Область техники, к которой относится изобретение
Настоящее изобретение относится к установке формования стеклянных изделий, которая формирует изделия из стекла из отдельных капель расплавленной стекломассы, и в частности к способу и устройству для охлаждения отклоняющих устройств, которые направляют капли расплавленной стекломассы в черновые формы в каждой секции машины с индивидуальной секцией, формующей стеклянное изделие.
Уровень техники
При производстве изделий из стекла, таких, как стеклянные контейнеры, в настоящее время используется так называемая машина с индивидуальной секцией. Такая машина включает множество отдельных или индивидуальных производственных секций, каждая из которых содержит множество рабочих механизмов, предназначенных для преобразования одного или большего количества загрузок или капель расплавленной стекломассы в стеклянные изделия такие, как полые стеклянные контейнеры, и для передачи контейнеров через последовательно выполняемые этапы секции машины. В общем система машины с индивидуальной секцией, формующей стеклянное изделие, включает источник стекла с игольчатым механизмом, предназначенным для управления одним или большим количеством потоков расплавленной стекломассы, разрезающий механизм, предназначенный для нарезки расплавленной стекломассы на отдельные капли, и распределитель капель, предназначенный для распределения отдельных капель по отдельным секциям машины. Каждая секция машины включает одну или большее количество черновых форм и одно или большее количество связанных с ними отклоняющих устройств для приема капель и перенаправления капель так, чтобы они падали под действием силы тяжести в соответствующие черновые формы, в которых каждая капля проходит первичное формирование при выполнении операции выдувания или прессовки. Один или большее количество переворачивающих рычагов переносят заготовки в формы для выдувания, в которых изделия выдувают для придания им окончательной формы, с помощью захватов сформованные изделия удаляют из формы на приемный стол стеклоформующей машины, и убирающий механизм переносит сформованные стеклянные изделия с приемного стола на конвейер машины. Конвейер принимает контейнеры со всех секций машины с индивидуальной секцией, и переносит контейнеры на загрузчик для дальнейшей транспортировки в обжиговый лер. Рабочие механизмы в каждой секции также закрывают половинки формы, перемещают перегородки и выдувающие сопла, производят управление охлаждающим потоком воздуха и т.д. В американском патенте 4,362,544 приведено описание известного уровня техники, как для процесса формования стекла "выдувание и выдувание", так и для процесса "прессовка и выдувание", и описана электропневматическая машина с индивидуальной секцией, приспособленная для использования в каждом из этих процессов.
Загрузка капель расплавленной стекломассы в черновые формы машины с индивидуальными секциями представляет собой критический этап работы системы. Механизм нарезки капель и распределитель капель расположены в фиксированных положениях над машиной с индивидуальной секцией, и капли расплавленной стекломассы поступают под действием силы тяжести через лотки и по желобам в машину с индивидуальными секциями. Расстояние перемещения капель расплавленной стекломассы машины с индивидуальными секциями изменяется, по существу, в зависимости от расстояния между секциями машины и распределителем капель стекломассы. При этом температура капель расплавленной стекломассы, подаваемых в черновые формы, может существенно изменяться для разных секций машины, и для разных черновых форм каждой секции машины. Время распределения расплавленной стекломассы также может зависеть от температуры различных путей подачи в системе распределения капель стекломассы.
Сущность изобретения
Настоящее изобретение, в общем, направлено на способ и устройство, предназначенные для улучшения однородности загрузки капель стекломассы в черновые формы нескольких секций машины, и, таким образом, для улучшения качества и производительности всей системы формовки стеклянных изделий.
Установка для формовки стеклянных изделий, в соответствии с предпочтительным вариантом воплощения настоящего изобретения, включает машину с индивидуальной секцией для формовки стеклянных изделий, имеющую множество секций, в каждой из которых установлена, по меньшей мере, одна черновая форма и распределитель капель стекломассы, предназначенный для последовательного распределения капель расплавленной стекломассы в черновые формы каждой секции машины. Капли расплавленной стекломассы поставляются в черновые формы каждой секции по желобам, по которым капли расплавленной стекломассы скользят в каждую черновую форму. По меньшей мере, один канал для жидкого охладителя установлен в каждом желобе, и несколько каналов охладителя всей машины соединены параллельно между коллектором источника и обратным коллектором жидкого охладителя. Различные клапаны индивидуального управления потоком включены между каждым каналом для жидкого охладителя и возвратным коллектором для управления потоком жидкого охладителя по каналам и, таким образом, выравнивание температур между параллельными желобами стеклянных капель. Таким образом, все желоба потока стеклянных капель поддерживаются при одинаковой температуре, что улучшает однородность температуры и время доставки стеклянной капли в черновые формы нескольких секций машины, независимо от расстояния между распределителем стеклянных капель и секциями машины.
В предпочтительном варианте воплощения настоящего изобретения несколько желобов доставки стеклянных капель включают отклоняющие устройства стеклянных капель, расположенные в фиксированных положениях, вблизи к черновым формам каждой секции машины для отклонения капель расплавленной стекломассы в черновые формы. Каждое устройство отклонения содержит связанный с ним интегрированный канал охлаждающей жидкости. Автоматический или управляемый вручную клапан управления потоком включен между каждым каналом охлаждающей жидкости отклоняющего устройства и возвратным коллектором охлаждающей жидкости. Температура или давление охлаждающей жидкости отслеживается между каждым каналом охлаждающей жидкости отклоняющего устройства и возвратным коллектором, и каждый автоматический или управляемый вручную клапан управляется так, что поддерживается постоянный поток охлаждающей жидкости и/или температура на нескольких отклоняющих устройствах.
В соответствии с другим аспектом настоящего изобретения, способ выравнивания температуры капель расплавленной стекломассы, подаваемых через отклоняющее устройство в черновые формы в каждой секции машины с индивидуальной секцией, формующей стеклянные изделия, предусматривает установку для каждого отклоняющего устройства интегрально сформированного канала для потока охлаждающей жидкости, который направляет охлаждающую жидкость через каналы параллельно для отбора тепла от отклоняющих устройств, и для управления потоком охлаждающей жидкости для поддержания идентичной температуры отклоняющих устройств. Последний этап предпочтительно выполняется путем измерения давления или температуры охлаждающей жидкости, вытекающей из каждого из каналов охлаждающей жидкости отклоняющего устройства, и управления потоком охлаждающей жидкости через каналы так, чтобы измеряемые значения давления или температуры были одинаковыми.
Перечень фигур
Настоящее изобретение, вместе с дополнительными его целями, свойствами и преимуществами, лучше всего будет понятно из следующего описания, прилагаемой формулы изобретения и прилагаемых чертежей, на которых:
фиг.1 изображает схему системы формирования стеклянных изделий машины с индивидуальной секцией в соответствии с предпочтительным вариантом воплощения настоящего изобретения;
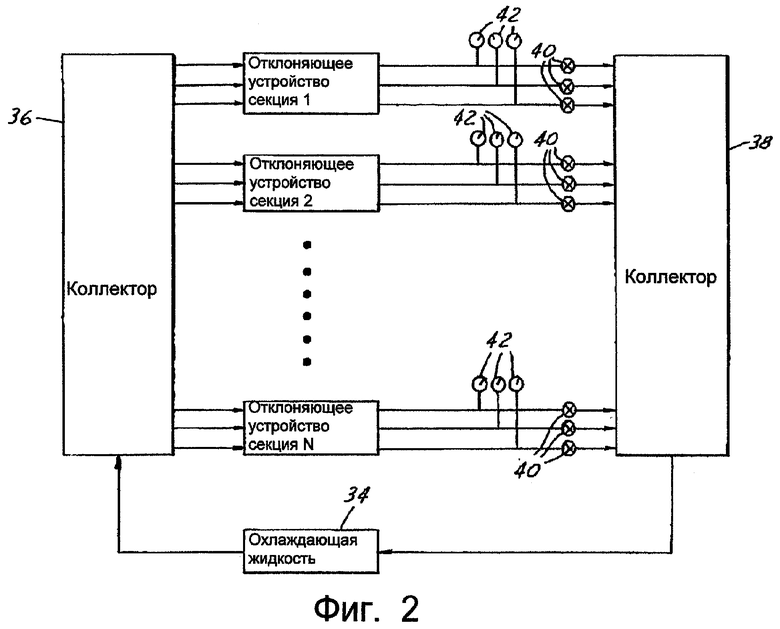
фиг.2 изображает схему, иллюстрирующую подачу охлаждающей жидкости в системе по фиг.1;
фиг.3 изображает фрагмент схемы, иллюстрирующей модификацию варианта воплощения по фиг.2; и
фиг.4 изображает вид поперечного сечения, по существу, вдоль линии 4-4 по фиг.1.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 изображена часть системы 10 формирования стеклянных изделий машины с индивидуальной секцией, в которой капли расплавленной стекломассы подаются распределителем капель и с помощью соответствующих желобов 12 через отклоняющие устройства 14, 16, 18 на соответствующие черновые формы 20, 22, 24 одной секции машины с индивидуальной секцией формирования стеклянных изделий. Машина содержит N секций (фиг.2), которые работают синхронно, но не синфазно друг с другом для производства стеклянных изделий. В каждой секции машины отклоняющие устройства 14, 16, 18 расположены в фиксированном положении, вблизи к соответствующим черновым формам 20, 22, 24 и над ними для приема капель расплавленной стекломассы из распределителя капель и желобов, изменения ориентации капель расплавленной стекломассы на вертикальную, и направления капель расплавленной стекломассы так, чтобы они падали под действием силы тяжести в соответствующие черновые формы. На фиг.1 изображена, так называемая, машина с тремя каплями, в которой каждая секция машины включает три черновые формы 20, 22, 24, три формы для выдувания стекла и т.д. Принципы настоящего изобретения также применимы к так называемым машинам с одной каплей, двумя каплями и четырьмя каплями.
Каждое отклоняющее устройство 14, 16, 18 содержит корпус удлиненного изогнутого желоба (фиг.4), на котором установлены каналы 26, 28, 30 для охлаждающей жидкости, прикрепленные к корпусу с образованием связи с корпусом для передачи тепла. На фиг.4 изображен канал 26 для охлаждающей жидкости в виде удлиненного трубопровода или трубки, распложенной снаружи по центру и прикрепленной к корпусу в форме желоба отклоняющего устройства 14. Трубка 26 может быть закреплена на корпусе 14 с помощью любой подходящей технологии для получения эффективной передачи тепла, такой, как сварка, пайка твердым припоем, закрепление зажимами трубки 26 на корпусе 14. В качестве альтернативы корпус отклоняющего устройства 14 и канал 26 охлаждающей жидкости могут быть сформированы интегрально с помощью операции выдавливания или подобной технологии. При этом по мере того, как капля расплавленной стекломассы перемещается вдоль нижней поверхности 32 отклоняющего устройства 14, тепло, передаваемое на корпус отклоняющего устройства 14, отбирается с помощью охлаждающей жидкости, проходящей по каналу 26. То же самое справедливо для отклоняющих устройств 16, 18 и соответствующих каналов 28, 30 для охлаждающей жидкости (фиг.1). В общем, каналы 26, 28, 30 для охлаждающей жидкости подключены параллельно к патрубку источника и возвратному патрубку источника 34 охлаждающей жидкости, находящейся под давлением.
На фиг.2 изображена схема, которая иллюстрирует управление потоком охлаждающей жидкости в системе 10 по фиг.1. Выход источника 34 охлаждающей жидкости подключен к коллектору 36 источника охлаждающей жидкости, и возвратный патрубок источника 34 охлаждающей жидкости подключен к возвратному коллектору 38 охлаждающей жидкости. Между коллектором 36 источника и возвратным коллектором 38 параллельно подключены каналы для охлаждающей жидкости нескольких отклоняющих устройств каждой секции машины. То есть, каждый канал 26, 28, 30 охлаждающей жидкости каждого отклоняющего устройства 14, 16, 18 в каждой секции машины содержит входной конец, соединенный с коллектором 36 источника, и выходной конец, подключенный к возвратному коллектору 38 через соответствующий управляемый вручную клапан 40. Измеритель 42 давления включен между выходным концом канала охлаждающей жидкости каждого отклоняющего устройства и соответствующим ему управляемым вручную клапаном 40. При этом оператор машины может наблюдать за показаниями нескольких измерителей 42 давления и регулировать соответствующие управляемые вручную клапаны 40 так, чтобы обратное давление охлаждающей жидкости, протекающей через все каналы для охлаждающей жидкости отклоняющих устройств всех секций машины было одинаковым или, по существу, одинаковым. Таким образом, поток охлаждающей жидкости через несколько каналов для охлаждающей жидкости нескольких отклоняющих устройств управляется параллельно так, что потоки охлаждающей жидкости будут одинаковыми или, по существу, одинаковыми, и температура отклоняющих устройств будет одинаковой или, по существу, одинаковой, независимо от расстояния между отклоняющими устройствами и распределителем капель расправленной стекломассы или расстояния между каналами охлаждающей жидкости отклоняющего устройства и коллекторами. Температура отклоняющих устройств, таким образом, поддерживается, по существу, равномерной и на значительно более низком уровне (например, более, чем на 100°F (37,8°C) меньше), чем в обычных отклоняющих устройствах расплавленных капель стекломассы с воздушным охлаждением.
На фиг.3 изображена модификация системы управления потоком охлаждающей жидкости по фиг.2, в которой управляемые вручную клапаны 40 заменены электронными клапанами 40а управления потоком, такими, как работающие от соленоида клапаны, управляющие потоком, которые принимают управляющие сигналы из электронного контроллера 44. Контроллер 44 принимает входные сигналы от датчиков 42а, которые отслеживают давление или температуру охлаждающей жидкости, протекающей через соответствующие линии охлаждающей жидкости. Контроллер 44 также принимает входные сигналы от панели 46 оператора, с помощью которой оператор машины может устанавливать, например, требуемое значение температуры или давления в нескольких линиях охлаждающей жидкости. При этом контроллер 44 в ответ на такие входные сигналы, поступающие от оператора, и сигналы температуры или давления, поступающего от датчиков 42а, выполняет операцию управления клапанами 40а и, таким образом, поддерживают требуемое значение давления или температуры охлаждающей жидкости, протекающей через несколько параллельных каналов охлаждающей жидкости отклоняющих устройств. Хотя в настоящее время предусматривается, что значения давления и/или температуры охлаждающей жидкости, протекающей через несколько каналов охлаждающей жидкости отклоняющих устройств поддерживаются, по существу, на одинаковом уровне, возможно также с помощью системы и способа в соответствии с настоящим изобретением, поддерживать более высокую или более низкую температуру одного или большего количества отклоняющих устройств, чем у других отклоняющих устройств, и таким образом, возможно компенсировать другие аномалии системы подачи стеклянных капель так, чтобы получить требуемую равномерность загрузки стеклянных капель в черновые формы, в соответствии с поставленными требованиями.
Выше были описаны устройство и способ для управляемого охлаждения отклоняющих устройств капель из расплавленной стекломассы в системе машины с индивидуальной секцией, формирующей стеклянные изделия, которые полностью удовлетворяют всем целям и требованиям, описанным выше. Был описан ряд модификаций и вариаций. Другие модификации и вариации будут очевидны для специалистов в данной области техники. Настоящее изобретение предназначено для охвата всех таких модификаций и вариаций и соответствует в широком смысле сущности и объему прилагаемой формулы изобретения.


Установка формирования стеклянных изделий включает машину формования стеклянных изделий с индивидуальной секцией, содержащей множество секций, каждая из которых содержит, по меньшей мере, одну черновую форму и распределитель стеклянных капель, предназначенный для последовательного распределения капель расплавленной стекломассы в черновые формы каждой секции машины. Капли расплавленной стекломассы подают в черновые формы каждой секции через отклоняющие устройства, по которым капли расплавленной стекломассы скользят в каждую черновую форму. По меньшей мере, один канал охлаждающей жидкости выполнен интегрально с каждым из отклоняющих устройств, и множество каналов охлаждающей жидкости для всей машины подключены параллельно между коллектором источника и возвратным коллектором охлаждающей жидкости. Управляемые клапаны для управления потоком индивидуально включены между каждым каналом охлаждающей жидкости и возвратным коллектором для управления потоком охлаждающей жидкости через каналы и, таким образом, выравнивают температуру параллельных отклоняющих устройств стеклянных капель. Все отклоняющие устройства стеклянных капель поддерживаются при одинаковой температуре. Позволяет обеспечить равномерность температуры и синхронизацию подачи стеклянных капель в черновые формы нескольких секций машины. 2 н. и 11 з.п. ф-лы, 4 ил.
(a) формирование каналов (26, 28, 30) для потока охлаждающей жидкости интегрально с каждым из отклоняющих устройств и
(b) направление охлаждающей жидкости через указанные каналы, отличающийся тем, что этап (b) включает
(b1) подключения указанных каналов потока охлаждающей жидкости указанного множества отклоняющих устройств и указанного множества секций между первым и вторым коллекторами (36, 38) охлаждающей жидкости так, что указанные каналы подключаются параллельно между указанными коллекторами,
(b2) подачу охлаждающей жидкости через указанный первый коллектор параллельно в указанные каналы и затем в указанный второй коллектор и
(b3) управление указанным этапом (b1) для поддержания указанных отклоняющих устройств на равных уровнях температуры.
| US 4362544 A, 07.12.1982.SU 195602 A1, 20.06.1967.SU 1010023 A, 07.04.1983.US 4718933 A, 12.01.1988.US 4460398 A, 17.07.1984. |

