, м;
L(T) - коэффициент линейного расширения стали, oC-1;
T - температура нагрева, oC.
Так, например, при вложенной мощности нагрева 100 кВт средняя температура ступицы составляет по расчетам 595oC, а средняя температура оси не превышает 155oC. Подставив данные в формулу (2) с учетом того, что L(595oC)=-14,18•10-6•1/oC и L(155oC)=12,32 • 10-6 1/oC, получим величину зазора 1,273 • 10-3 м.
Следует отметить, что при использовании предлагаемого способа индукционной распрессовки отсутствуют как термические, так и механические повреждения оси, что позволяет осуществлять повторное использование деталей колесной пары.
Пример реализации изобретения.
Рассматривается колесная пара типа РУ1-950, РУ1ш-950 весом около 1500 кг, диаметр разбираемого соединения от 0,18 м до 0,196 м, посадка прессовая с натягом от 0,1•10-3 м до 0,25 • 10-3 м, усилие запрессовки до 110•103 кг/с, усилие распрессовки до 300 • 103 кг/с, площадь соединения около 0,12 м2. Ось типа РУ1 и РУ1ш весом от 410 кг до 480 кг, диаметр подступичной части от 0,180 м до 0,196 м. Толщина стенки ступицы не менее 31•10-3 м, разница толщины стенки ступицы не более 0,01 м, длина ступицы от 0,195 м до 0,205 м. Численный расчет электрических и тепловых полей при индукционном нагреве колесной пары проведен автором методом конечных элементов.
Тепловой расчет для заданного прессового соединения выполнен при условии, что изотермы в форме цилиндрических поверхностей, должны быть расположены соосно по отношению к поверхности прессового соединения. Электрический расчет был проведен при условии обеспечения постоянства температуры в заданном сечении ниже температуры Кюри. Тепловые расчеты показали, что заданная равномерность нагрева в контрольном сечении (радиус составляет 0,095 м) при времени нагрева порядка 7 минут достигается при мощности порядка 60 кВт. При этом не возникает существенных перегревов поверхности выше точки. Кюри, а удельная поверхностная мощность составляет от 10 до 30 Вт/см2. Электромагнитные расчеты позволили рассчитать значения напряженности магнитного поля. На поверхности детали при указанной выше мощности в системе, при выбранной частоте тока индуктора (являющейся ноу-хау автора), напряженность магнитного поля составила около 200000 А/м, что соответствует относительной магнитной проницаемости 30 - 35. В результате численных расчетов были выбраны оптимальные параметры индуктора, определены такие технологические параметры как число витков индуктора, расстояние от индуктора до поверхности корпуса и т.р. При индукционном нагреве железнодорожного колеса, вследствие различия температур в поверхностных и глубинных слоях материала колеса, создаются такие растягивающие и сжимающие напряжения, которые обеспечивают получение разборочного зазора заданной величины. Установка для крепления колесной пары состоит из винтового домкрата ДЭТ-30 со специальным захватноповоротным устройством, нагревательного индукционного узла и разгрузочного приспособления. Время индукционной разборки одной колесной пары 3 - 6 минут, при потребляемой мощности 11,4 кВт/час, полное время разборки одной колесной пары 12-15 минут, производительность установки до 30 колесных пар в смену.
Источники информации
1. Патент РФ N 2003452, B 23 P 19/02, 1993.
2. Авторское свидетельство СССР N 1742000, B 23 K 9/10, 1992.
3. Авторское свидетельство СССР N 1752525, B 23 P 19/02, 1992.
4. Авторское свидетельство СССР N 556023, B 23 P 19/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ РАЗБОРКИ ПРЕССОВОГО СОЕДИНЕНИЯ ВАЛА С РАБОЧИМ КОЛЕСОМ РОТОРА ПАРОВОЙ ТУРБИНЫ, ИМЕЮЩИМ ЛОПАТКИ | 2008 |
|
RU2388584C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
| ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2164717C2 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ШПИЛЕК | 2020 |
|
RU2762210C1 |
| СПОСОБ ЗАЩИТЫ ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ В ИНДУКЦИОННЫХ УСТАНОВКАХ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2220516C2 |
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| СПОСОБ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2215628C2 |
| Переносное устройство для разборки прессовых соединений | 1980 |
|
SU903066A1 |
Способ может быть использован при ремонте прессовых соединений, в частности колесных пар железнодорожного подвижного состава. Корпус с запрессованной в нем деталью закрепляют и нагревают индуктором до получения зазора по всей поверхности распрессовки, после чего деталь выпадает под действием собственного веса. Нагрев корпуса осуществляют до момента выпадения детали. Выбор параметров и частоты тока индуктора производят из условия обеспечения необходимой величины зазора по всей поверхности распрессовки. В результате повышается качество разборки соединений сложной формы и снижать трудоемкость. 1 ил.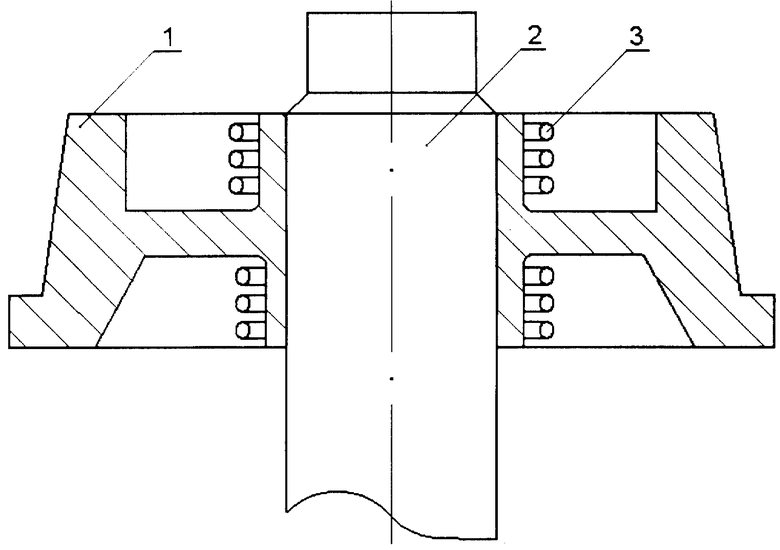
Способ индукционной распрессовки, при котором производят нагрев корпуса с запрессованной в нем деталью индукционным нагревателем, отличающийся тем, что нагрев корпуса, закрепленного так, чтобы обеспечить последующее свободное выпадение запрессованной в корпусе детали, производят индуктором с параметрами и частотой тока, являющимися оптимальными для образования необходимой величины зазора по всей поверхности расспрессовки, до момента выпадения запрессованной детали из корпуса под действием собственного веса.
| Станок для теплой сборки и разборки деталей | 1975 |
|
SU556023A1 |
| АВТОМАТИЧЕСКИЙ ТОРМОЗ НОРМАЛЬНО ЗАМКНУТОГО ТИПА | 0 |
|
SU172163A1 |
| Устройство для выпрессовки гильз из блоков цилиндров двигателей | 1981 |
|
SU1123831A1 |
| Устройство для демонтажа колесных пар | 1986 |
|
SU1324814A1 |
| Устройство для демонтажа кольцевых деталей прессового соединения | 1979 |
|
SU854669A1 |
| US 4635336 A, 13.06.87 | |||
| Тепломассообменный аппарат | 1986 |
|
SU1323122A1 |
| US 3724059 A, 03.04.73 | |||
| Большаков К.М | |||
| Химия | |||
| - М.: Высшая школа, 1976, ч.1, с.242. | |||

