Изобретение относится к электротехнике, преимущественно к присоединению провода к источнику сварочного тока: выпрямителю, преобразователю, трансформатору, когда требуется выполнение надежного соединения высокоточного провода с минимальными затратами времени.
Для создания контакта сильноточного провода применяют винтовые, пружинные, эксцентриковые контактные устройства.
Наиболее распространенные винтовые - ненадежны, трудоемки; пружинные - достаточно габаритны и неэффективны при присоединении сильноточных проводов (1).
Наиболее близким к изобретению по технической сущности и достигаемому результату является электрический соединительный зажим, содержащий расположенные в корпусе подвижный и неподвижный контактные элементы, взаимодействующий с подвижным контактным элементом прижимной эксцентриковый ролик (2).
Недостатком этого зажима является зависимость контакта от состояния соприкасающихся поверхностей, необходимость наличия на присоединяемом проводе контактного наконечника, наличие компенсирующего эластичного элемента (пружинного или резинового).
Известно, что в практике проведения сварочных работ присоединение провода к источнику сварочного тока выполняется достаточно часто (не менее одного раза в смену); недостаточно надежно выполненное соединение влечет за собой нагрев, разрушение (выгорание) винтовых зажимов, элементов изоляции выводов сварочной машины.
Целью изобретения является повышение надежности электрического соединительного зажима для присоединения гибкого, многожильного провода к источнику сварочного тока, обеспечение универсальности, без применения контактных наконечников и компенсирующих эластичных элементов с минимальными затратами времени на монтаж-демонтаж.
Указанная цель достигается тем, что эксцентричный ролик устанавливается на втулке, служащей его осью, которая закреплена в стойках-проушинах корпуса болтом. Упомянутая втулка выполнена эксцентричной, расположена в фиксированном положении на стержне болта.
Предлагаемый зажим исключает заедание ролика, допускает регулировку зазора между контактными элементами, обеспечивает зажим-опрессовку жилы присоединяемого провода без применения контактного наконечника в широком диапазоне сечений и конструктивного исполнения жилы провода.
Очевидно сокращение операционного времени на обслуживание, отпадает необходимость в наконечнике.
Предлагаемый зажим может быть применен для присоединения проводов с жесткой жилой путем выполнения контактных элементов с соответствующими канавками, ручьями.
На фиг.1 изображен сборочный чертеж зажима.
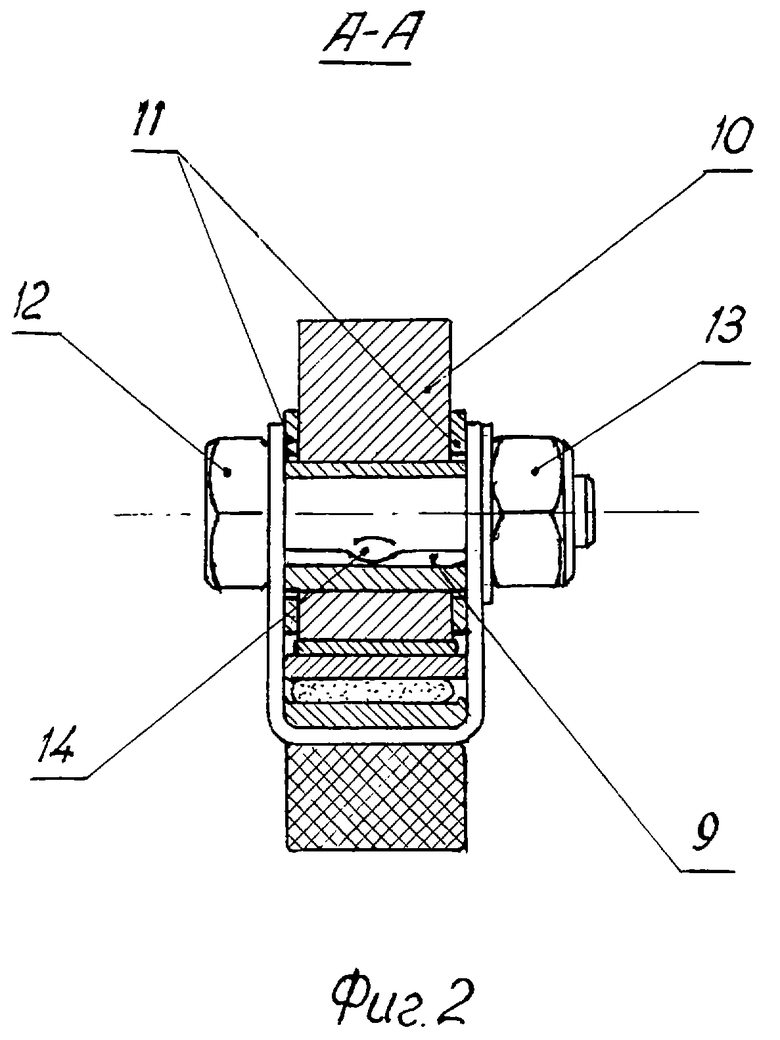
На фиг.2 - разрез по А-А.
На основании 1 зажима, в виде стальной полосы  образного сечения, расположены стойки-проушины 2; на внутренней поверхности основания 1, между стойками, расположена и закреплена с помощью, например, сварки предпочтительно медная шина - неподвижный контакт 3. Основание и шина имеют отверстие 4 для закрепления на выводе источника сварочного тока. Основание в зоне стоек оснащено упором 5 из изоляционного материала, создающим удобства при монтаже провода.
образного сечения, расположены стойки-проушины 2; на внутренней поверхности основания 1, между стойками, расположена и закреплена с помощью, например, сварки предпочтительно медная шина - неподвижный контакт 3. Основание и шина имеют отверстие 4 для закрепления на выводе источника сварочного тока. Основание в зоне стоек оснащено упором 5 из изоляционного материала, создающим удобства при монтаже провода.
Шина - неподвижный контакт 3 оснащена упорным элементом - выступом 6, фиксирующим установленный между стойками подвижный контакт 7, который может быть выполнен из стали, бронзы или, предпочтительно, из медной полосы, продублированной стальной накладкой 8 в зоне контакта с роликом, а сторона выступа 6, обращенная к ролику, выполнена с уклоном.
Выступающие из корпуса упомянутые медные элементы контактов выполнены с отогнутыми концами, образуя зев для удобства монтажа (фиг.1).
В стойках-проушинах установлена термообработанная втулка 9 с расположенным на последней термообработанным эксцентричным роликом 10 и шайбой 11.
Втулка 9 закреплена в стойках 2 болтом 12, шайбой и гайкой 13 и зафиксирована относительно стержня болта 12. Стержень болта выполнен с выступом 14, который располагается в соответствующем пазе втулки 9, соответствующим пазом оснащено отверстие стойки. На ролике 10 закреплена в резьбовом отверстии рукоятка управления 15, рукоятка покрыта изолирующим материалом - пластиковой трубкой или обрезинена (не показано).
Поверхность ролика, в зоне примыкания к минимальному эксцентриситету, имеет лыску - прямолинейный участок 16, а переходный участок от лыски к криволинейной поверхности, на гребне переходного радиуса, выполнен шероховатым, например имеет рифления или насечку (место А фиг.1).
На головке болта 12 нанесена риска-метка, соответствующими метками отмечена прилегающая стойка, для предварительной установки зазора между контактными элементами, соответственно сечению присоединяемого провода. Также меткой отмечено на ролике 10 взаиморасположение ролика и прижима (подвижного контакта) 7 при минимальном эксцентриситете, (максимальный эксцентриситет контролируется положением лыски и ее рифленой части) - (см. фиг.1).
Зажим в сборе установлен на вывод источника сварочного тока, закреплен гайкой с шайбами, при этом упор-изолятор 5 предпочтительно должен располагаться на корпусе источника, чем обеспечивается уменьшение нежелательных нагрузок на вывод его при монтаже провода.
Зажим закрывается фиксируемым на рукоятке управления резиновым кожухом, снабженным окном для контроля процесса зажима провода (визуальный контроль взаиморасположения меток - лыски на ролике и метки на стойке-проушине). Кожух выполнен гофрированным, обеспечивая необходимую деформацию при движении рукоятки. Рукоятка управления синхронно с зажатием провода закрывает корпус зажима защитным кожухом, а при разборке соединения открывает доступ к контактам.
Зажим действует следующим образом.
Рукоятка устанавливается в положение - открыто (метки на стойке и ролике). При отпущенной гайке болта 12 устанавливается необходимый зазор между контактами 3 и 7 путем вращения болта 12 соответственно меткам на стойке 2 и головке болта.
После закрепления положения втулки и ролика гайкой болта - 12 вращают ролик рукояткой 15 до совмещения плоскостей лыски 16 и подвижного контакта 7 (накладки 8) - контроль по меткам.
В открытый зев между контактными элементами вставляется жила провода до упора в элемент 6 неподвижного контакта.
Жила присоединяемого провода должна быть предварительно зачищена на длине 50-60 мм, предпочтительно залужена или плотно скручена и несколько деформирована в плоскую форму.
Движением рукоятки от источника (по стрелке) производится зажатие (опрессовка) жилы контактами воздействием ролика с контролем взаиморасположения лыски на ролике и метки на стойке; при этом, в начальный период, ролик рифленым участком продвигает подвижный элемент 7 до контакта с упорным выступом 6 неподвижного контакта 3; при дальнейшем вращении ролика подвижный контакт зажимает жилу, одновременно прижимаясь к упору 6, уменьшая переходное сопротивление соединения. Зажим закрывается кожухом, размещаясь отверстием последнего на приводной рукоятке.
Контроль за положением ролика, а следовательно, за надежностью соединения, сводится к наблюдению за взаиморасположением контрольных точек через окно в кожухе.
Демонтаж провода осуществляется движением рукоятки в направлении источника, т.е. в обратном направлении.
Источники
1. Веретенников И.С. Средства механизации сварочного производства. М., 1977, с. 24-25.
2. Авторское свидетельство 647781, кл. H 01 R 4/50, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический соединительный зажим | 1989 |
|
SU1654899A1 |
| ТРАНСПОРТНЫЙ КОМПЛЕКС ДЛЯ ВОДНОЙ СРЕДЫ | 2009 |
|
RU2401764C1 |
| СОЕДИНИТЕЛЬ | 1989 |
|
RU2011249C1 |
| Грузозахватное устройство | 1990 |
|
SU1745666A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СВАРОЧНОЙ ЦЕПЬЮ | 2003 |
|
RU2269399C2 |
| Сварочный зажим массы для сварки трубопроводов | 2023 |
|
RU2792500C1 |
| Установка для сварки листовых изделийдВОяКОВОгНуТОй КРиВизНы | 1978 |
|
SU837688A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| СПОСОБ НАТЯЖЕНИЯ РЕМНЯ ПРИВОДА МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ ДВИГАТЕЛЯ АВТОМОБИЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2619347C1 |
| БЛОЧНЫЙ ЛУК | 2012 |
|
RU2499969C1 |
Изобретение относится к электротехнике, в частности предназначено для присоединения провода к источнику сварочного тока. Зажатие, опрессовка жилы провода осуществляется воздействием эксцентрикового ролика на подвижный контакт. Эксцентриковый ролик установлен на втулке, закрепленной болтовым соединением в стойках-проушинах корпуса зажима. Втулка, служащая осью вращения ролика, выполнена, с целью регулировки зазора между контактами, эксцентричной и зафиксирована относительно стержня стяжного болта, при вращении которого происходит установка необходимого зазора между контактами, чем обеспечивается расширение диапазона сечений присоединяемого провода. 1 з.п.ф-лы, 2 ил.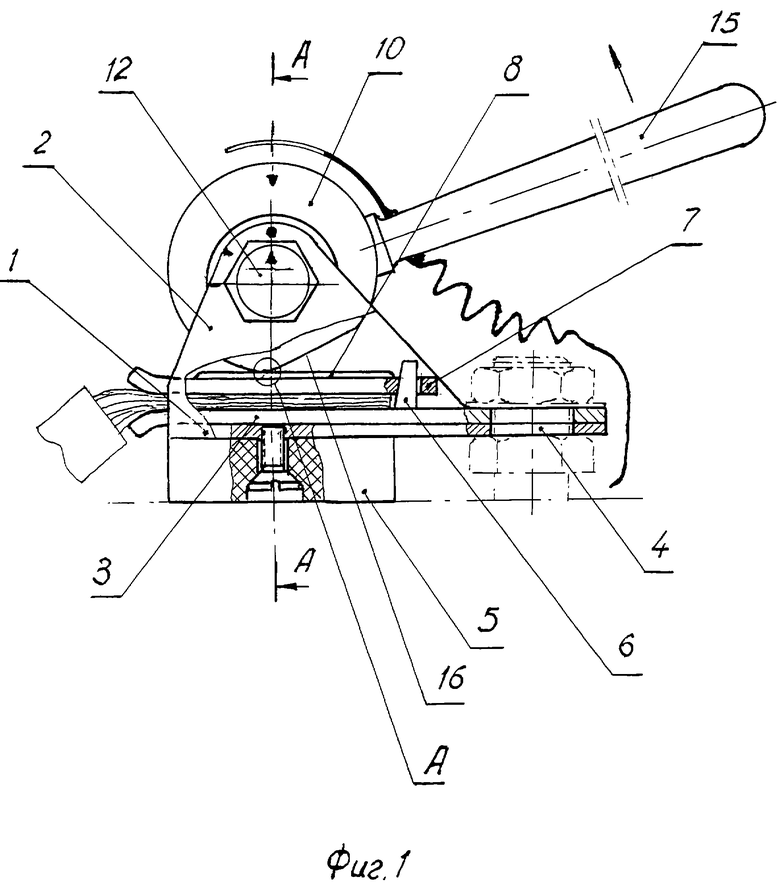
| RU 95120218 A, 20.12.1997 | |||
| БЕЗВИНТОВОЙ НАБОРНЫЙ ЗАЖИМ ДЛЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 1993 |
|
RU2106046C1 |
| Способ формирования субмикронного Т-образного затвора | 2019 |
|
RU2724354C1 |

