Изобретение относится к механосборочному производству, в частности к станкам для сборки тепловыделяющих элементов в тепловыделяющие сборки, преимущественно для энергетических атомных реакторов ВВЭР.
Известна автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки, включающая станок для сборки тепловыделяющих элементов в тепловыделяющие сборки с транспортным средством перемещения тепловыделяющих сборок, содержащий смонтированные на станине накопитель тепловыделяющих элементов в виде наклонных реек с отсекателями поштучной подачи тепловыделяющих элементов, механизм осевого перемещения в виде рольганга с прижимными роликами, механизм запрессовки тепловыделяющих элементов в дистанционирующие решетки в виде подпружиненного толкателя и цепной передачи с регулируемым усилием запрессовки тепловыделяющих элементов, механизм горизонтального и вертикального перемещения обоймы с каркасом под дистанционирующие решетки, механизм оснащения тепловыделяющих элементов съемными наконечниками конической формы и систему управления (см. а.с. СССР N 1186452, МКИ В 23 P 15/26, 1983 г.).
Механизм запрессовки тепловыделяющих элементов в дистанционирующие решетки известного станка обладает высокой инерционностью, что в случаях перекоса дистанционирующей решетки относительно оси запрессовки тепловыделяющего элемента приводит к деформации и разрушению как самого элемента, так и дистанционирующей решетки, так как тепловыделяющий элемент, упираясь в дистанционирующую решетку, сминает ее, а сам под воздействием толкателя деформируется и разрушается.
Разборка каркаса и замена дистанционирующей решетки снизит производительность, а инерционность механизма запрессовки приведет к снижению качества и выхода годных. Несовпадение оси запрессовки и ячеек дистанционирующей решетки становится возможным в случаях:
- невыхода нужной ячейки дистанционирующей решетки на координату;
- недопустимой кривизны тепловыделяющего элемента;
- некачественно надетого на тепловыделяющий элемент наконечника.
Каждое из этих обстоятельств с высокой степенью вероятности приводит к тому, что тепловыделяющий элемент, не попав в ячейку первой дистанционирующей решетки, необратимо деформируется и деформирует дистанционирующую решетку. В известном станке не предусмотрен контроль наличия наконечника на тепловыделяющем элементе, что не исключает запрессовки его в дистанционирующие решетки без наконечника, повреждения его поверхности о стенки ячеек дистанционирующих решеток и снижение вследствие этого выхода годных тепловыделяющих сборок.
Станок не решает задачи автоматического нанесения смазки на тепловыделяющие элементы перед или во время их запрессовки в дистанционирующие решетки, что снижает качество тепловыделяющих сборок, выход годных и производительность.
Кроме того, в известных станках для управления и вывода дистанционирующих решеток на координаты запрессовки тепловыделяющих элементов применяется электрическая схема, построенная по принципу ЧПУ с использованием микроЭВМ "Электроника-60". Схема сложна, требует для обслуживания высококвалифицированных специалистов, ненадежна, так как (из опыта работы) не исключает остановки и сбоев, что ведет как к простою станка сборки, то есть потере производительности, так и к потере качества сборки и снижению выхода годных тепловыделяющих сборок.
Наиболее близким по технической сущности и достигаемому результату является линия, включающая станок для сборки тепловыделяющих элементов в тепловыделяющие сборки, содержащий смонтированные на станине накопитель тепловыделяющих элементов в виде наклонных реек с отсекателями поштучной подачи тепловыделяющих элементов, механизм осевого перемещения в виде рольганга с прижимными роликами, механизм запрессовки тепловыделяющих элементов в дистанционирующие решетки в виде подпружиненного толкателя и цепной передачи, с регулируемым усилием запрессовки тепловыделяющих элементов, механизм горизонтального и вертикального перемещения обоймы с каркасом под дистанционирующие решетки, механизм оснащения тепловыделяющих элементов съемными наконечниками конической формы в виде размещенного над механизмом запрессовки лотка со сквозным проходным отверстием и бункера в виде установленного с возможностью вращения диска с вырезами для наконечников, механизм запрессовки снабжен соосно ему установленной фильерой из мягкого материала в кожухе и связанной с ней емкостью для подачи смазки, двумя датчиками контроля длины тепловыделяющих элементов вместе с наконечником, один из которых, фиксирующий конец тепловыделяющего элемента, выполнен по типу датчика ПИЩ и электрически связанным с ними контроллером типа "МИКРОДАТ", электрически связанным с системой управления (см. патент N 2065350 "Станок для сборки тепловыделяющих элементов в тепловыделяющие сборки", МКИ В 23 К 37/04, В 23 P 15/26) - прототип.
Станок устраняет недостатки известного станка по а.с. N 1186452, но вместе с тем на станке - прототипе автоматической линии возможна сборка тепловыделяющих элементов в тепловыделяющие сборки только одного вида - для атомного реактора ВВЭР-1000 с предварительной сборкой каркаса из трубы центральной, труб канальных и дистанционирующих решеток на специальном станке, транспортировкой каркаса, установкой каркаса на станок сборки и закрепления дистанционирующих решеток в обоймах станка сборки тепловыделяющих сборок.
На станке - прототипе сборка тепловыделяющих элементов в тепловыделяющие сборки для атомного реактора ВВЭР-440 невозможна из-за того, что тепловыделяющие элементы для атомного реактора ВВЭР-440 имеют меньшую длину, чем тепловыделяющие элементы для атомного реактора ВВЭР-1000, а тепловыделяющие сборки - меньшее сечение. Кроме того, в тепловыделяющих сборках реактора ВВЭР-440 не предусмотрен каркас из трубы центральной, канальных труб и дистанционирующих решеток: в тепловыделяющих сборках реактора ВВЭР-440 предусмотрена сборка тепловыделяющих элементов непосредственно в дистанционирующие решетки без каркаса. Поскольку тепловыделяющие элементы имеют нулевую осевую жесткость, то тепловыделяющая сборка реактора ВВЭР-440 горизонтально транспортироваться не может из-за прогиба тепловыделяющих элементов и их деформации.
Транспортировка тепловыделяющих сборок ВВЭР-440 на транспортном средстве, предназначенном для транспортировки тепловыделяющих сборок ВВЭР-1000, без повреждения невозможна.
Применение известной линии и линии - прототипа не позволяют осуществить:
- сборку каркаса из центральной трубы, канальных труб и дистанционирующих решеток для тепловыделяющих сборок ВВЭР-1000;
- сборку тепловыделяющих сборок ВВЭР-440;
- очехловку в металлический экран тепловыделяющих сборок ВВЭР-1000 модели 493;
- очехловку в металлический экран тепловыделяющих сборок ВВЭР- 440;
- крепеж головок и хвостовиков к тепловыделяющей сборке;
- удаление лакового покрытия с тепловыделяющих элементов, которое наносилось предварительно на каждый тепловыделяющий элемент для предохранения от повреждений его поверхности при запрессовке тепловыделяющих элементов в дистанционирующие решетки;
- сушку тепловыделяющих сборок после отмывки;
- установку тепловыделяющих сборок в транспортный контейнер.
Кроме того, в станках сборки тепловыделяющих элементов в тепловыделяющие сборки не предусмотрена одновременная сборка тепловыделяющих элементов в тепловыделяющие сборки различной степени обогащения по урану-235 для выравнивания выгорания урана-235 по сечению сборки в канале атомного реактора.
Технической задачей изобретения является расширение технологических возможностей, повышение качества и производительности сборки тепловыделяющих элементов в тепловыделяющие сборки.
Решением этой задачи является то, что автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки с транспортным средством перемещения тепловыделяющих сборок, содержащая станок сборки тепловыделяющих элементов в тепловыделяющие сборки, у которого смонтирован на станине основной накопитель тепловыделяющих элементов в виде наклонных реек с основными отсекателями поштучной подачи тепловыделяющих элементов, механизм осевого перемещения в виде рольганга с прижимными роликами, механизм запрессовки тепловыделяющих элементов в дистанционирующие решетки в виде подпружиненного толкателя и цепной передачи с регулируемым усилием запрессовки тепловыделяющих элементов, механизм горизонтального и вертикального перемещения обоймы с каркасом под дистанционирующие решетки, механизм оснащения тепловыделяющих элементов съемными наконечниками конической формы, фильера, установленная соосно подпружиненному толкателю и снабженная емкостью для додачи смазки, датчики контроля длины тепловыделяющего элемента вместе с наконечником, электрически связанные с системой управления, согласно изобретению, автоматическая линия снабжена вторым станком для сборки тепловыделяющих элементов в тепловыделяющие ободки для использования его при сборке из центральной трубы, канальных труб и дистанционирующих решеток каркаса тепловыделяющих сборок для атомного реактора ВВЭР-1000, содержащим основной накопитель тепловыделяющих элементов и съемный цилиндрический имитатор тепловыделяющих сборок ВВЭР-1000 и третьим станком, содержащим основной накопитель тепловыделяющих элементов и съемный каркас-спутник для сборки тепловыделяющих сборок ВВЭР-440, повторяющий снаружи форму обоймы под дистанционирующие решетки тепловыделяющей сборки ВВЭР-1000, а внутри - форму дистанционирующих решеток тепловыделяющей сборки ВВЭР-440, стендом-кантователем для установки головки и хвостовика на тепловыделяющую сборку с возможностью поворота вокруг оси и из горизонтального положения в вертикальное, и наоборот, установкой отмывки от лакового покрытия, установкой сушки отмытых от лакового покрытия тепловыделяющих сборок, стендом установки металлического экрана на тепловыделяющие сборки ВВЭР-1000 модели 493, стендом установки металлического экрана на тепловыделяющие сборки ВВЭР-440 и установкой упаковки тепловыделяющих сборок в транспортный контейнер, причем станки сборки тепловыделяющих элементов в тепловыделяющие сборки снабжены дополнительными накопителями тепловыделяющих элементов разного обогащения по урану 235 в виде расположенных над основными накопителями дополнительных наклонных реек с дополнительными отсекателями поштучной подачи тепловыделяющих элементов на основной накопитель, размещены вместе со стендом-кантователем тепловыделяющих сборок на осевой линии движения транспортного средства, горизонтального перемещения тепловыделяющих сборок с захватом по периметру дистанционирующих решеток тепловыделяющих сборок и периметру каркаса-спутника, а стенд-кантователь тепловыделяющих сборок, установка отмывки, установка сушки, стенды установки металлических экранов и установка упаковки тепловыделяющих сборок размещены на осевой линии вертикального перемещения тепловыделяющих сборок с захватом в виде обечайки с внутренними продольными пазами, взаимодействующими с выступами на головке тепловыделяющей сборки.
Другими отличиями является:
- выполнение съемного каркаса-спутника в виде ложементов под каждую дистанционирующую решетку тепловыделяющей сборки ВВЭР-440, соединенных по периметру по длине штырями;
- выполнение стенда-кантователя в виде замкового устройства для тепловыделяющих сборок с возможностью его поворота вокруг оси на роликах, закрепленных к стойкам поворотной платформы посредством силового цилиндра;
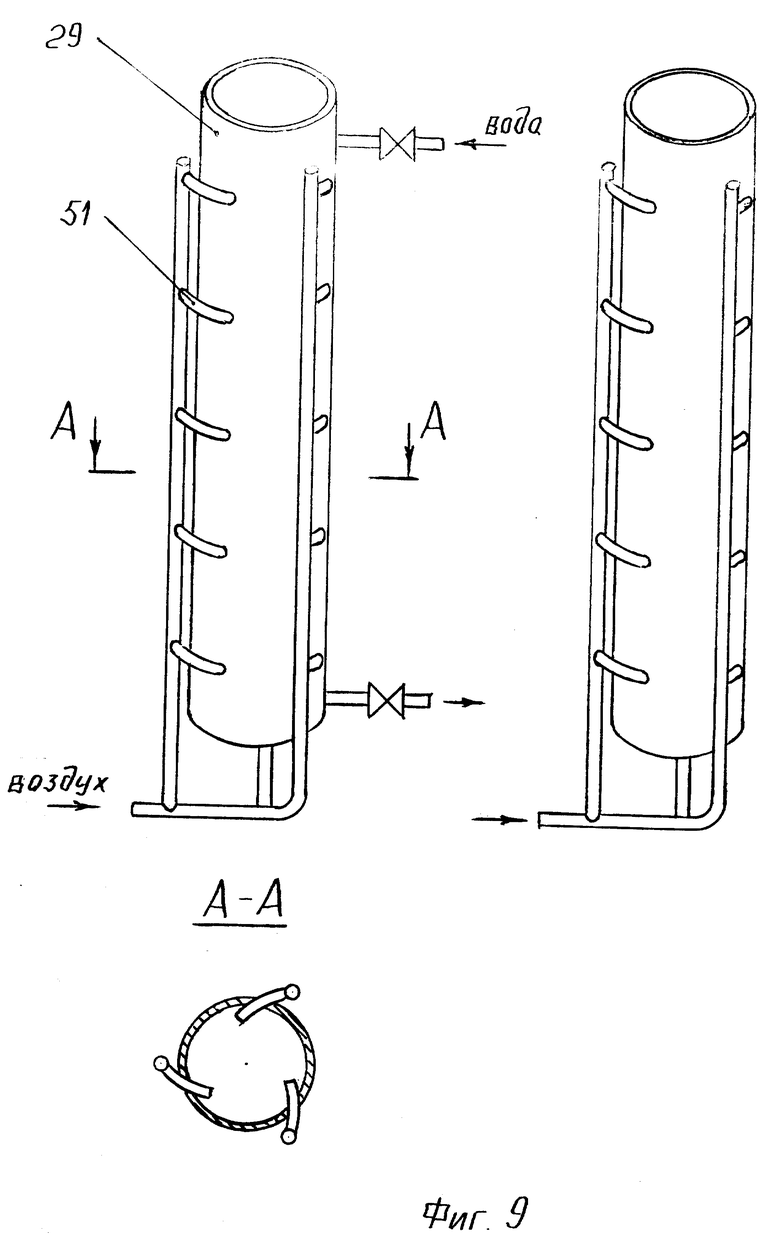
- выполнение установки отмывки тепловыделяющих сборок в виде вертикальной реторты с соплами подачи горячей воды, размещенными по своей высоте и по касательной к тепловыделяющей сборке, размещенной в ней;
- выполнение установки сушки тепловыделяющих сборок в виде вертикальной реторты с соплами подачи горячего воздуха, размещенными по высоте и по касательной к тепловыделяющей сборке, размещенной в ней;
- выполнение двух стендов установки металлических экранов на тепловыделяющей сборке в виде двух вертикальных реторт с размещенными в них направляющими кольцами для экранов для тепловыделяющих сборок ВВЭР-1000 модели 493 и тепловыделяющих сборок ВВЭР-440;
- выполнение установки упаковки тепловыделяющей сборки в транспортный контейнер в виде плавно сопряженных горизонтальных и вертикальных направляющих с перемещаемой по ним кареткой с закрепленным на ней транспортным контейнером.
Снабжение автоматической линии тремя станками сборки тепловыделяющих элементов в тепловыделяющие сборки с применением съемного имитатора тепловыделяющих сборок и съемного каркаса-спутника для тепловыделяющих сборок ВВЭР-440 позволит использовать любой из трех станков для сборки каркаса для тепловыделяющих сборок ВВЭР-1000, выставить точно с помощью имитатора обоймы под дистанционирующие решетки каркаса для тепловыделяющих сборок ВВЭР-1000, осуществить сборку тепловыделяющих элементов в тепловыделяющие сборки ВВЭР-1000, выставить дистанционирующие решетки в каркас-спутник и осуществить сборку тепловыделяющих элементов в тепловыделяющие сборки ВВЭР-440.
Таким образом расширяются технологические возможности автоматической линии и повышается производительность за счет исключения межоперационных транспортировок.
Размещение в линии стенда-кантователя позволит использовать его как для установки головок и хвостовиков на тепловыделяющих сборках ВВЭР- 1000, так и на сборках ВВЭР-440, что расширяет технологические возможности и повышает производительность за счет исключения межоперационных транспортировок.
Размещение в линии установок отмывки тепловыделяющих элементов от лакового покрытия, установок сушки отмытых от лакового покрытия тепловыделяющих сборок, стендов установки на них металлических экранов и установки упаковки расширяет технологические возможности автоматической линии и повышает производительность за счет исключения межоперационных транспортировок.
Использование имитатора тепловыделяющих сборок перед сборкой каркаса тепловыделяющей сборки ВВЭР-1000 позволит точно разместить дистанционирующие решетки, исключить их перекос и, следовательно, при сборке тепловыделяющих элементов в тепловыделяющие сборки ВВЭР-1000 исключить брак тепловыделяющих элементов и тепловыделяющих сборок, что повысит качество сборки.
Использование каркаса-спутника при сборке тепловыделяющих элементов в тепловыделяющие сборки ВВЭР-440 и транспортирование в каркасе-спутнике позволит повысить качество за счет исключения деформации тепловыделяющих элементов и сборок при горизонтальной транспортировке.
Выполнение дополнительных накопителей на каждом из станков позволит при сборке осуществить размещение тепловыделяющих элементов разного обогащения по урану-235 по периметру тепловыделяющих сборок, что обеспечит снижение неравномерности энерговыделения по сечению сборки и в целом по активной зоне энергетического реактора. Таким путем повышается средний уровень мощности реактора, увеличивается глубина и равномерность выгорания топлива, удлиняется кампания реактора и в целом повышается качество тепловыделяющих сборок.
Размещение на осевой линии станков и стенда- кантователя с захватом, повторяющим форму тепловыделяющей сборки ВВЭР- 1000, и каркаса-спутника позволяет транспортировать горизонтально сборки без их повреждения.
Вертикальная транспортировка тепловыделяющих сборок от стенда-кантователя до установки упаковки с помощью обечайки-захвата позволит предотвратить повреждение тепловыделяющих сборок, что повышает их качество.
Наличие дополнительных накопителей тепловыделяющих элементов другого обогащения у каждого из станков автоматической линии сборки тепловыделяющих элементов в тепловыделяющие сборки позволяет использовать ее для сборки тепловыделяющих сборок из уранплутониевых тепловыделяющих элементов, профилированных по урану-235, или МОХ - ТВЭЛами.
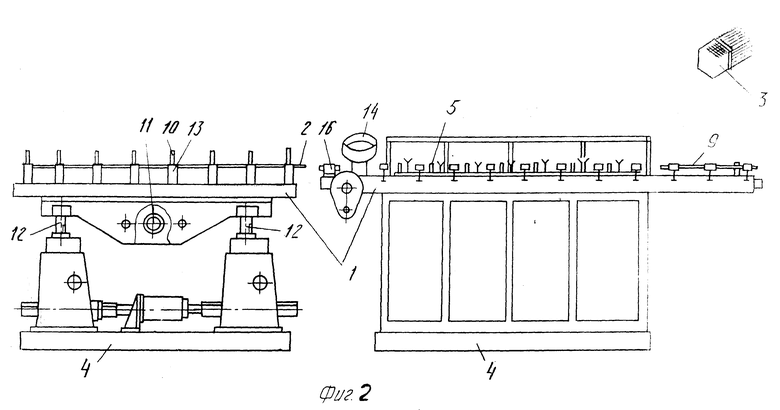
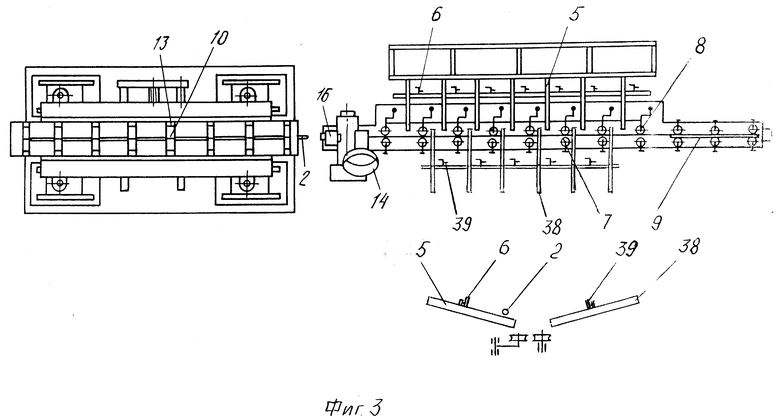
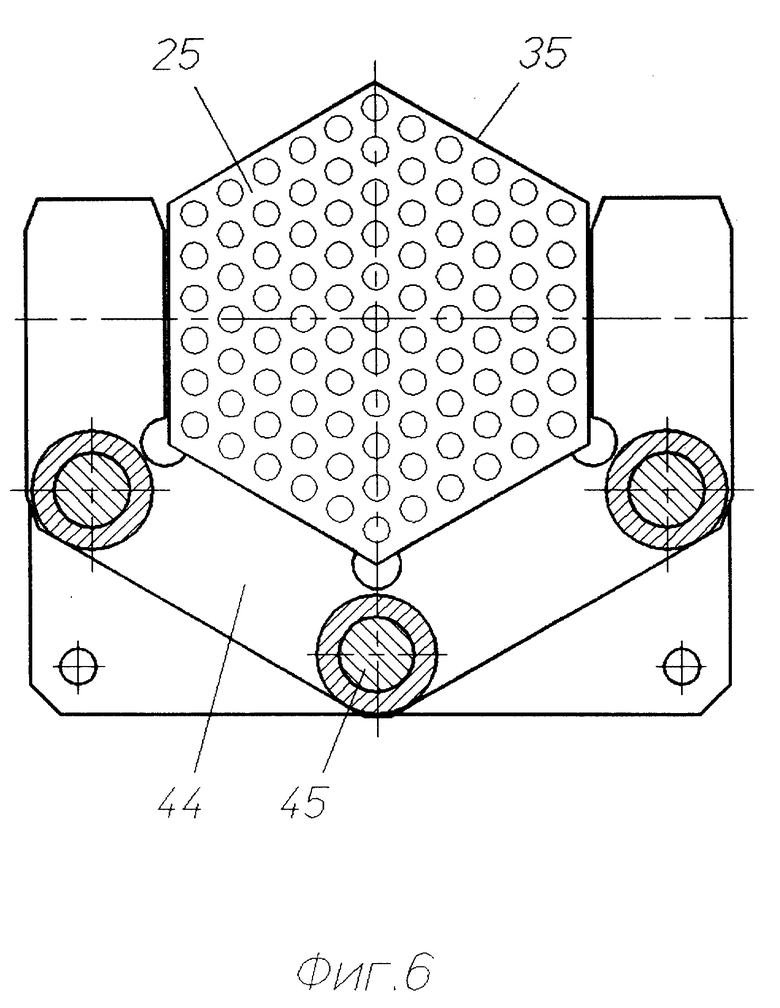
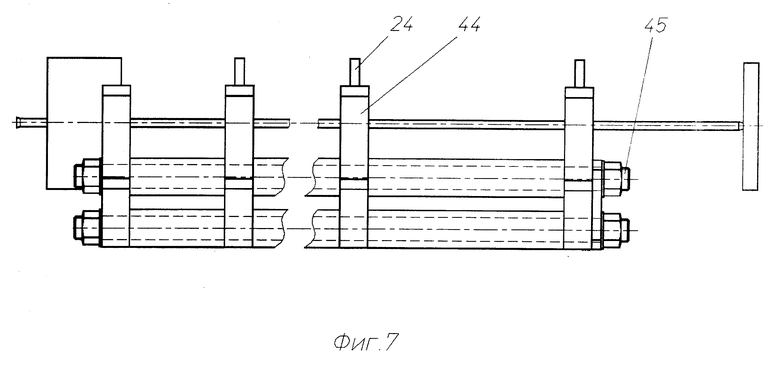
На чертежах представлена автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки, где фиг. 1 - общий вид линии, вид сверху; фиг. 2 - станок для сборки тепловыделяющих элементов в тепловыделяющую сборку, вид сбоку; фиг. 3 - станок для сборки тепловыделяющих элементов в тепловыделяющую сборку, вид сверху; фиг. 4 - схема запрессовки тепловыделяющих элементов; фиг. 5 - каркас тепловыделяющей сборки ВВЭР-1000 и имитатор; фиг. 6 - каркас-спутник, вид с торца; фиг. 7 - каркас-спутник, вид сбоку; фиг. 8 - стенд-кантователь; фиг. 9 - установки отмывки и сушки; фиг. 10 - стенды установки металлических экранов; фиг. 11 - металлические экраны и тепловыделяющие сборки ВВЭР-440; фиг. 12 - установка упаковки тепловыделяющих сборок; фиг. 13 - захват вертикальной транспортировки.
Автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки с транспортным средством перемещения тепловыделяющих сборок, содержащая станок 1 сборки тепловыделяющих элементов 2 в тепловыделяющие сборки 3, у которого смонтированы на станине 4 основной накопитель 5 тепловыделяющих элементов 2 в виде наклонных реек с основными отсекателями 6 поштучной подачи тепловыделяющих элементов, механизм 7 осевого перемещения в виде рольганга с прижимными роликами 8, механизм 9 запрессовки тепловыделяющих элементов 2 в дистанционирующие решетки 10 в виде подпружиненного толкателя и цепной передачи с регулируемым усилием запрессовки тепловыделяющих элементов 2, механизмы горизонтального 11 и вертикального 12 перемещения обоймы 13 с каркасом под дистанционирующие решетки 10, механизм 14 оснащения тепловыделяющих элементов 2 съемными наконечниками 15 конической формы, фильеру 16, установленную соосно подпружиненному толкателю и снабженную емкостью 17 для подачи смазки, и датчики 18 контроля длины тепловыделяющих элементов 2 вместе с наконечниками 15, электрически связанные с системой управления, дополнительно снабжена, по крайней мере, вторым станком 19 для сборки тепловыделяющих элементов 2 в тепловыделяющие сборки для использования его при сборке из центральной трубы 20, канальных труб 21 и дистанционирующих решеток 10 каркаса тепловыделяющих сборок для атомного реактора ВВЭР-1000, снабженным съемным цельнометаллическим имитатором 22 тепловыделяющей сборки ВВЭР-1000 и по крайней мере третьим станком 23 сборки тепловыделяющих элементов в тепловыделяющие сборки, снабженным съемным каркасом-спутником 24 для тепловыделяющей сборки ВВЭР-440, повторяющим снаружи форму обоймы 13 под дистанционирующие решетки 10 тепловыделяющей сборки ВВЭР-1000, а внутри - форму дистанционирующих решеток 25 тепловыделяющей сборки ВВЭР-440, стендом-кантователем 26 для установки головки 27 и хвостовика 28 на тепловыделяющие сборки с возможностью поворота вокруг оси и из горизонтального положения в вертикальное, и наоборот, установкой отмывки 29 от лакового покрытия, установкой сушки 30 отмытых от лакового покрытия тепловыделяющих сборок, стендом 31 установки металлического экрана 32 на тепловыделяющие сборки ВВЭР-1000, стендом 33 установки металлического экрана 34 на тепловыделяющие сборки 35 ВВЭР-440 и установкой 36 упаковки тепловыделяющих сборок в транспортный контейнер 37.
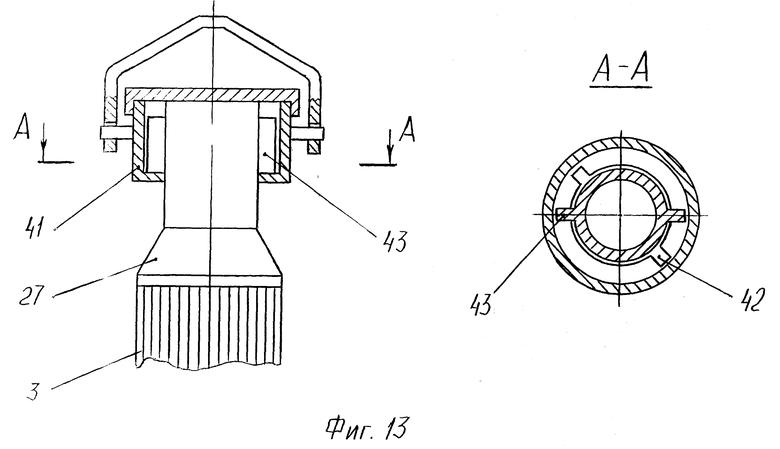
Станки 1, 19, 23 снабжены дополнительными накопителями 38 тепловыделяющих элементов 2 разного обогащения по урану-235 в виде расположенных над основными накопителями 5 наклонных реек с дополнительными отсекателями 39 поштучной встречной подачи тепловыделяющих элементов 2 на основной накопитель 5 и размещены вместе со стендом-кантователем 26 тепловыделяющих сборок на осевой линии движения транспортного средства горизонтального перемещения тепловыделяющих сборок с захватом 40 по периметру дистанционирующих решеток 10 тепловыделяющей сборки и периметру каркаса-спутника 24, а стенд-кантователь 26 тепловыделяющих сборок, установка отмывки 29 сборок от лакового покрытия, установка сушки 30 отмытых сборок, стенд 31 установки металлического экрана 32 на тепловыделяющие сборки 3 ВВЭР-1000, стенд 33 установки металлического экрана 34 на тепловыделяющие сборки 35 ВВЭР-440 и установка 36 упаковки тепловыделяющих сборок в транспортный контейнер 37 размещены на осевой линии вертикального перемещения сборок с захватом 41 в виде обечайки с внутренними продольными пазами 42, взаимодействующими с выступами 43 на головке 27 сборки. Съемный каркас-спутник 24 для тепловыделяющих сборок 35 ВВЭР-440 выполнен в виде ложементов 44 под каждую дистанционирующую решетку 25 сборки 35 ВВЭР-440, соединенных по периметру штырями 45. Стенд-кантователь 26 выполнен в виде замкового устройства 46 для тепловыделяющей сборки с возможностью его поворота вокруг оси на роликах 47, закрепленных к стойкам 48 поворотной посредством силового цилиндра 49 платформе 50.
Установка отмывки 29 тепловыделяющих сборок от лакового покрытия выполнена в виде вертикальной реторты с соплами 51 подачи горячей воды, размещенными по касательной и по всей высоте сборки, размещенной в ней.
Установка сушки 30 выполнена в виде вертикальной реторты с соплами 52 подачи горячего воздуха, размещенными по касательной и по всей высоте сборки, размещенной в ней.
Стенды 31, 33 установки металлических экранов 32, 34 на тепловыделяющей сборке 3 ВВЭР-1000 модели 493 и на тепловыделяющей сборке 35 ВВЭР-440 выполнены в виде вертикальных реторт с направляющими кольцами из фторопласта большего сечения 53 для сборки 3 ВВЭР-1000 модели 493 и меньшего сечения 54 для сборки 35 ВВЭР-440.
Установка 36 упаковки тепловыделяющих сборок в транспортный контейнер 37 выполнена в виде плавно сопряженных горизонтальных 55 и вертикальных 56 направляющих с перемещаемой по ним кареткой 57 с закрепленным на ней съемным транспортным контейнером 37 с помощью трособлочной системы 58.
Тепловыделяющая сборка 35 ВВЭР-440 снабжена головкой 59 и хвостовиком 60.
Автоматическая линия сборки тепловыделяющих элементов в тепловыделяющие сборки работает следующим образом.
В любой из станков 1, 19, 23 в обоймы 13 устанавливают цельнометаллический имитатор 22 сборки 3 для ВВЭР-1000. По имитатору 22 центруют обоймы 13 и после удаления имитатора 22 в обоймы 13 закрепляют дистанционирующие решетки 10 для тепловыделяющей сборки 3 ВВЭР-1000.
По наклонным рейкам основного накопителя 5, смонтированным на станине 4, центральная труба 20 скатывается до основных отсекателей 6, откуда поступает на механизм 7 осевого перемещения, прижимается прижимными роликами 8 и механизмом 9 в виде подпружиненного толкателя запрессовывается в центральное отверстие дистанционирующих решеток 10. Механизмом 11 горизонтального перемещения либо механизмом 12 вертикального перемещения обойма 13 с дистанционирующими решетками 10 смещается на шаг на новую координату запрессовки, и в отверстия в дистанционирующих решетках 10, предназначенные для канальных труб 21, запрессовываются по аналогии с центральной трубой канальные трубы 21, образуя каркас тепловыделяющей сборки. Центральная труба 20 и канальные трубы 21 вокруг нее, образующие каркас тепловыделяющей сборки для ВВЭР-1000, закрепляются в дистанционирующих решетках 10. Каркас имеет достаточную осевую жесткость и может быть использован на любом 1, 19, 23 станке для сборки тепловыделяющей сборки 3 ВВЭР-1000, то есть может транспортироваться в горизонтальном положении.
Сборку тепловыделяющих элементов 2 в тепловыделяющую сборку 3 для ВВЭР-1000 осуществляют следующим образом. После установки каркаса из трубы центральной 20, канальных труб 21 и дистанционирующих решеток 10 в обоймы 13 любого станка 1, 19, 23 тепловыделяющие элементы 2 по наклонным рейкам основного накопителя 5 через основные отсекатели 6 поштучно выдаются на позицию запрессовки. На позиции запрессовки тепловыделяющий элемент 2 на механизме 7 осевого перемещения прижимается прижимными роликами 8 и подпружиненным толкателем механизма 9 запрессовки тепловыделяющих элементов 2 подается через сквозное проходное отверстие механизма 14 оснащения тепловыделяющих элементов 2 съемными наконечниками 15 конической формы и наконечниками 15 вперед подается через фильеру 16, снабженную емкостью 17 подачи смазки, смазывается и запрессовывается в дистанционирующие решетки 10. Одновременно при прохождении фильеры датчики 18 "ПИЩ" контроля длины тепловыделяющих элементов 2 вместе с наконечниками 15 контролируют длину тепловыделяющих элементов 2 вместе с наконечником 15. В случае, если длина тепловыделяющего элемента 2 вместе с наконечником 15 соответствует заданной длине, то тепловыделяющие элементы 2 запрессовываются в дистанционирующие решетки, если же общая длина меньше заданной, то система "МИКРОДАТ" прекратит запрессовку. Это делается с целью предотвращения повреждения тепловыделяющих элементов о дистанционирующие решетки и исключения запрессовки тепловыделяющих элементов без наконечников.
Подпружиненный толкатель механизма 9 запрессовки возвращается обратно, на позицию запрессовки поступает очередной тепловыделяющий элемент 2, механизм 11 горизонтального или механизм 12 вертикального перемещения выводят обоймы 13 с дистанционирующими решетками на новую координату запрессовки, и запрессовка тепловыделяющих элементов осуществляется до заданного количества элементов.
Повысить средний уровень мощности реактора ВВЭР-1000, увеличить глубину и равномерность выгорания топлива, удлинить кампанию реактора можно, если по периферии тепловыделяющей сборки разместить тепловыделяющие элементы с другим обогащением по урану-235. Для этого тепловыделяющие элементы 2 из дополнительного накопителя 38 по наклонным рейкам скатываются до дополнительных отсекателей 39, которые поштучно подают их встречно на наклонные рейки основного накопителя 5, и процесс их запрессовки аналогично осуществляется по периферии сборки. Захватом 40 горизонтального перемещения тепловыделяющая сборка транспортируется на стенд-кантователь 26, устанавливается в замковые устройства 46, закрепляется и при повороте вокруг оси замкового устройства на роликах 47, установленных на стойках 48 сборки, занимает нужное положение для закрепления головки 27 и хвостовика 28. На головку 27, имеющую выступы 43, устанавливают захват 41, который своими продольными пазами 42 находит на выступы 43 головки 27, и при повороте захвата 41 его пазы 42 смещаются, а выступы 43 головки в нижней части упираются в обечайку захвата 41, а в верхней части фиксируются винтовой крышкой захвата 41. Силовым цилиндром 49 платформа 50 из горизонтального положения переводится в вертикальное, и тепловыделяющая сборка С захватом 41 грузоподъемного устройства вертикально транспортируется на установку отмывки 29 от лакового покрытия, которое предварительно было нанесено на каждый тепловыделяющий элемент для предотвращения повреждения при сборке в тепловыделяющие сборки.
В установке 29 в виде вертикальной реторты из сопел 51, размещенных по касательной к тепловыделяющей сборке, подается горячая вода, которая по всей высоте сборки за счет вращающегося потока воды интенсивно отмывает тепловыделяющие элементы от лакового покрытия.
Тепловыделяющая сборка 3 захватом 40 извлекается из установки 29 и опускается в установку 30 сушки, где из сопел 52, размещенных по касательной к сборке, подается горячий воздух, образующий вращающийся по всей высоте сборки поток горячего воздуха, с помощью которого происходит интенсивная сушка тепловыделяющей сборки. Захватом 40 сборка 3 транспортируется на установку 36 упаковки, где транспортный контейнер 37 укладывают на каретку 57, закрепляют и с помощью трособлочной системы 58 каретка 57 с транспортным контейнером 37 по горизонтальным направляющим 55 , сопряженным с вертикальными направляющими 56, переводится в вертикальное положение. Тепловыделяющие сборки 3 опускают в транспортный контейнер, герметизируют крышкой и в обратном порядке трособлочной системой 58 транспортный контейнер 37 на каретке 57 возвращают в горизонтальное положение
Тепловыделяющие сборки ВВЭР-1000 модели 493 собирают следующим образом.
На стенде-кантователе 26 на тепловыделяющей сборке 3 закрепляют хвостовик 28, переводят ее в вертикальное положение, вертикально хвостовиком 28 вверх транспортируют на установку 29 отмывки от лакового покрытия, затем на установку 30 сушки и на стенд 31 установки металлического экрана 32. Сборку опускают в металлический экран, находящийся в направляющих кольцах 53 вертикальной реторты, закрепляют металлический экран 32 к хвостовику 28 и транспортируют ее вертикально на стенд-кантователь 26, где на тепловыделяющую сборку модели 493 устанавливают головку 27, закрепляют металлический экран 32 к головке 27 и транспортируют тепловыделяющую сборку на установку 36 упаковки сборок в транспортный контейнер 37.
Тепловыделяющая сборка ВВЭР-440 собирают следующим образом.
На любой из станков 1, 19, 23 в обоймы 13 устанавливают каркас-спутник 24, на ложементы 44, закрепленные между собой штырями 45, устанавливают дистанционирующие решетки 25 и осуществляют сборку тепловыделяющих элементов в тепловыделяющие сборки 35 ВВЭР-440 по аналогии со сборкой тепловыделяющих сборок ВВЭР-1000.
Каркас-спутник 24 вместе со сборкой 35 ВВЭР-440 захватом 40 транспортного средства транспортируется на стенд-кантователь 26, где на сборку 35 ВВЭР-440 закрепляют хвостовик 60, и она хвостовиком вверх транспортируется вертикально на отмывку в установке 29, на сушку в установке 30 и на стенд 33, где опускается в металлический экран 34. Металлический экран 34 закрепляется к хвостовику 60, и тепловыделяющая сборка 35 ВВЭР-440 транспортируется на стенд-кантователь 26, где на ней к металлическому экрану закрепляется головка 59, и собранная тепловыделяющая сборка 35 ВВЭР-440 вновь стендом-кантователем 26 переводится в вертикальное положение и транспортируется на установку упаковки 36 в транспортный контейнер.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2000 |
|
RU2193959C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2127001C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2003 |
|
RU2261492C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2120670C1 |






Изобретение относится к механосборочному производству и может быть использовано при сборке энергетических атомных реакторов ВВЭР. Автоматическая линия включает первый станок сборки тепловыделяющих элементов в тепловыделяющие сборки, у которого на станине смонтированы основной накопитель тепловыделяющих элементов в виде наклонных реек с основными отсекателями поштучной подачи тепловыделяющих элементов, механизм осевого перемещения в виде рольганга с прижимными роликами, механизм запрессовки в виде подпружиненного толкателя и цепной передачи с регулируемым усилием запрессовки, механизм горизонтального и вертикального перемещения обоймы с каркасом под дистанционирующие решетки, механизм оснащения тепловыделяющих элементов съемными наконечниками конической формы и фильера с емкостью для подачи смазки. В линии имеются второй станок для сборки тепловыделяющих элементов в тепловыделяющие сборки атомного реактора ВВЭР-1000, включающий съемный цельнометаллический имитатор тепловыделяющих сборок ВВЭР-1000, и третий станок, содержащий съемный каркас-спутник для сборки тепловыделяющих сборок ВВЭР-440. Линия снабжена стендом-кантователем для установки головки и хвостовика на тепловыделяющую сборку с возможностью поворота вокруг оси и из горизонтального положения в вертикальное, и наоборот, установкой отмывки от лакового покрытия, установкой сушки отмытых от лакового покрытия тепловыделяющих сборок, стендом установки металлического экрана на тепловыделяющие сборки ВВЭР-1000 модели 493, стендом установки металлического экрана на тепловыделяющие сборки ВВЭР-440 и установкой упаковки тепловыделяющих сборок в транспортный контейнер. В результате обеспечивается расширение технологических возможностей линий, а также повышение качества и производительности сборки тепловыделяющих элементов в тепловыделяющие сборки. 6 з.п. ф-лы, 13 ил.
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| US 4228573 A, 21.10.80 | |||
| US 3789479 A, 05.02.74 | |||
| US 3815203 A, 11.06.74 | |||
| Способ фланцево-петлевой транссклеральной фиксации дислоцированного комплекса "интраокулярная линза - капсульный мешок" | 2023 |
|
RU2804644C1 |

