Изобретение относится к электротермии и может быть использовано при индукционном нагреве неподвижных и движущихся преимущественно узких металлических лент и провода, в частности, с покрытием.
Известен способ индукционного нагрева плоских металлических изделий [1], в котором использованы два индуктора - верхний и нижний, встроенные в технологическую линию, между которыми горизонтально расположено нагреваемое изделие. Данный способ позволяет производить равномерный нагрев движущейся ленты за счет перемещения верхнего индуктора в вертикальной плоскости относительно поверхности ленты и за счет регулирования мощности в контуре верхнего индуктора. Недостатком данного способа является ограниченность его применения прежде всего для тонких металлических полос, которые не могут быть нагреты указанным способом, так как они прозрачны для электромагнитной волны. Следует добавить, что данный способ приводит к перегреву кромок металлической ленты из-за проявления краевого эффекта, а нагрев заготовок из меди и других цветных металлов данным способом происходит с весьма низким электрическим коэффициентом полезного действия (не более 30-40%). Это объясняется тем, что активное сечение индуктора, по которому протекает индуктирующий ток, близко к активному сечению заготовки. При этом электрические свойства индуктора и детали близки, а индуцированный в детали ток меньше, чем ток индуктора. В результате мощность потерь в индукторе оказывается больше полезной мощности в заготовке. Кроме того, трудоемкость применения данного способа весьма высокая. При большой скорости протяжки ленты и необходимости ее нагрева до высокой температуры требуется достаточно протяженный индуктор, что создает определенные трудности его изготовления и эксплуатации, а также высокие материальные затраты на изготовление подобных индукционных нагревателей.
Известен способ индукционного нагрева с непрерывной подачей деталей в проходном индукторе с двухсторонним расположением индуктирующих токопроводов [2]. Для подачи деталей или узлов в индуктор требуется транспортное средство (имеющее равномерное круговое или прямолинейное движение), ширина которого не превышает расстояния между двумя токопроводами. Способ позволяет осуществить конвейеризацию процесса нагрева с высокой эффективностью. Недостатком указанного способа при нагреве ленты из меди и других цветных металлов также является низкий электрический коэффициент полезного действия процесса.
Прототипом настоящего изобретения следует считать способ индукционного нагрева металлической ленты в устройстве [3]. Способ осуществляется с помощью двух главных линейных нагревателей, расположенных поперек ленты со смещением друг относительно друга, и двух вспомогательных линейных нагревателей, расположенных вдоль ленты, закрепленных попарно над и под лентой. Благодаря использованию вспомогательных линейных нагревателей данное изобретение позволяет вызвать индукционные токи, протекающие навстречу индукционным токам, вызванным воздействием главного нагревателя, что препятствует перегреву кромок ленты. Недостатком данного устройства является его сложность и повышенные материальные затраты в связи с большим количеством индукторов, которые должны быть выполнены и установлены попарно с высокой точностью. К недостаткам следует отнести невысокую эффективность подобного способа нагрева, в котором часть электромагнитной энергии главных нагревателей подавляется работой вспомогательных нагревателей. Другим недостатком, как и в вышеуказанных способах, является низкий коэффициент полезного действия при нагреве деталей из меди и других цветных металлов за счет того, что активные сечения и электрические свойства индукторов и деталей близки.
В связи с указанными техническими и технологическими недостатками использования способа нагрева металлической ленты по прототипу существует задача создания более простого способа нагрева тонких изделий, в частности ленты, при повышении эффективности и равномерности нагрева и уменьшении материальных и энергетических затрат.
Поставленная задача решается авторами следующим образом.
В известном способе индукционного нагрева протяженных ленточных заготовок электромагнитную энергию подводят со стороны кромок неподвижной или движущейся ленточной заготовки с помощью индуктора, имеющего прямой и обратный провод, который выполняют из круглых трубок, расположенных по обе стороны кромок ленты, с возможным перемещением относительно ленты, а заданный режим нагрева ленточной заготовки обеспечивают путем выбора длины индуктора, радиуса трубок, частоты и мощности источника питания, относительной скорости движения индуктора и заготовки, а также путем выбора взаимного расположения индуктора и кромок заготовки.
Технический результат от применения предлагаемого способа состоит в том, что подвод энергии со стороны кромок ленточной заготовки обеспечивает высокий коэффициент полезного действия нагрева за счет малого активного сечения детали, то есть сечения, по которому проходит индуцированный в детали ток, и относительно большого активного сечения индуктора, то есть сечения, по которому проходит индуктирующий ток. В результате, даже при равных электрических свойствах детали и индуктора, например, когда и деталь, и индуктор выполнены из меди, мощность, выделяющаяся в детали, будет существенно больше мощности потерь в индукторе. Выбор соотношения между глубиной нагрева кромки, которая определяется частотой тока, и временем нагрева, которое зависит от длины индуктора и относительной скорости движения заготовки и индуктора, позволяет найти условия, при которых аккумулированное в малом объеме кромки тепло обеспечивает равномерный нагрев заготовки до заданной температуры. При этом температура нагрева кромки ограничивается максимальной температурой, при которой начинаются структурные или фазовые превращения металла, а также другими недопустимыми явлениями, как, например, нарушение целостности покрытия ленты при нагреве с целью полимеризации.
Основным техническим преимуществом настоящего изобретения по сравнению с прототипом является простота его осуществления и низкая стоимость. Это достигается путем использования в качестве индуктора двух трубок круглого сечения, которые благодаря своей жесткости легко закрепляются в заданном положении относительно кромок заготовки. При этом возможно как движение полеты относительно индуктора, так и движение индуктора относительно полосы, что расширяет применение указанного способа.
Другим техническим преимуществом настоящего изобретения по сравнению с прототипом является снижение энергоемкости процесса нагрева. Это обусловлено применением индуктора в виде круглой трубки, который выгодно отличается от линейного индуктора любой конструкции, так как применение плоских шин приводит к концентрации тока и дополнительным потерям на углах шин. Применение круглых трубок и изменение зазора между индуктором и заготовкой позволяют обеспечить требуемое "растекание" тока по поверхности индуктирующего провода. При этом весь созданный этим проводом электромагнитный поток проходит в зазоре индуктор-заготовка, обеспечивая высокий коэффициент полезного действия нагрева.
Техническим преимуществом предлагаемого изобретения является также возможность регулирования режима нагрева путем изменения положения трубок индуктора относительно кромок заготовки. Трубки легко устанавливаются как параллельно кромкам, так и под заданным углом к кромкам или со смещением одной или обеих трубок в любой плоскости. Для протяженных трубок индуктора легко обеспечивается жесткая фиксация трубок большой длины.
Сущность изобретения поясняется чертежом, на котором схематично представлено использование предлагаемого способа индукционного нагрева плоских металлических изделий, в частности ленты. На чертеже показано: 1 - индуктор, 2 - плоское металлическое изделие (лента).
Сущность предлагаемого способа состоит в следующем. Индуктор 1 выполнен из двух круглых полых трубок, расположенных по обе стороны подлежащего термообработке плоского металлического изделия (ленты) 2. На чертеже показано расположение трубок индуктора параллельно кромкам ленты. Индуктор подключен к генератору высокой или повышенной частоты (на чертеже не показан). Ток протекает по трубкам, представляющим собой прямую и обратную ветви индуктора, и индуцирует в плоском металлическом изделии (ленте) встречную электродвижущую силу, обеспечивая протекание тока по его кромкам. Частота тока источника питания определяет глубину нагрева (активную глубину нагрева Δ), а мощность источника питания, длина индуктора и скорость взаимного перемещения индуктора и ленты (при обработке протяженных изделий) определяют время нагрева. Вышеуказанные параметры выбираются исходя из ширины ленты таким образом, чтобы скорость диффузии тепла обеспечивала равномерность нагрева ленты по всей ее ширине. На чертеже выделена область ab, представляющая собой активное сечение индуктирующего провода, по которому протекает ток, и область dΔ - площадь активного сечения ленты. Очевидно, что площадь ab в любом случае больше площади dΔ. Это позволяет обеспечить высокий коэффициент полезного действия процесса даже в случае, когда материал ленты имеет высокую электропроводность, близкую к электропроводности индуктора, например, при нагреве медной ленты. Выбор радиуса трубки индуктора позволяет изменять активное сечение индуктора аb и обеспечивать оптимальный коэффициент полезного действия процесса нагрева. Регулировать нагрев возможно изменением зазора между индуктором и лентой, а также выбором расположения индуктора относительно кромок ленточной заготовки. Это позволяет получить эффективный нагрев в широком диапазоне толщин и материалов заготовки, а также осуществить разнообразные электротермические технологии, такие как нагрев для последующей обработки, снятие старой краски, нанесение или снятие изоляции, нанесение покрытий и так далее.
ПРИМЕР РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Фирмой "ФРЕАЛ и Кo" был проведен нагрев медной ленты шириной 5,5 мм и толщиной 2,5 мм для полимеризации изолирующего покрытия. Были заданы следующие условия нагрева:
- температура деструкции изоляционного материала 450oС;
- температура нагрева ленты 350oС;
- глубина проникновения тока в материал заготовки Δ=0,683 мм.
Источником питания был выбран тиристорный преобразователь. Потребляемая мощность преобразователя 12,5 кВт, частота тока 10 кГц. Трубки индуктора были закреплены неподвижно и располагались по обе стороны ленты параллельно ее кромкам. Обе трубки имели круглое сечение и цилиндрическую форму, они имели одинаковую длину - 800 мм и одинаковый диаметр - 16 мм. Лента двигалась относительно индуктора со скоростью около 130 мм/с. Указанный режим позволил обеспечить равномерный по ширине ленты нагрев и условия полимеризации нанесенной изоляции.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент России 2039420 Н 05 В 6/06. Бюл.19.
2. Вл.В.Вологдин. Пайка при индукционном нагреве. 1957, с.55.
3. Патент Японии 61-231440 Н05. Вып.112, ИСМ, 4, 1996г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2215628C2 |
| ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2164717C2 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ШПИЛЕК | 2020 |
|
RU2762210C1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| СПОСОБ ЗАЩИТЫ ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ В ИНДУКЦИОННЫХ УСТАНОВКАХ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2220516C2 |
Изобретение относится к электротермии. Сущность изобретения заключается в том, что для индукционного нагрева неподвижной или движущейся ленты используется индуктор в виде прямого и обратного провода, выполненный из круглых трубок, расположенных со стороны кромок ленты. Возможно перемещение индуктора относительно ленты. Способ позволяет осуществить равномерный нагрев ленты для различных технологических процессов путем выбора длины индуктора, радиуса трубок, частоты и мощности источника питания, относительной скорости движения индуктора и заготовки, а также путем выбора расположения индуктора относительно кромок ленты. 1 ил.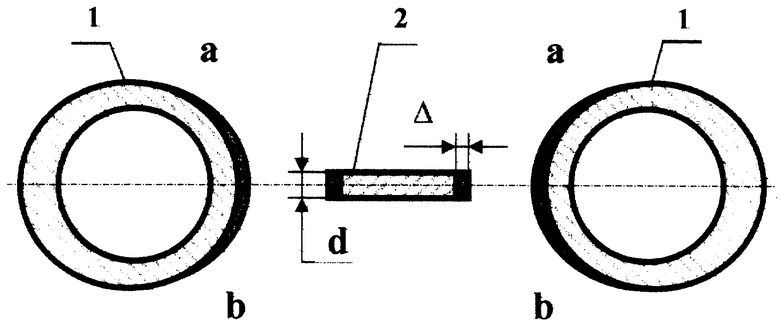
Способ индукционного нагрева плоских металлических изделий, в частности ленты, отличающийся тем, что электромагнитную энергию подводят со стороны кромок неподвижной или движущейся ленточной заготовки с помощью индуктора, имеющего прямой и обратный провод, который выполняют из круглых трубок, расположенных по обе стороны от кромок ленты, с возможным перемещением относительно ленты, а заданный режим нагрева ленточной заготовки обеспечивают путем выбора длины индуктора, радиуса трубок, частоты и мощности источника питания, относительной скорости движения индуктора и заготовки, а также путем выбора расположения индуктора относительно кромок заготовки.
| БОГДАНОВ В.Н | |||
| и др | |||
| Применение сквозного индукционного нагрева в промышленности | |||
| - М.-Л.: Машиностроение, 1965, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| ЛЕНТА ДЛЯ СОЗДАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ (ВАРИАНТЫ), СПОСОБ ЕЕ НАНЕСЕНИЯ И СПОСОБ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2132993C1 |
| DE 3635961 OS, 30.04.1987 | |||
| ЭЛЕКТРИЧЕСКИЙ СПОСОБ ВЕНТИЛЯЦИИ КАРЬЕРОВ И ВОЗДУШНОЙ МАССЫ В ПРИЛЕГАЮЩИХ К НИМ РАЙОНАХ | 1996 |
|
RU2121260C1 |

