Изобретение относится к строительной и горнодобывающей индустрии, в частности к обработке, в том числе резко высокоэнергетической газообразивной струей твердых материалов и может быть использовано при реконструкции зданий, фундаментов тяжелого оборудования ТЭС и АЭС, замене бетонной защиты АЭС, в дорожном строительстве (замене дорожных бетонных покрытий и старых сооружений в мостостроении), при ликвидации последствий катастроф, а также при добыче и обработке природных твердых пород.
Известен термообразивный способ обработки твердых материалов [1] заключающийся в формировании режущей струи в виде высокотемпературной (1800 - 2800К) газовой струи с большим динамическим напором, содержащей твердый абразив, и направлении ее на обрабатываемую поверхность материала.
Наиболее близкой к изобретению является установка [1] для термообразивной обработки поверхности твердых материалов, включающая генератор высокоэнергетической газообразивной режущей струи, содержащий камеру смещения газового потока, в частности высокотемпературной струи продуктов сгорания (как правило, углеводородного жидкого топлива, например керосина), с абразивом, разгонное режущее сопло и систему передвижения установки относительно обрабатываемой поверхности.
При обработке твердой поверхности указанным способом одновременно происходит локальное расплавление части поверхности и абразивное разрушение и унос материала поверхности, причем место обработки (реза), как правило, перегрето выше, температуры плавления материала. В связи с этим, учитывая значительные потери тепла в объеме массива и в окружающую среду, такой способ требует большого удельного расхода топлива. Кроме того, совмещение в одном агрегате высоких температур и большого давления рабочего газа (более 30 МПа) перед разгонным соплом требует особых конструктивных мер по его охлаждению и предотвращению эрозии его поверхностей, учитывая их одновременный нагрев от высокотемпературного газового потока и абразивное воздействие частиц в случае их попадания на стенки сопла. К тому же нагрев частиц в высокотемпературной струи, происходящий одновременно с их разгоном, может приводить к их размягчению и потере абразивных свойств, что снижает скорость разрушения твердых поверхностей.
Таким образом, основной трудностью в достижении необходимой производительности и рентабельности газообразивного способа обработки является достаточно высокая механическая прочность строительных материалов, как специально изготовленных (в первую очередь, класса бетонов и железобетонов), так и наиболее крепких природных пород типа гранита. Термоабразивный же способ разрушения, при котором хотя и достигается почти полное разупрочнение удаляемого слоя материала при локальном нагреве поверхности до температуры, близкой к температуре плавления, как указывалось выше, связан с недопустимо высокими затратами энергии.
Наиболее близким к предлагаемому является способ [2] обработки твердых материалов разрушения карбонатных полезных ископаемых, включающий термическое воздействие на поверхностные слои материала до снижения их механической прочности и последующее механическое разрушение материала - отделение горной массы.
Однако для наиболее интересующих указанных типов материалов (бетоны, горные породы) с характерным для них малым коэффициентом температуропроводности (0,5 1,0•10-6 м2/c) требование прогрева снимаемых слоев материала (на практике толщиной от 1 до 10 мм) и их необходимого для применения механической обработки охлаждения связано с очень большими временами (0,5 1,0 ч) и поэтому применение в указанном способе механического отделения разупрочненного материала связано с постоянными периодическими операциями постановки и вывода из зоны нагреваемой поверхности режущего инструмента, не выдерживающего повышенных температур, например 1000 - 1100К, необходимых для предварительного разупрочнения материалов таких, как гранит и другие породы.
Таким образом, указанный способ не позволяет достаточно производительно и рентабельно обрабатывать твердые массивы в случае достаточно высоких температур их разупрочнения особенно в случае полностью автономного режима работы.
Задача изобретения создание способа и установки для обработки поверхностей твердых материалов, теряющих прочностные свойства при термическом воздействии, с использованием последовательного воздействия на поверхность материала высокотемпературной греющей газовой струи и высокоэнергетической газоабразивной разрушающей струи.
Использование указанных способа и установки позволяет повысить скорость обработки (разрушения) твердых материалов при уменьшении энергетических затрат.
Этот результат достигается за счет того, что генератор режущей газоабразивной струи не убирается из зоны нагрева поверхности, так как даже при непосредственном взаимодействии греющей и режущей струи частицы абразива в силу своей большой тепловой и кинетической инерции не успевают при этом взаимодействии ни существенно отклониться от своей траектории или заметно потерять набранную скорость, ни нагреться настолько, чтобы потерять свою твердость, а следовательно, и абразивные свойства.
Вследствие этого цикл времени между последовательными удавлениями режущей струей слоев разупрочненного материала может быть на порядок и более сокращен, а массив материала под указанными слоями греется постоянно, что дает возможность существенно (на порядок) сократить время и затраты энергии на прогревание следующих удаляемых слоев материала.
С другой стороны, если сравнивать предлагаемый способ с термоабразивным способом резки [1] функции локального нагрева поверхности материала и ее обработки абразивосодержащей струей и предлагаемом способе разделены между двумя основными элементами (генератором греющей струи и генератором абразивной режущей струи) и оптимизации параметров каждого из них может проводиться раздельно, что обеспечивает более эффективную и надежную работу обоих элементов.
Сущность изобретения заключается в том, что в способе обработке поверхности твердых материалов, заключающемся в термическом воздействии на поверхностные слои материала до снижения их механической прочности и последующем их разрушении термическое воздействие осуществляют высокотемпературной греющей газовой струей, а разрушение проводят высокоэнергетической газоабразивной режущей струей, при этом греющую струю направляют на участок обрабатываемой поверхности материала под углом 15 - 35o, а режущую струю направляют на разупрочненный участок поверхности материала и перемещают вдоль него под углом 25 50o, причем греющую и режущую струи устанавливают в одной плоскости, перпендикулярной обрабатываемой поверхности материала.
Кроме того, режущую и греющую струю перемещают вдоль и вглубь обрабатываемой поверхности материала.
Кроме того, термическое воздействие на поверхностный слой материала может быть проведено одновременно греющей струей и радиационным нагревом всей разрушающей поверхности.
Кроме того, поверхность обрабатываемого материала, прилегающая к зоне непосредственного контакта с греющей струей, может быть теплоизолирована от внешней среды, причем ширину теплоизолированной зоны выбирают в пределах 1,0
2,0Δ, где D ширина обрабатываемой поверхности материала, а удельное тепловое сопротивление теплоизоляции составляет 1,5 2,5 D/λ, где l - теплопроводность обрабатываемого материала.
Сущность изобретения заключается также в том, что установка для обработки поверхности твердых материалов, включающая генератор высокоэнергетической абразивосодержащей режущей струи, содержащий разгонное режущее сопло и систему передвижения вдоль обрабатываемой поверхности, дополнительно снабжена генератором высокотемпературной газовой греющей струи, содержащим формирующее эту струю греющее сопло, причем указанные сопла размещены в одной плоскости, проходящей через оси этих сопел и перпендикулярной обрабатываемой поверхности, с возможностью взаимного перемещения друг относительно друга в этой плоскости и относительно обрабатываемой поверхности, при этом режущее сопло расположено за греющим соплом относительно направления движения установки.
Кроме того, режущее сопло может иметь механизмы ориентации его под острым углом к обрабатываемой поверхности как в направлении движения установки, так и в противоположном направлении.
Кроме того, с генератором и соплом греющей струи может быть механически связан теплоизолирующий экран, расположенный таким образом, чтобы экран вместе с участком обрабатываемой поверхности образовывал канал для прохождения греющей струи.
Кроме того, в теплоизолирующем экране могут быть установлены электронагревательные элементы.
Предлагаемый способ обработки имеет преимущества перед известными для широкого круга твердых материалов.
Однако наиболее выгодным является применение предлагаемого способа и устройства при обработке широко используемых твердых материалов, имеющих температуру невосстанавливаемого разупрочнения (Т) существенно ниже, чем температура плавления, а также сравнительно низкую температуропроводностью. Типичными материалами такого вида являются бетоны и железобетоны, а также природные камни, употребляемые в строительстве.
В предлагаемом изобретении использована важная особенность строения указанных видов материалов. Они состоят из двух основных компонент более твердого (как правило, плавленого и большего по объему наполнителя (базальта и других)) и связки. Связкой в случае бетонов является цемент, состоящий в основном из силикатов кальция, содержащих различное количество гидратированной воды (типа 3SiO2•2CaO•n•H2O, где n 8 10). Цементы имеют температуру разупрочнения (на 60 80% потери прочности) на уровне 800 1000К, т. е. значительно более низкую, чем температура разрушения и плавления основного, как правило, плавленого наполнителя (выше 1300 - 1500К), причем процесс потери прочности обусловлен потерей гидратированной воды и поэтому (в отличие от процессов плавления затвердевания) является необратимым, то-есть при остывании прочность цемента не восстанавливается.
Аналогичным образом ведут себя при нагревании и твердые природные породы (типа гранитов и других), у которых вещества связки между зернами также теряют свою прочность при температурах, значительно более низких, чем температура размягчения (тем более плавления) зерен основного материала как наполнителя (кварца, полевого шпата и др.).
При этом температура термического воздействия (нагрева) на поверхность материала соответствует потере 60 80% прочности s вещества связки между зернами материала.
Указанный диапазон потери прочности связки является характерной оптимальной величиной в силу типичной зависимости от температуры Т нагрева рассматриваемых материалов. Для данного класса материалов, в первую очередь - строительных бетонов, зависимость s (Т) такова, что при разогреве до определенного значения Т0(400oC) не происходит их заметного разупрочнения, однако подъем до Т* 550 600o резко снижает прочность до 20 40% этой величины при нормальной температуре (т.е. как раз до 60 80% потери прочности). Дальнейший подъем температуры до величин, не превышающих начало размягчения, т.е. примерно на 150 200oC, сказывается на снижении прочностных характеристик связки гораздо меньше, но прогрев материала до такого уровня температур связан с большими затратами энергии, так как тепловые потери за счет излучения с обогреваемой поверхности возрастает пропорционально 4-ой степени температуры. При потере прочности менее 60% воздействие газоабразивной струи на обрабатываемый материал будет не столько эффективным, что повлечет за собой как снижение скорости обработки, так и неоправданные затраты на ее предварительный нагрев.
Указанные параметры нагрева (как и размер нагреваемой зоны) могут быть регулируемыми и оптимизируются с точки зрения максимальной эффективности и экономичности как параметрами греющей струи, так и ее наклоном к поверхности и удалением поверхности от среза сопла генератора греющей струи. Угол наклона aгр греющей струи выбирают в пределах 15 35o к обрабатываемой поверхности, что соответствует условиям наиболее эффективного нагревания. При углах αгр менее 15 и более 35o возрастают затраты энергии на нагревание обрабатываемого материала. Это связано с малой интенсивностью теплоотдачи от струи к поверхности при αгр <15o, а при αгр > 35o со слишком большим растеканием струи в стороны от линии реза.
Угол наклона режущей струи выбирается в пределах αр25 50o. При углах наклона режущей струи менее 25o скорость обработки слишком мала из-за снижения нормальной к поверхности составляющей скорости абразивных частиц, что приводит к падению скорости резания. При углах же наклона более 50o не обеспечивается достаточно эффективного выноса отработавшего абразива и продуктов разрушенного материала из зоны обработки, что снижает эффективность воздействия частиц абразива на материал.
Для более эффективного нагрева зоны обработки прилегающую к ней поверхность теплоизолируют от внешней среды. Благодаря теплоизоляции уменьшаются лучистые потери с участков поверхности, прилегающих к зоне обработки. Удельное термическое сопротивление тепловой изоляции выбирается из условия, что оно должно быть примерно на порядок больше теплового сопротивления участка обрабатываемого материала в зоне нагрева в направлении вдоль поверхности. Оценки, проведенные на основании этого условия, дают для удельного теплового сопротивления теплоизоляции значения (1,5 2,5) Δ/λ, где D ширина резаж l теплопроводность обрабатываемого материала. Ширина теплоизолированных зон с каждой стороны от реза должна составлять 1,0 2,0 D.
Способ осуществляют следующим образом.
Термическое воздействие (нагрев) обрабатываемой поверхности проводят высокотемпературной газовой греющей струей до снижения механической прочности, т. е. до температуры, которая соответствует потере 60oC80% механической прочности вещества связки между зернами материала. Греющую газовую струи направляют на обрабатываемую поверхность материала под углом 15 35o. Точный выбор угла наклона греющей струи производится, в первую очередь, исходя из задачи достижения необходимой температуры разупрочнения обрабатываемой поверхности, во-вторых, из соображений достаточно интенсивного обогрева максимально протяженного в направлении обработку (реза) участка поверхности при относительно малом растекании струи в стороны от направления резания. После нагрева греющей струей на разупрочненный участок поверхности направляют сформированную высокоэнергетическую газообразную режущую струю под углом 25 - 50o и перемещают ее вдоль обрабатываемой поверхности. При этом оси греющей и абразивной струй находятся в одной плоскости, перпендикулярной обрабатываемой поверхности. Для обработки протяженных массивов возможно также перемещение греющей струи вдоль массива. При обработке непротяженных массивов (0,5 1 м) обрабатываемую поверхность подвергают термическому воздействию неподвижной греющей струей и дополнительно радиационным нагревом, например с помощью электронагревательных элементов, расположенных вдоль всей поверхности нагрева, для ее равномерного прогрева.
Для резки массивов на глубину более чем 0,1 м необходимо перемещение греющей и режущей струей вглубь массива вслед за изменением положения разрушаемой поверхности.
Поверхность обрабатываемого материала, прилегающая к зоне обработки, может быть теплоизолирована от внешней среды, причем ширину теплоизолированной зоны выбирают в пределах 1,0 2,0 от ширины обрабатываемой поверхности материала, а удельное тепловое сопротивление теплоизоляции составляет 1,5 - 2,5D/λ, где D ширина обрабатываемой поверхности; l теплопроводность обрабатываемого материала. Такая теплоизоляция позволяет снизить тепловую мощность греющей струи, т.к. при использовании теплоизоляции снижаются тепловые потери излучением с обрабатываемой поверхности. Теплоизоляция может быть осуществлена, например, с помощью теплоизолирующих обмазок или покрытий, наносимых на поверхность материала вдоль линии реза на ширину, равную ширине реза и более. Могут быть также применены листы или маты, набранные из элементов на основе эффективных теплоизоляционных материалов типа легковесов и ультралегковесов.
Установка для осуществления способа обработки поверхности твердых материалов поясняется фиг. 1 5.
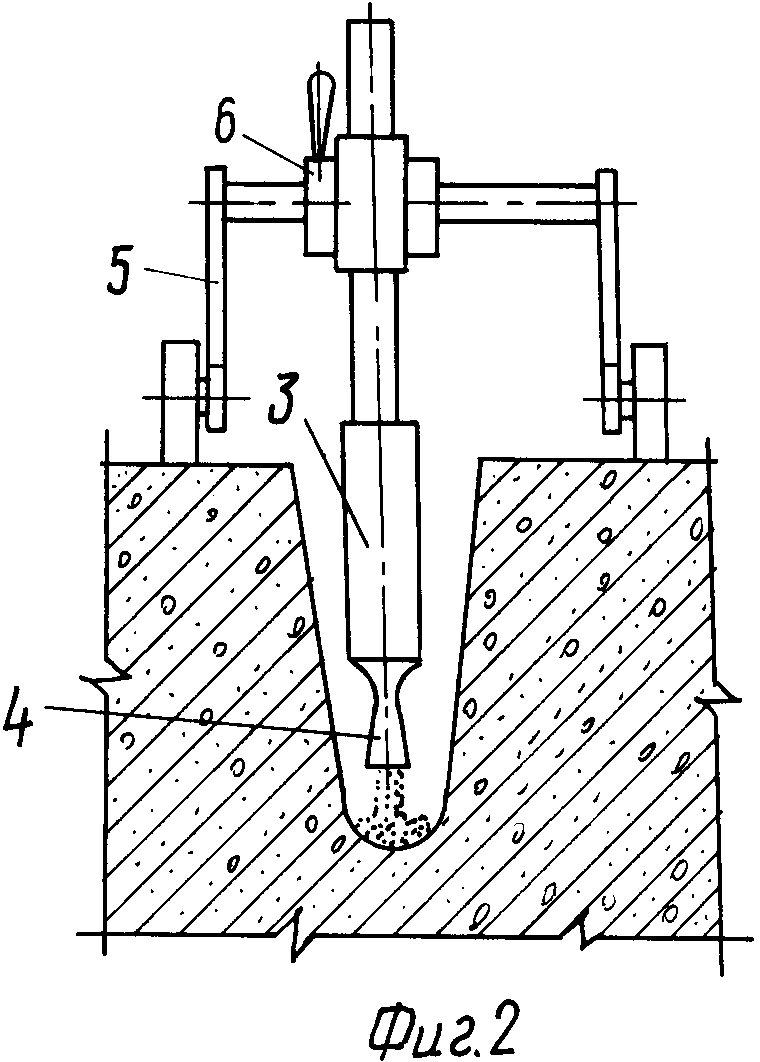
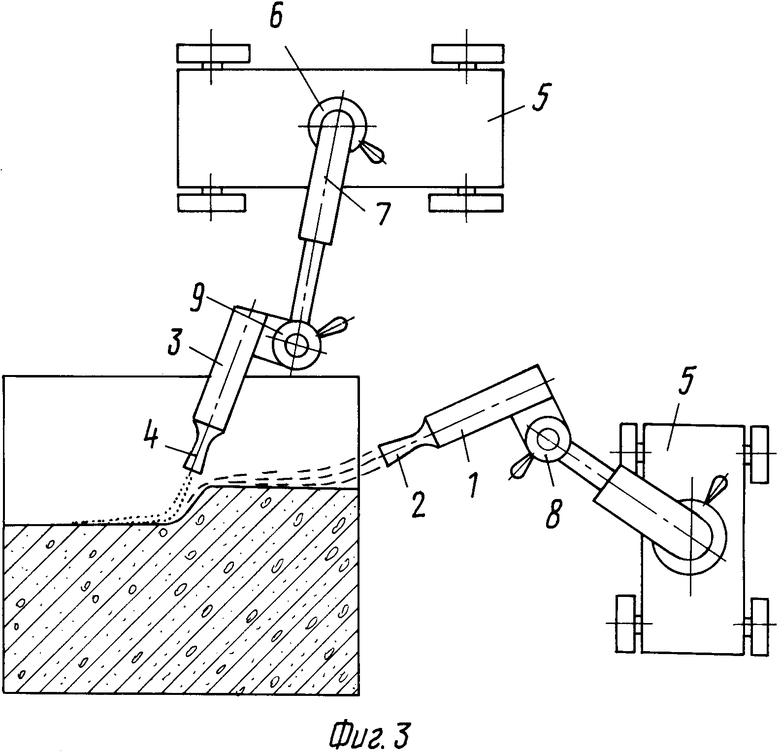
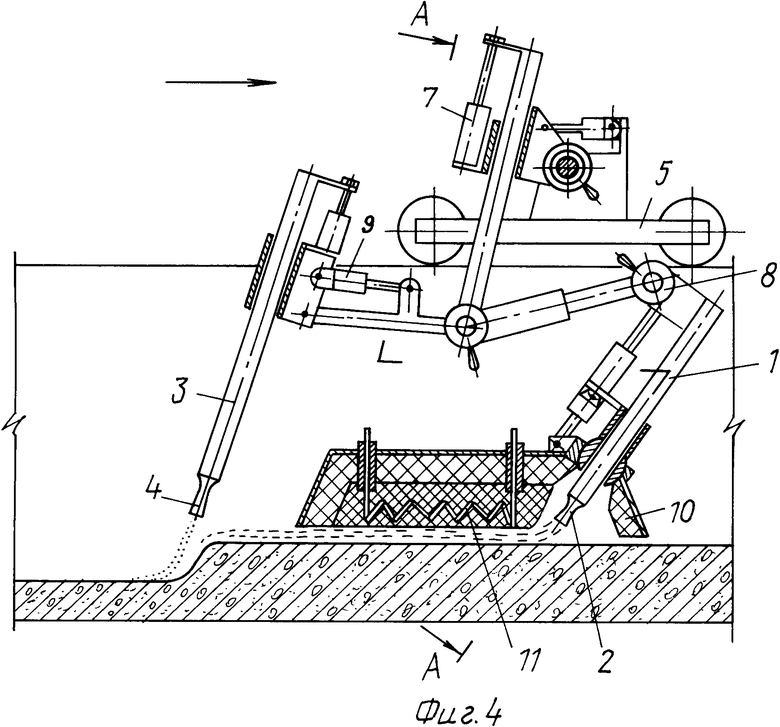
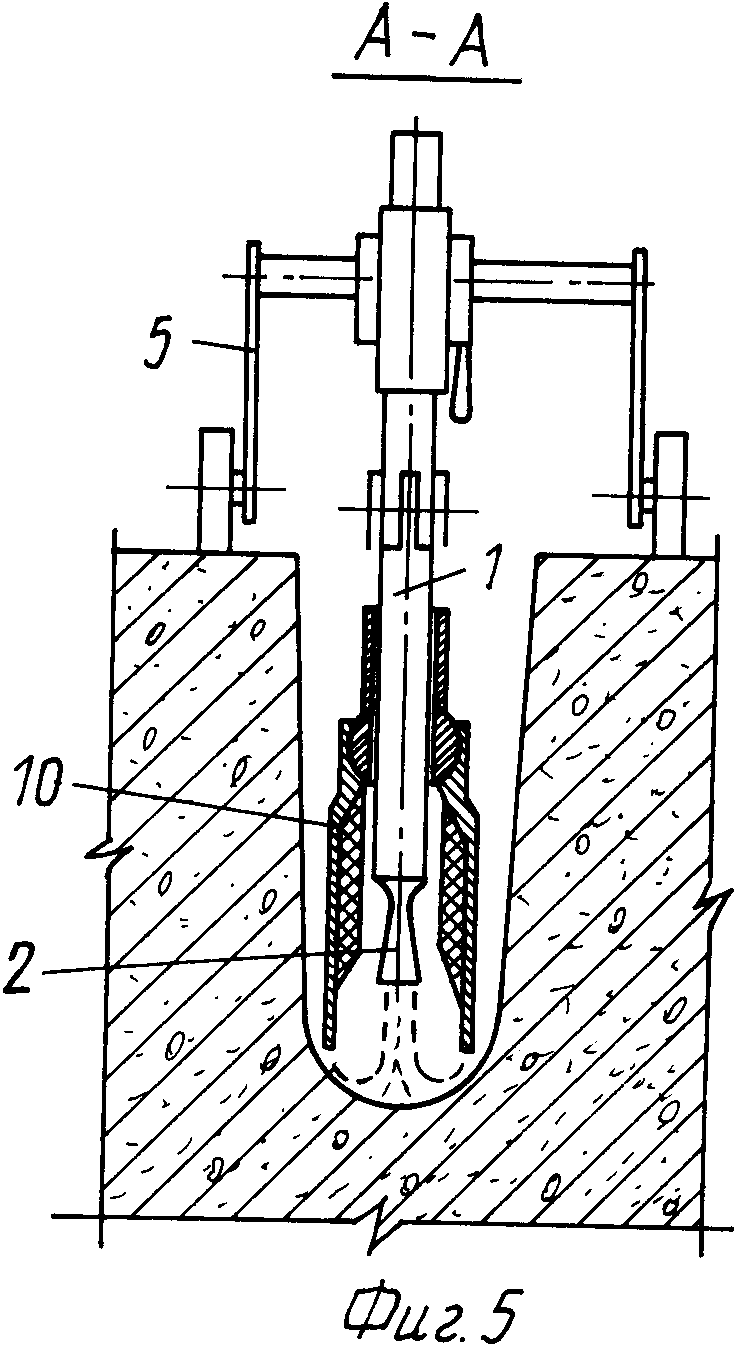
На фиг. 1 и 2 изображена общая конструктивная схема установки для обработки (реза) протяженных твердых массивов (на фиг. 1 в плоскости реза, на фиг. 2 в плоскости, перпендикулярной направлению движения установки); на фиг. 3 схема установки для реза с автономным перемещением генераторов греющей и режущей струей, что целесообразно для задач резки не очень больших массивов (см. далее пример 1 для резки бетонных колонн); на фиг.4 и 5 показана схема установки, аналогичной изображенной на фиг. 1 и 2, но с применением теплоизолирующего экрана со встроенными в него электронагревательными элементами (или без таковых).
Установка включает генератор греющей струи, содержащий камеру сгорания 1 и формирующее высокотемпературную греющую газовую струю сопло 2, генератор высокоэнергетической газоабразивной режущей струи, содержащей камеру смещения абразива и высокоэнергетического газового потока 3 и разгонное режущее сопло 4, формирующее режущую струю, а также систему передвижения 5 установки вдоль обрабатываемой поверхности. Греющее 2 и режущее 4 сопла размещены в одной плоскости, проходящей через оси этих сопел, перпендикулярной обрабатываемой поверхности; генераторы греющей и режущей струй имеют средства для взаимного перемещения сопел друг относительно друга в этой плоскости и относительно обрабатываемой поверхности, например, с помощью электроприводов или гидроприводов 6 и 7. При этом режущее сопло 2 расположено за греющим соплом 4 относительно направления движения установки.
Греющее 2 и режущее 4 сопла имеют механизмы ориентации 8 и 9 их под необходимым острым углом к обрабатываемой поверхности, причем греющее сопло 2 имеет указанный механизм для ориентации струи как в направлении движения установки, так и в противоположном направлении. Такое расположение струй позволяет уменьшить их влияние друг на друга, если при большом отличии их параметров такое влияние нежелательно.
Генераторы греющей и режущей струй могут быть размещены на едином основании иметь единую систему передвижения 5 (см. фиг.1 и 2) вдоль обрабатываемой поверхности или могут размещаться на разных основаниях и иметь самостоятельные системы передвижения 5 вдоль обрабатываемой поверхности (фиг. 3).
Греющее сопло 2 может быть жестко связано с теплоизолирующим экраном 10, образующим с участком разупрочненной поверхности канал для прохода струи, и установленным над этим участком поверхности. Теплоизолирующий экран 10 может быть выполнен в виде короба или желоба. Вся эта система может быть механизм перемещения 6 вдоль и вглубь обрабатываемой поверхности. Для более равномерного и интенсивного прогрева разрушаемой поверхности в теплоизолирующий экран 10 могут быть дополнительно вмонтированы электронагревательные элементы 11.
В качестве горючего для камеры сгорания генератора греющей струи, в зависимости от условий эксплуатации, могут использоваться дизельное топливо, керосин, сжиженный газ или другие углеводороды. Окислителем является атмосферный воздух. Требуемый режим работы камеры сгорания определяется условиями обработки (резания) и устанавливается регулированием расходов и давлением подачи горючего и окислителя.
Работа устройства происходит следующим образом.
Греющую струю с выбранными параметрами соплом 2 направляют на начальный участок линии обработки (разрезания). После прогрева этого участка до необходимой температуры и выдержки при этой температуре с помощью разгонного режущего сопла 4 направляют на прогретый участок газоабразивную струю, и система передвижения 5 перемещают генераторы греющей и режущей струй или только генератор режущей струи вдоль обрабатываемой поверхности с заданной скоростью. Скорость перемещения генератора греющей струи выбирают таким образом, чтобы каждый участок на линии обработки выдерживался при требуемой температуре (выше Т*) необходимое время, генератор абразивной режущей струи может быть включен одновременно с началом движения всей установки. В дальнейшем движение обоих генераторов (греющей и режущей струй) осуществляют одновременно, так что после прогрева определенного участка греющую струю постоянно перемещают на следующий участок по линии реза, а разупрочненный на данном участке после тепловой обработки материал подвергают воздействию режущей струи, перемещающейся вслед за греющей струей. После одного прохода всего реза установку возвращают в исходное положение и процесс повторяют. При этом, поскольку обрабатываемый материал уже был нагрет во время первого прохода, время нагревания при втором и последующих проходах может быть существенно сокращено. К тому же прогрев улучшается по мере углубления реза.
При обработке твердого материала, остаточная прочность которого мала, необходимая скорость перемещения генератора абразивной струи может быть значительно больше скорости передвижения генератора греющей струи. Например, скорость перемещения генератора греющей струи для достижения требуемого разупрочнения может составлять 0,1 м/мин, а скорость перемещения генератора абразивной режущей струи, необходимая для удаления разупрочненного материала, может составлять 10 м/мин. В этом случае генераторы могут перемещаться независимо друг от друга сначала проводится вдоль всей линии реза обработка греющей струей, а затем в течение значительно меньшего времени обработка абразивной струей. За время работы абразивной струи генератор греющей струи возвращается к началу обработки и начинается второй проход. В рассматриваемой ситуации генератор абразивной струи включается периодически только на время разрушения разупрочненного материала.
Расстояние вдоль оси от среза сопла 4 режущей струи до обрабатываемой поверхности выбирают из условия достижения частицами абразива максимальной скорости в соответствии с параметрами разгонного режущего сопла 4.
Расстояние между центрами выходных сечений сопел 2 и 4 греющей и режущей струй определяется длиной эффективного прогрева линии обработки.
При размещении над обрабатываемой поверхностью теплоизолирующего экрана 10 греющую струю от сопла 2 направляют в полость над этим экраном 10. При этом снижаются тепловые потери излучением в окружающее пространство и сокращается подмешивание окружающего холодного воздуха. Это позволяет снизить энергетические затраты и повысить интенсивность прогрева разупрочняемой поверхности радиационным излучением от экрана. Электронагревательные элементы 11, установленные в теплоизолирующей экране 10, могут быть также использованы для дополнительного радиационного нагрева разрушаемой поверхности.
Параметры режущей и греющей струй, равно как их взаимное расположение и перемещение, а также расположение и перемещение вдоль и относительно обрабатываемой поверхности определяются характеристиками обрабатываемого материала и требованиями к режиму обработки (резания), например скорости обработки, стоимости обработки, ширине или глубине обработки и пр.
Примеры осуществления способа.
Пример 1. Осуществление способа обработки на примере газоабразивной резки железобетонного массива.
Разрезание подвергается вертикальная колонна, выполненная из железобетона (или из тяжелого бетона, например, марки М400) со связкой на портландцементе и наполнителем в виде гранита и(или) габбро размерами до 20 25 мм. Арматурой служат стальные прутья диаметром 16 20 мм, заложенные в бетонный монолит параллельно продольной оси колонны. Поперечное сечение колонны 1,0•1,0 м2. Рез проводится перпендикулярно продольной оси колонны, т.е. плоскость реза горизонтальная.
Описание генераторов греющей и режущей струй и их параметры.
Греющую газовую струю генерируют камерой сгорания, имеющей дозвуковое разгонное сопло и крепящейся первоначально вблизи ребра колонны, примыкающего к поверхности, с которой начинается разрезание колонны (фиг. 3). Выходное сечение сопла греющей струи отстоит на 70 100 мм от поверхности колонны, прогреваемой в начале операции резки, причем ось струи наклонена к этой поверхности под углом 15o.
При указанных ниже параметрах интенсивность теплообмена от греющей струи к нагреваемой (и затем разрушаемой абразивной струей) поверхности меняются не более чем вдвое по всей длине (1 м) прогреваемой полосы. Поэтому в данном варианте обработки не предполагается передвижение греющей струи по направлению реза, так как интенсивность нагрева от греющей струи является достаточной для необходимой скорости нагрева даже на дальнем от горелки конце прогреваемой полосы.
По мере разрезания колонны греющую струю перемещают в горизонтальной плоскости, так чтобы она сохраняла свое положение по отношению к перемещаемой внутрь массива поверхности реза, разрушаемой абразивной струей по мере перемещения реза вглубь объема колонны.
Газоабразивную режущую струю формируют в генераторе, воздух на который подают от передвижного компрессора марки СД-15/25 мощностью 160 кВт, смонтированного на платформе грузового автомобиля КРАЗ.
Для достижения оптимального уровня температуры режущей струи перед смесительной камерой в генераторе встроена камера сгорания (горелка), работающая на воздухе в качестве окислителя (приблизительно половина от общего расхода воздуха) и керосина в качестве топлива.
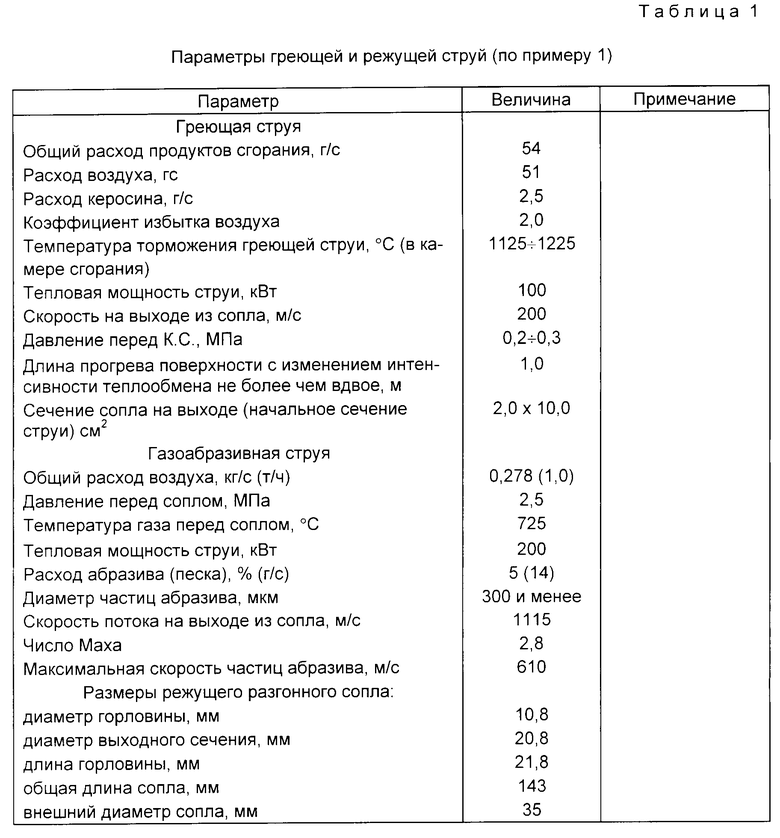
Основные параметры греющей и газоабразивной струй приведены в табл. 1.
Основные характеристики и порядок термического воздействия (прогрева) и разрушения (резки) бетона.
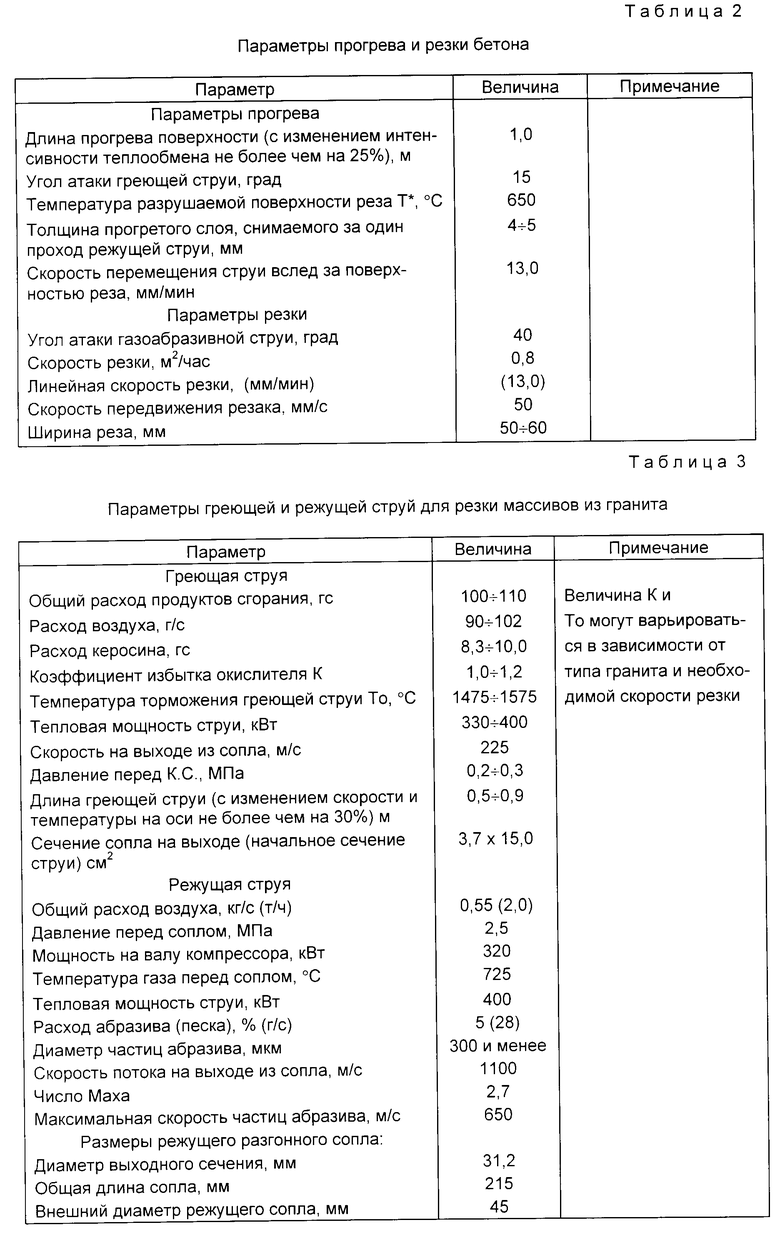
Параметры и расположения греющей и режущей струй, соотношение их характеристик и скоростей перемещения, а также интенсивности прогрева и резки бетона подбирают таким образом, чтобы обеспечить необходимые скорости прогрева и резки по всей длине реза (1 м). Параметры прогрева и резки бетона приведены в табл. 2.
В начале разогрева при указанных параметрах греющей струи время прогрева поверхности от нормальной температуры до температуры Т* потери прочности связки (Т*=600oC) значительно выше, чем для последующих разрушаемых слоев, и составляет от 30 до 60 мин (в зависимости от содержания в бетоне влаги и химически связанной воды). Для ускорения начального прогрева при этом применяется теплоизолирующей кожух, накладываемый на прогреваемую полосу поверхности. Кожух выполнен из пеноматериалов типа шамотных легковесов или на основе асбеста (толщина теплоизоляции 3-4 см; теплопроводность - 0,2-0,3 Вт/м. К) и закрывает греющую струю и прогреваемую полосу поверхности от окружающего пространства.
Пример 2. Пример относится к установке для обработки (резки) больших массивов твердого материала, первоначальная прочность которого высока и поэтому остаточная прочность, несмотря на ее значительное снижение по сравнению с первоначальной, достаточно велика и требуется воздействие разрушающей абразивной среды, соизмеримое по времени со временем термического воздействия (разогрева).
Конкретно данный пример относится к разрезанию массивов и добыче твердых природных пород типа гранитов, базальтов и других, используемых в строительстве, а также к разрезанию фундаментов, выполненных из наиболее прочных марок бетона и железобетона.
Приведенные далее конкретные характеристики устройства и параметры нагрева и разрушения относятся к резке массива мелкозернистого гранита для добычи его в карьерах блоками размером 2 х 2 х 2 м2.
Устройство и параметры установки.
Генераторы греющей и режущей струй с формирующими эти струи соплами расположены на общей платформе основании и имеют общую систему передвижения над поверхностью разрезаемого массива параллельно линии реза. При этом механизмы крепления обоих генераторов на платформе позволяет проводить изменение их положения, при котором возможно варьировать расстояние между ними по направлению движения установки, а также высоту их расположения над поверхностью массива, по которой передвигается вся установка.
Одновременно механизм крепления генераторов обоих струй позволяет изменять угла наклона этих струй по отношению к поверхности разрешаемого массива.
Генератор греющей струи расположен таким образом, чтобы струя была направлена вдоль линии реза под углом 20o к поверхности разрезаемого массива.
Расстояние выходного сечения греющего сопла (по его сои) до обрабатываемой поверхности принято равным 3 диаметрам выходного сечения греющего сопла. Характеристики генератора греющей струи выбраны исходя из необходимости получения температуры Т* материала, обеспечивающей его разупрочнение в зоне нагрева на глубину не менее 5oC10 мм. Температура Т* необходимого разупрочнения для природных твердых пород типа гранитов Т* 800 850oC.
Ось газоабразивного режущего сопла и режущей струи составляет с поверхностью материала угол 45o, при чем она может быть наклонена как в ту же сторону, что и греющая струя (фиг. 1), так и в противоположную наклону греющей струи. Расстояние вдоль оси от среза сопла режущей струи до обрабатываемой поверхности составляет для рассматриваемого случая 12 диаметров выходного сечения режущего сопла.
Расстояние между центрами выходных сечений сопел греющей и режущей струй составляет для греющей струи с параметрами, указанными в табл. 3, а именно 0,5 0,9 м для природных камней и в зависимости от характерного размера (фракций) наполнителя.
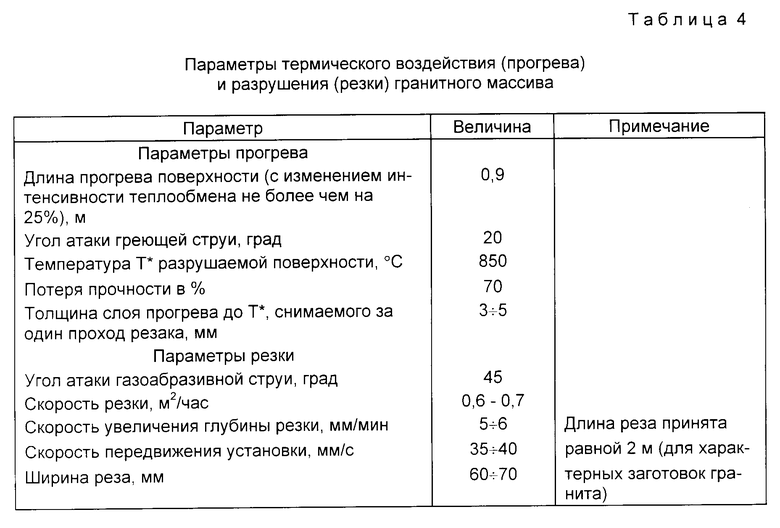
Приведенные в табл. 3 и 4 мощности и другие параметры греющей и режущей струй согласованы между собой таким образом, чтобы на подогрев определенного участка реза и его разрушение требовалось одно и то же время.
Эффективность способов обработки по примерам 1 и 2.
Как показывают опыты на модельной экспериментальной установке ГАР "Гамма" и их анализ с помощью разработанной теории газоабразивной резки, без предлагаемого предварительного прогрева разрушающей поверхности скорость обработки при указанных в табл. 1 и 3 примерах ГАР составляет 0,16 м2/ч, для бетона типа М-400 и 0,08 0,1 м2/ч для мелкозернистого гранита, т.е. в 4,5 6 раз меньше (табл. 2 и 4), чем в приведенных примерах осуществления способа обработки. Дополнительные энергетические мощности составляют лишь 2,5 28% от общих энергетических затрат на создание режущей струи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫХ СЛОЕВ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111355C1 |
| СПОСОБ РЕЗКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК | 1993 |
|
RU2050251C1 |
| СПОСОБ КОМБИНИРОВАННОГО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2516422C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580267C1 |
| Способ промывки сыпучих материалов | 1983 |
|
SU1077629A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА, АРМИРОВАННОГО НИТЕВИДНЫМИ СТРУКТУРАМИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2049151C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ ЛИСТОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2010 |
|
RU2475350C2 |
| СПОСОБ ФОРМИРОВАНИЯ АЛМАЗНО-АБРАЗИВНОГО КРУГА КОМБИНИРОВАННОЙ ЗЕРНИСТОСТИ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2371304C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ПРОЦЕСС АТМОСФЕРНОЙ ЦИРКУЛЯЦИИ И СИСТЕМА ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОЦЕСС АТМОСФЕРНОЙ ЦИРКУЛЯЦИИ | 1993 |
|
RU2105463C1 |
| СПОСОБ ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2521260C1 |
Использование: резка высокоэнергетической газоабразивной струей твердых материалов. Сущность изобретения: обработку поверхности твердых материалов ведут в две стадии: сначала нагревают поверхность материала до снижения его механической прочности газовой высокотемпературной греющей струей, а потом проводят разрушение разупрочненной поверхности высокоэнергетической газоабразивной режущей струей. При этом греющую струю направляют на обрабатываемый участок под углом 15 - 35o, а режущую - на разупрочненный участок и перемещают вдоль него под углом 25 - 50o. Греющая и режущая струи находятся в одной плоскости, перпендикулярной обрабатываемой поверхности. Установка для обработки поверхности твердых материалов включает генератор высокотемпературной греющей струи, содержащей греющее сопло, генератор высокоэнергетической режущей струи, содержащей формирующее эту струю режущее сопло, расположенное за греющим соплом относительно направления движения установки в процессе обработки. Сопла размещены в одной плоскости, проходящей через их оси перпендикулярно обрабатываемой поверхности с возможностью взаимного перемещения друг относительно друга в этой плоскости и относительно обрабатываемой поверхности. 2 с. и 6 з. п. ф-лы, 5 ил., 4 табл.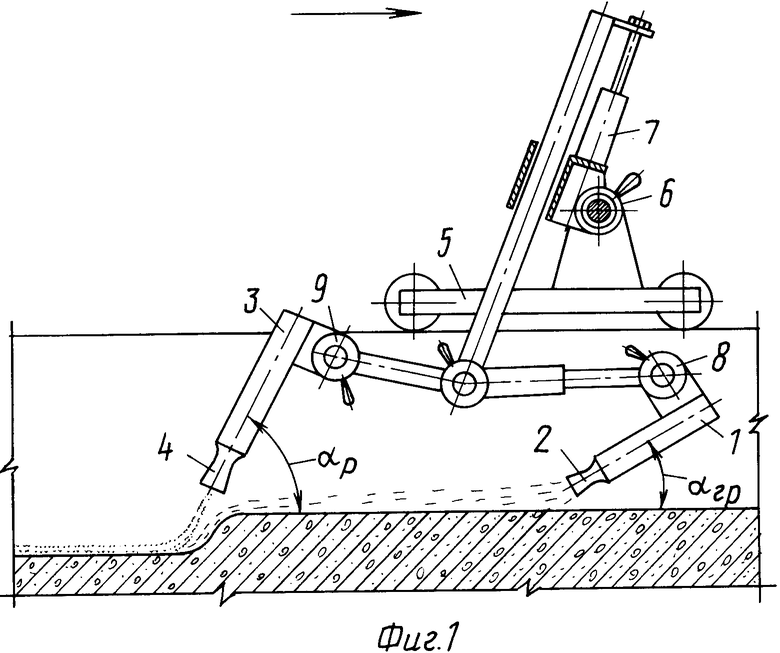
| US, патент, 4384434, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| SU, авторское свидетельство, 783471, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
