Изобретение относится к области строительства трубопроводов и может быть использовано в нефтедобывающей, химической, сантехнической и других отраслях промышленности.
Известны способы неразъемного соединения металлических труб [1, 2, 3], включающие установку на наружной поверхности концов труб герметизирующего материала и муфты с уплотнительным материалом и редуцирование муфты от одного конца к другому с направлением редуцирующей силы под углом к наружной поверхности муфты.
Недостатком известных способов является низкая надежность соединения и трудности в обеспечении качественной герметизации стыковых соединений, поскольку обжим муфты вызывает определенные трудности в обеспечении кругового обжима. Требует наличия сложного редуцирующего оборудования.
Известен также способ муфтового соединения труб [4], включающий формовку конца трубы в виде ниппеля, соединительного элемента в виде муфты с раструбами на концах и запрессовку ниппеля трубы в муфту. При этом для повышения качества и надежности соединения внутренние поверхности муфты и ниппеля трубы лудят припоем. Кроме того, на наружную поверхность трубы и муфты наносят изоляционный материал, а прогрев осуществляют при нанесении изоляционного материала.
Известное техническое решение по технической сущности более близко к предлагаемому и может быт принято в качестве прототипа.
Недостатком способа является то, что при его осуществлении не достигается желаемого качества герметизации, поскольку при прогреве имеется опасность выдавливания оплавленного припоя из зазора сопрягаемых поверхностей соединения. Кроме того, при этом имеется и другая опасность - раскрытие микрозазоров сопрягаемых поверхностей в верхних участках из-за стремления оплавленного припоя занимать нижние пустые участки зазора за счет силы тяжести, отсюда и снижение его надежности.
Задачей настоящего изобретения является повышение качества и надежности соединения.
Поставленная задача решается описываемым способом, включающим формовку конца трубы в виде ниппеля, соединительного элемента в виде муфты с раструбами на концах и запрессовку ниппеля трубы в муфту, после предварительного нанесения герметизирующего состава.
Новым является то, что перед запрессовкой ниппеля его конец загибают под конус, а на концах раструбов муфты выполняют лабиринтные проточки и в среднюю часть муфты с натягом устанавливают уплотнительное кольцо с лабиринтными кольцевыми проточками на торцах под загнутый конец ниппеля, и на концевых участках ниппеля и муфты наносят герметизирующий твердеющий состав в виде кольцевых валиков.
Другим отличием является также и то, что конусность загиба выполняют не более 10o. Кроме того, перед нанесением герметизирующего состава сопрягаемые поверхности соединения очищают от антикоррозионных покрытий, калибруют и обезжиривают.
Патентные исследования на новизну проводились ретроспективностью в 20 лет по патентному фонду института "ТатНИПИнефть" г. Бугульмы.
Результаты поиска показывают, что объекты, охарактеризованные такой совокупностью существенных отличительных признаков, как у предлагаемого, не обнаружены. Следовательно, по мнению авторов, заявляемое техническое решение обладает новизной и удовлетворяет критерию "изобретательский уровень".
Представленные чертежи поясняют суть изобретения, где на фиг.1 изображен ниппель конца трубы, с внутренним покрытием, на коническую поверхность которого нанесен валик из герметизирующего и твердеющего состава, в разрезе.
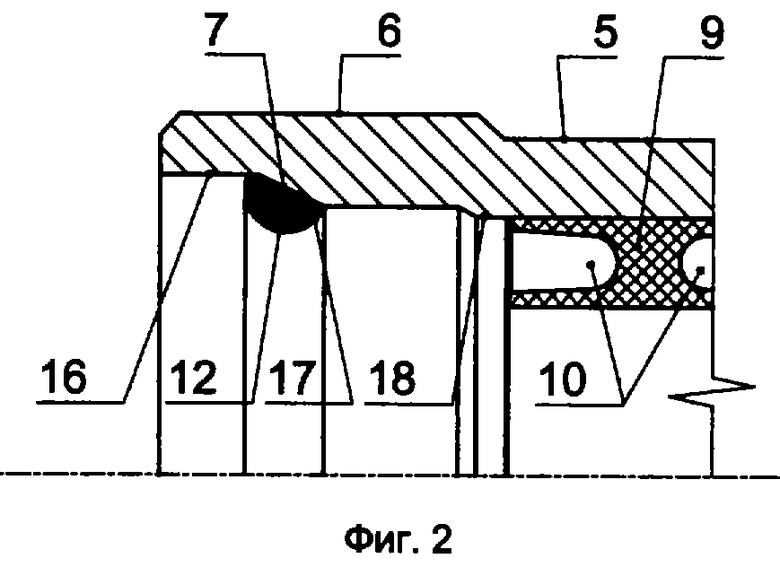
На фиг.2 - муфта с раструбами на концах с нанесенными в них валиками из герметизирующего и твердеющего состава и установленным внутри нее кольцом с кольцевыми проточками, в разрезе.
На фиг.3 - процесс запрессовки ниппеля в муфту, в продольном разрезе.
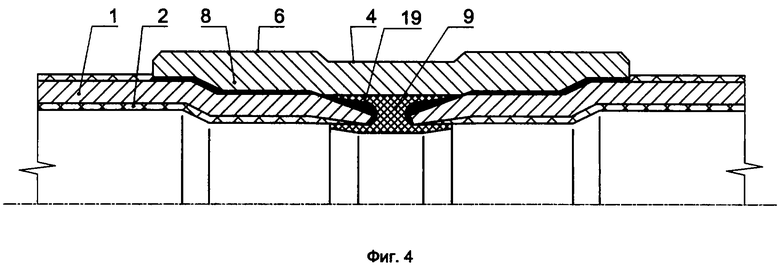
На фиг.4 - соединение трубы, полученное заявляемым способом, в продольном разрезе.
Способ осуществляют в следующей последовательности.
Сначала ведут подготовительные операции. Стальные трубы 1 с внутренним покрытием 2 (см. фиг. 1) подготавливают путем формирования концов в виде ниппеля 3, конец которого загибают под конус 4. При этом наклон конуса загиба не должен превышать 10o. Подготавливают также муфту 5 путем формирования ее концов в виде раструба 6 (см. фиг.2). На его концах выполняют лабиринтные проточки 7 для образования лабиринтного уплотнения 8 (см. фиг.4) и дополнительного повышения надежности соединения. Далее сопрягаемые поверхности соединения очищают от антикоррозионных покрытий, калибруют и обезжиривают с использованием известных технических средств. Затем в среднюю часть муфты с натягом устанавливают уплотнительное кольцо 9 из антикоррозионного материала с лабиринтными проточками 10 на торцах под загнутый конец ниппеля 3. В качестве такого материала для уплотнительного кольца можно использовать полиамид.
Перед началом запрессовки на ниппель 3 и в муфту наносят кольцевые валики 11 и 12 соответственно из герметизирующего твердеющего состава (см. фиг.1 и 2). В качестве такого состава могут быть использованы композиции, приготовленные на основе эпоксидной смолы.
После таких технологических операций ниппеля 3 разных труб запрессовывают в раструбы 6 муфты 5 (см. фиг.3 и 4), при этом усилия натяга должны быть рассчитаны с учетом поправки на срезание и сглаживание шероховатости поверхностей 13, 14 и 15 трубы уступами 16, 17 и 18 муфты. В процессе запрессовывания ниппеля герметизирующий валик 11 на ниппеле 3, встречая сопротивления внутренней поверхности раструба 6 уступа 17, надвигается на поверхность ниппеля, заполняя все имеющиеся там неровности, шероховатости по всей круговой поверхности под действием усилия натяга, при котором давление на герметизирующий состав повышается кратно и, следовательно, увеличивается глубина проникновения его в зазубрины и шероховатости, и по мере ввода ниппеля перемещается назад, т.е. в обратном направлении, попадая в лабиринтную проточку 7. При этом герметизирующий валик 12 одновременно перемещается в поступательном направлении во внутрь муфты и попадает в лабиринтную проточку 10 уплотнительного кольца 9 (см. фиг.3 и 4). Таким образом, образуются лабиринтные уплотнения 8 и 19 между ниппелем 3 и муфтой, загнутым концом ниппеля и уплотнительным кольцом соответственно (см. фиг.4), надежно герметизируя соединение.
Технико-экономическое преимущество предложения заключается в следующем.
Благодаря равномерному нанесению герметизирующего состава по всей круговой сопрягаемых поверхностей и образованию лабиринтных уплотнений обеспечивается надежная и качественная герметизация соединения, а ступенчатое запрессовывание обеспечивает повышение надежности соединения. При этом значительно упрощается технология соединения.
Источники информации
1. Патент РФ 2023931, М. кл. F 16 L 13/14, БИ 22, 1994 г.
2. Патент РФ 2016338, М. кл. F 16 L 13/14, БИ 13, 1994 г.
3. Патент РФ 2157480, М. кл. F 16 L 13/14, БИ 28, 2000 г.
4. Патент РФ 2137011, М. кл. F 16 L 13/10, БИ 25, 1999 г.
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 1998 |
|
RU2137011C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2132013C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ЗАЩИЩЕННОЙ ВНУТРЕННЕЙ ПОВЕРХНОСТЬЮ | 1997 |
|
RU2116549C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ С РАЗЛИЧНЫМИ КОЭФФИЦИЕНТАМИ ТЕПЛОВОГО РАСШИРЕНИЯ | 1997 |
|
RU2123622C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2000 |
|
RU2183536C2 |
| СПОСОБ НАНЕСЕНИЯ НА ТРУБУ ТЕРМОИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 1997 |
|
RU2136495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТМАССОВОЙ ТРУБЫ | 1997 |
|
RU2138723C1 |
| ВАРИАТОР СКОРОСТИ | 1998 |
|
RU2148748C1 |
| УЗЕЛ ПЕРЕХОДА ПЕРЕСЕКАЮЩЕГО МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА, РАСПОЛОЖЕННОГО НА ОДНОМ УРОВНЕ С ПЕРЕСЕКАЕМЫМ ТРУБОПРОВОДОМ | 1996 |
|
RU2137017C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКОГО ТРУБОПРОВОДА | 1996 |
|
RU2095473C1 |

Изобретение относится к строительству трубопроводов и может быть использовано в нефтедобывающей, химической, сантехнической и других отраслях промышленности. Способ муфтового соединения труб с внутренним покрытием включает формовку конца трубы в виде ниппеля, соединительного элемента в виде муфты с раструбами на концах и запрессовку ниппеля трубы в муфту после предварительного нанесения антикоррозионного покрытия и герметизирующего состава на внутреннюю поверхность. Перед запрессовкой ниппеля его конец загибают под конус, при этом конусность загиба выполняют не более 10o, а на концах раструбов муфты выполняют лабиринтные проточки и в среднюю часть муфты с натягом устанавливают кольцо с лабиринтными кольцевыми проточками на торцах под загнутый конец ниппеля, и на концевые участки ниппеля и муфты наносят герметизирующий твердеющий состав в виде кольцевых валиков. Обеспечивается надежная и качественная герметизация соединения и повышается его надежность, а также значительно упрощается технология соединения. 2 з.п. ф-лы, 4 ил.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 1998 |
|
RU2137011C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2023931C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157480C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАЗИ ДЛЯ ЛЕЧЕНИЯ РОЖИ | 2003 |
|
RU2266127C2 |
| Способ сборки термомеханических соединений трубопроводов | 1987 |
|
SU1492155A1 |
| Способ нанесения износостойкого покрытия на детали газотурбинной установки | 2023 |
|
RU2813538C1 |

