Изобретение относится к способу и устройству ввода доз расплавленного стекла в форму формовочной машины индивидуального секционного ("I.S.") типа, предназначенной для формования стеклянных контейнеров. В частности, настоящее изобретение относится к способу и устройству, в котором дозу стекла вводят в заготовочную форму формовочной машины при точном совпадении центральной оси дозы с центральной осью заготовочной формы.
Формование полых стеклянных изделий, например бутылок и банок, в машинах "I. S. " типа осуществляют в два этапа. На первом этапе в кольцевой заготовочной форме, состоящей из двух сопрягаемых секций, предварительно формуют изделие с закрытым и открытым концами, обычно называемое заготовкой. После окончания этапа формования заготовки, секции формы размыкают и заготовку перемещают на другую позицию формовки, часто называемую позицией выдувного формования, где выдуванием в другой кольцевой форме, состоящей из другой пары сопрягаемых секций, заготовке придают окончательную форму. После окончания выдувного формования секции этой формы размыкают и контейнер удаляют из машины для дальнейшей обработки.
Заготовки формуют в заготовочной форме машины "I.S." типа либо выдуванием, либо прессованием в перевернутом состоянии, т.е. открытым концом вниз, а дозу стекла, из которой формуют заготовку, вводят в форму через отверстие, расположенное вверху формы. После введения дозы стекла это загрузочное отверстие закрывают перегородкой, которая может перемещаться между положением, совпадающим и не совпадающим с указанным отверстием вверху формы. Операция формовки заготовки происходит, когда перегородка закрывает форму. В патенте США 4466821 (Irwin и др.), переданном правопреемнику настоящей заявки, и на который здесь дается ссылка, раскрыто использование комплекта из четырех перегородок, закрывающих заготовочные формы машины "I.S." типа, когда в ней одновременно в отдельных секциях формуют четыре контейнера (машина - "четверка").
Известно использование воронки, которая перемещается в положение, где она совпадает с указанным отверстием в заготовочной форме, и в положение, в котором она не совпадает с ним, и через которую доза стекла проходит непосредственно перед вводом в форму. В патенте США 3672860 (Keller), раскрыта такая воронка, служащая для придания дозе расплавленного стекла некруглой формы, поскольку иначе доза стекла стремится иметь свойственную ей круглую форму, и используемая для образования некруглых контейнеров, например, бутылок, из таких доз стекла. Как следует из патента США 3672860, осевая длина воронки существенно короче осевой длины проходящей через нее дозы стекла. Таким образом, в соответствии с этим патентом возможна несоосность продольных центральных осей доз стекла, входящих в заготовочные формы, с продольной центральной осью этих форм. Вследствие такой несоосности известна периодическая протирка внутренней полости заготовочной формы смазочным составом для обеспечения соответствующей смазки между дозой стекла и формой с целью требуемой ориентации дозы в течение формования из нее заготовки. Применение такой смазочной операции является трудоемкой, грязной и во всех отношениях нежелательной процедурой, и поэтому целесообразно устранить или, по меньшей мере, существенно уменьшить потребность в этой операции.
В соответствии с настоящим изобретением предусмотрены усовершенствованные способ и устройство последовательного ввода доз расплавленного стекла в заготовочную форму машины "I.S." типа для формования стеклянных контейнеров. Устройство представляет собой усовершенствованную загрузочную воронку, которую перемещают в позицию непосредственно над отверстием в заготовочной форме во время ввода дозы расплавленного стекла в эту форму. Воронка, в соответствии с настоящим изобретением, имеет осевую длину, по меньшей мере, достаточную для того, чтобы обеспечить точное совпадение (соосность) продольной центральной оси, проходящей через нее дозы стекла, с продольной центральной осью заготовочной формы. Например, осевая длина загрузочной воронки, по меньшей мере, слегка превышает осевую длину проходящих через нее доз стекла. Загрузочная воронка, в соответствии с настоящим изобретением, имеет верхний участок, выполненный в форме перевернутого усеченного конуса для возможности накапливания дозы, и нижний цилиндрический участок с внутренним каналом, который может иметь круглое сечение и диаметр которого, по меньшей мере, немного меньше наружного диаметра проходящих через него доз стекла и также немного меньше наименьшего диаметра ведущего в заготовочную форму прохода для гарантирования придания дозам стекла, вводимых в эту форму, требуемых формы и размеров, соответствующих, в идеале, размеру и форме внутренней полости заготовочной формы, в которую вводится доза стекла.
Соответственно, целью настоящего изобретения является обеспечение усовершенствованных способов и устройства ввода дозы расплавленного стекла в заготовочную форму машины "I.S." типа для формования стеклянных контейнеров. В частности, целью настоящего изобретения является создание способа и устройства упомянутого типа, обеспечивающих ввод дозы расплавленного стекла в заготовочную форму, где продольная центральная ось дозы стекла так точно совпадает с продольной центральной осью формы, и где наружный контур дозы имеет такие форму и размеры относительно формы и размера внутренней полости формы, что создается возможность устранения или существенного уменьшения необходимости периодической протирки полости формы жидкой смазкой для обеспечения требуемой нормальной работы формы.
Согласно изобретению в устройстве ввода доз расплавленного стекла в комбинации загрузочной воронки с невращающейся заготовочной формой машины индивидуального секционного типа для формования стеклянных контейнеров заготовочная форма не может вращаться вокруг продольной оси заготовочной формы и не может вращаться вокруг продольной оси формовочной машины, в которой загрузочная воронка, выполненная с возможностью расположения непосредственно над загрузочной формой для выравнивания последовательно проходящих через нее в заготовочную форму доз расплавленного стекла, содержит кольцевой элемент, внутренний диаметр которого выбран достаточно малым для обеспечения контакта проходящей через него дозы расплавленного стекла по ее периферии и, тем самым, установки заданного наружного диаметра дозы, а его осевая длина достаточна, чтобы ориентировать проходящую через него дозу стекла так, чтобы продольная ось указанной дозы была, в основном, соосна с продольной осью заготовочной формы.
Предпочтительно, загрузочная воронка содержит верхний накопительный участок, имеющий форму перевернутого усеченного конуса, нижний формообразующий и ориентирующий участок, имеющий форму цилиндра и являющийся частью загрузочной воронки, с которой проходящая через нее доза стекла контактирует по ее периферии, и имеющий осевую длину, достаточную для ориентации проходящей через него дозы стекла так, чтобы продольная ось дозы стекла была, в основном, соосна с продольной осью заготовочной формы.
Целесообразно выполнение устройства, при котором внутренний диаметр кольцевого элемента достаточно мал, чтобы ограничить наружный диаметр проходящих через него доз стекла до величины, меньшей внутреннего диаметра отверстия в заготовочной форме, через которое дозы стекла входят в эту форму.
Согласно изобретению способ ввода дозы расплавленного стекла в невращающуюся заготовочную форму машины индивидуального секционного типа, где заготовочная форма не может вращаться вокруг продольной оси заготовочной формы и не может вращаться вокруг продольной оси формовочной машины, включает пропускание через кольцевую загрузочную воронку дозы расплавленного стекла непосредственно перед ее вводом в заготовочную форму, причем загрузочная воронка имеет внутренний диаметр, который выбран достаточно малым для обеспечения контакта дозы по ее периферии с воронкой и, тем самым, установки заданного наружного диаметра дозы, загрузочная воронка имеет достаточную длину, чтобы ориентировать дозу относительно заготовочной формы так, чтобы продольная ось дозы была, в основном, соосна с продольной осью заготовочной формы.
Способ позволяет отказаться от этапа протирания смазочным составом заготовочной формы перед формованием в ней заготовки стеклянного контейнера из дозы расплавленного стекла, прошедшей через загрузочную воронку, или после формирования заготовки в заготовочной форме.
Целесообразно осуществление способа, при котором внутренний диаметр загрузочной воронки достаточно мал для того, чтобы ограничить наружный диаметр дозы, проходящей через нее, до величины, меньшей внутреннего диаметра отверстия заготовочной формы, через которое доза проходит в заготовочную форму.
Для понимания настоящего изобретения следует обратиться к чертежу и его краткому описанию, подробному описанию предпочтительного воплощения и к приложенной формуле изобретения.
На чертежах представлены:
фиг. 1 - главный вид с частичным разрезом загрузочной воронки, в соответствии с предпочтительным воплощением настоящего изобретения, показанной в комбинации с заготовочной формой машины "I.S." типа для формования стеклянных контейнеров и дефлектором системы выдачи дозы стекла или подачи доз расплавленного стекла к заготовительной форме; и
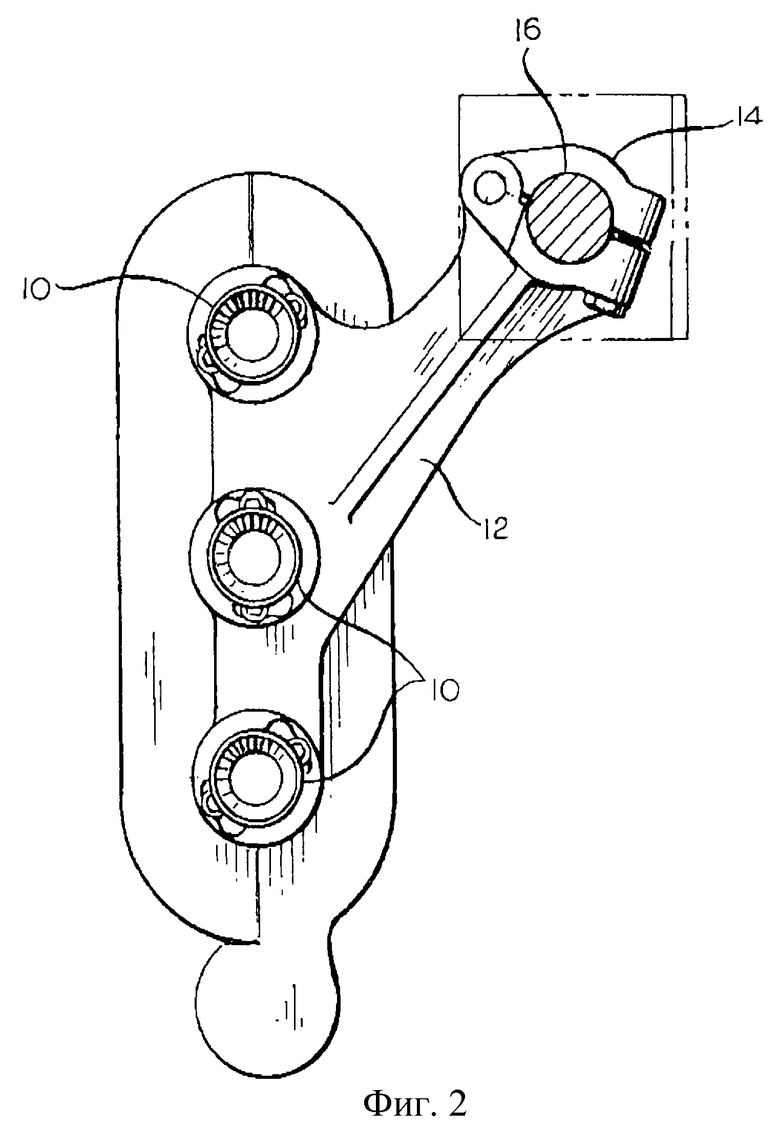
фиг.2 - сечение по линии 2-2 на фиг.1.
Загрузочная воронка, в соответствии с предпочтительным воплощением настоящего изобретения, обозначена на чертеже ссылочным номером 10. Воронка 10 удерживается рычагом 12, крепящимся к втулке 14. Втулка 14 крепится к вертикальной стойке 16, которая может периодически перемещаться вдоль ее продольной центральной оси, а также периодически поворачиваться (колебаться) вокруг этой же оси, располагая воронку 10 непосредственно над открытой заготовочной формой 18 указанной машины, тем самым обеспечивая закрытие отверстия вверху формы воронкой без использования перегородки. В патенте США 4120682 (Irwin) раскрыто устройство для перемещения нескольких воронок в позиции совпадения и не совпадения с отверстиями в нескольких формах машины "I. S. " типа, причем на это устройство здесь дается ссылка. Как показано на фиг. 2, рычаг 12 несет три расположенные через промежутки одинаковые воронки 10, в случае использования настоящего изобретения с машиной "I.S." типа, работающей в режиме подачи трех доз стекла, т.е. одновременно формующей три контейнера в каждой ее секции, соответственно. Конечно, подразумевается также, что настоящее изобретение может использоваться с машинами этого же типа, работающими в режиме подачи двух доз стекла, где рычаг 12 может нести две одинаковые воронки 10, или в режиме подачи четырех доз, где рычаг 12 может нести четыре одинаковые воронки.
Воронка 10 последовательно принимает дозы расплавленного стекла, выходящие из показанного частично на фиг.1 дефлектора 20 системы выдачи доз стекла. Доза G расплавленного стекла проходит через дефлектор 20 и далее через загрузочную воронку 10 попадает в заготовочную форму 18 машины "I.S." типа.
Воронка 10 имеет верхний кольцевой накопительный участок 10а в форме перевернутого усеченного конуса и нижний кольцевой участок 10b в форме цилиндра, придающий дозе форму и ориентацию, причем указанный цилиндр выполняют прямым и круглого сечения, когда воронка работает с заготовочной формой, где формуют контейнеры с круглым корпусом. Доза G на пути к форме 18 проходит через накопительный участок 10а воронки 10, причем при проходе дозы продольная центральная ось воронки соосна с продольной центральной осью формы 18. Затем доза G проходит через указанную секцию 10b воронки, откуда она попадает в форму 18.
Осевая длина ориентирующего и придающего форму дозе G участка 10b воронки 10 достаточна, чтобы обеспечить положение дозы G, при котором ее продольная центральная ось точно совпадает (соосна) с продольной центральной осью формы 18. Например, предпочтительно, чтобы осевая длина участка 10b воронки 10 была немного больше осевой длины самой длинной дозы стекла, проходящей через него, и чтобы внутренний размер участка 10b был немного меньше наружного размера проходящей через него дозы G с тем, чтобы ориентация, наружные форма и размер дозы G, выходящей из воронки 10, соответствовали внутреннему размеру и форме полости заготовительной формы 18. Таким способом достигается отсутствие фрикционного сцепления между дозой G и формой 18 при ее движении ко дну формы, что способствует устранению или существенному уменьшению необходимости периодической протирки полости формы 18 смазочным составом с целью преодоления нежелательного эффекта такого фрикционного сцепления.
Хотя здесь и был проиллюстрирован и описан лучший способ осуществления настоящего изобретения на дату подачи заявки, специалисту очевидно, что в изобретение в пределах его объема могут быть внесены изменения и выполнены его модификации и эквиваленты, при этом его объем ограничивается исключительно приложенной формулой изобретения и ее правовыми эквивалентами.
Изобретение относится к устройствам и способам ввода капель доз расплавленного стекла в машину индивидуального секционного типа, в заготовочную форму секционных машин. Изобретение позволит усовершенствовать способ и устройство последовательного ввода доз расплавленного стекла в заготовочную форму машины индивидуального секционного типа. Устройство ввода дозы расплавленного стекла в машину индивидуального секционного типа содержит загрузочную воронку, удерживаемую посредством рычага, укрепленного на втулке, и располагающуюся непосредственно над невращающейся заготовочной формой для ориентирования доз расплавленного стекла, и выполненную с верхней приемной секцией и кольцевым элементом, имеющим цилиндрическую часть. Форма приемной секции представляет собой усеченный конус. Внутренний диаметр и длина цилиндрической части выбраны так, чтобы предотвратить фрикционное сцепление между дозой и внутренней поверхностью заготовочной формы, когда доза движется ко дну заготовочной формы, для уменьшения необходимости периодической протирки полости заготовочной формы смазочным составом. Способ ввода дозы расплавленного стекла в невращающуюся заготовочную форму машины индивидуального секционного типа включает пропускание через кольцевую загрузочную воронку дозы расплавленного стекла непосредственно перед ее вводом в заготовочную форму. Загрузочная воронка, удерживаемая посредством рычага, укрепленного на втулке, располагается непосредственно над невращающейся формой соосно для ориентирования доз расплавленного стекла. Загрузочная воронка содержит верхнюю приемную секцию, форма которой представляет собой усеченный конус, и кольцевой элемент, имеющий цилиндрическую часть. Внутренний диаметр и длина цилиндрической части выбраны так, чтобы предотвратить фрикционное сцепление между дозой и внутренней поверхностью заготовочной формы, когда доза движется ко дну заготовочной формы, для уменьшения необходимости периодической протирки полости формы смазочным составом. 2 с.п.ф-лы, 2 ил.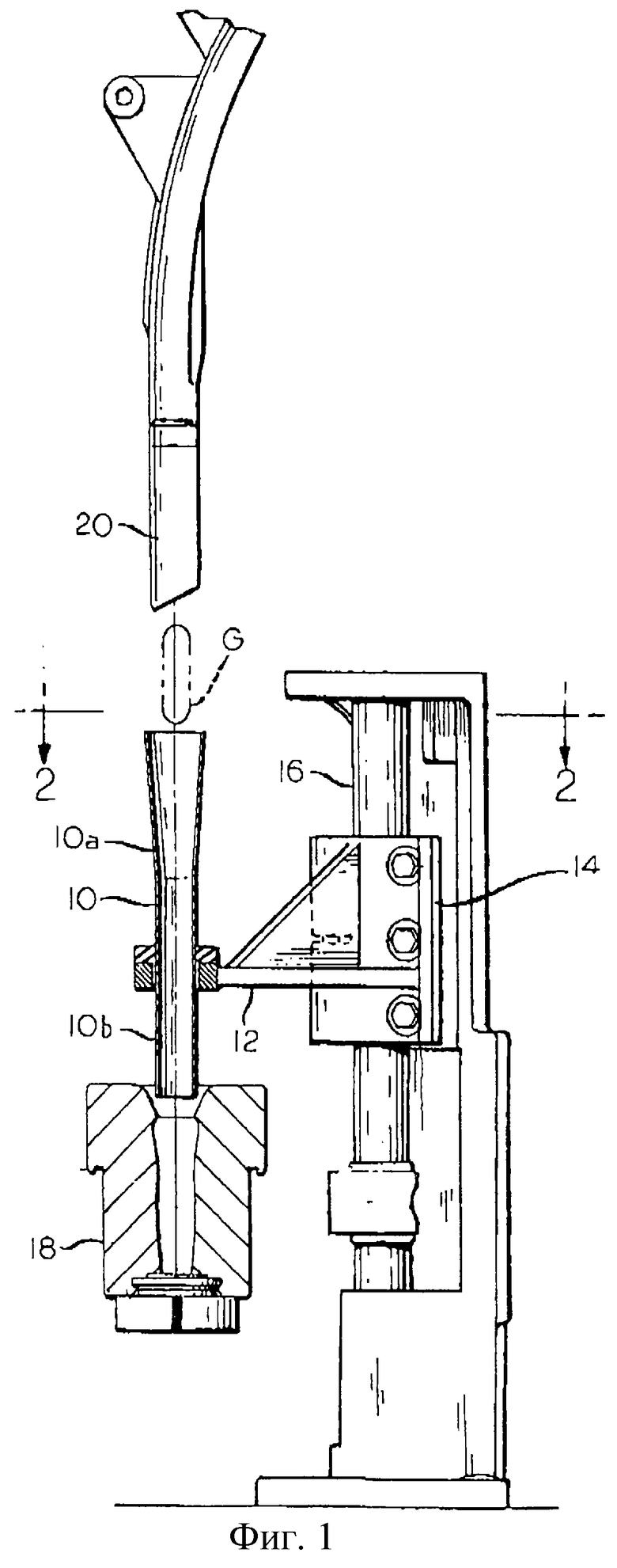
| US 3672860 А, 19.08.1970 | |||
| Форма для прессования стеклоизделий | 1959 |
|
SU124604A1 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |
| US 3536468 А, 14.12.1967 | |||
| СПОСОБ НАВЕДЕНИЯ ШЛАКОВОЙ ВАННЫ ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ РАСХОДУЕМОГО ЭЛЕКТРОДА | 1992 |
|
RU2026388C1 |

