Изобретение относится к области строительства или ремонта трубопроводов и предназначено для соединения массы сварочного агрегата с трубой при проведении ремонта или монтажа магистральных, технологических и промысловых трубопроводов.
При сварке трубопроводов необходимо присоединять к трубе клемму массы. Клеммы массы бывают нескольких типов: зажим-прищепка, струбцина, магнитный зажим.
Зажим-прищепка применяется большинством электросварщиков, имеется возможность крепления на заготовки в широком диапазоне геометрических форм, быстрое присоединение и отсоединение, но отсутствует возможность присоединения к трубе большого диаметра. Применяемые скобы усложняют процесс выполнения сварочных работ на магистральном трубопроводе.
Струбцина представляет собой винтовой механизм. Преимущество струбцины в надежном креплении, хорошем контакте с заготовкой, но для труб большого диаметра конструкция получается громоздкой и тяжелой, а также будут потери времени на установку и снятие.
Магнитный зажим возможно закрепить на трубе, но есть недостатки: - ненадежность крепления из-за небольшой площади соприкосновения с трубой; - необходимость в периодической очистке; - размагничивание при перегреве. Магнитный зажим массы для сварочного аппарата перегревается при закреплении на грязную поверхность, в полевых условиях быстро выходит из строя. Большинство сварщиков приваривают клемму массы к трубе, но это нарушает требования нормативных документов, а также портит поверхность трубы.
Наиболее близким является устройство для заземления трубопровода, содержащее узел крепления на трубе, заземляющий провод, зажим заземляющего провода (патент RU № 44003, опубл. 10.02.2005). Узел крепления на трубе выполнен в виде хомута со стягивающими и упругими элементами, снабженного встроенной в хомут втулкой для размещения в ней контактного элемента в виде металлического стержня с заостренным концом и контактной площадкой в виде утолщения с шестигранными боковыми поверхностями для размещения на ней заземляющего провода и его зажима.
Недостаками устройства являются узкая область применения из-за возможности установки жесткого хомута узла крепления только на один типоразмер круглого в поперечном сечении трубопровода, сложность и длительность установки и разборки из-за необходимости закручивания или раскручивания соответственно винтов с двух сторон от трубопровода, а также возможность нарушения целостности стенок трубопровода из-за внедрение контактного элемента в материал трубы при небольшой площади контакта, что повышает сопротивление протекающего при сварке тока и, как следствие приводит к большим непроизводственным потерям электроэнергии.
Техническим результатом предложения является расширение функциональных возможностей за счет возможности фиксации на различных типоразмерах трубопровода с различным профилем в поперечном сечении, благодаря применению гибких звеньев цепи в качестве узла крепления, быстрой фиксации узла крепления и снятия его за счет применения быстросъемного соединения краев цепи, бережного отношения к поверхности стенок трубы и снижения сопротивления току при сварке для экономии электроэнергии за счет большой площади контакта с поверхностью трубопровода.
Технический результат достигается сварочным зажимом массы для сварки трубопроводов, содержащим узел крепления на трубе, заземляющий провод, зажим заземляющего провода.
Новым является то, что узел крепления изготовлен в виде гибкой цепи со звеньями, соединёнными поперечными осями, один конец цепи оснащен шарнирной рукояткой с крюком, выполненным с возможностью взаимодействия при охвате трубопровода с одной из осей цепи для плотного прилегания к поверхности трубопровода при повороте рукоятки, заземляющий провод присоединен зажимом к одному из звеньев цепи, звенья и оси цепи изготовлены из токопроводящего материала.
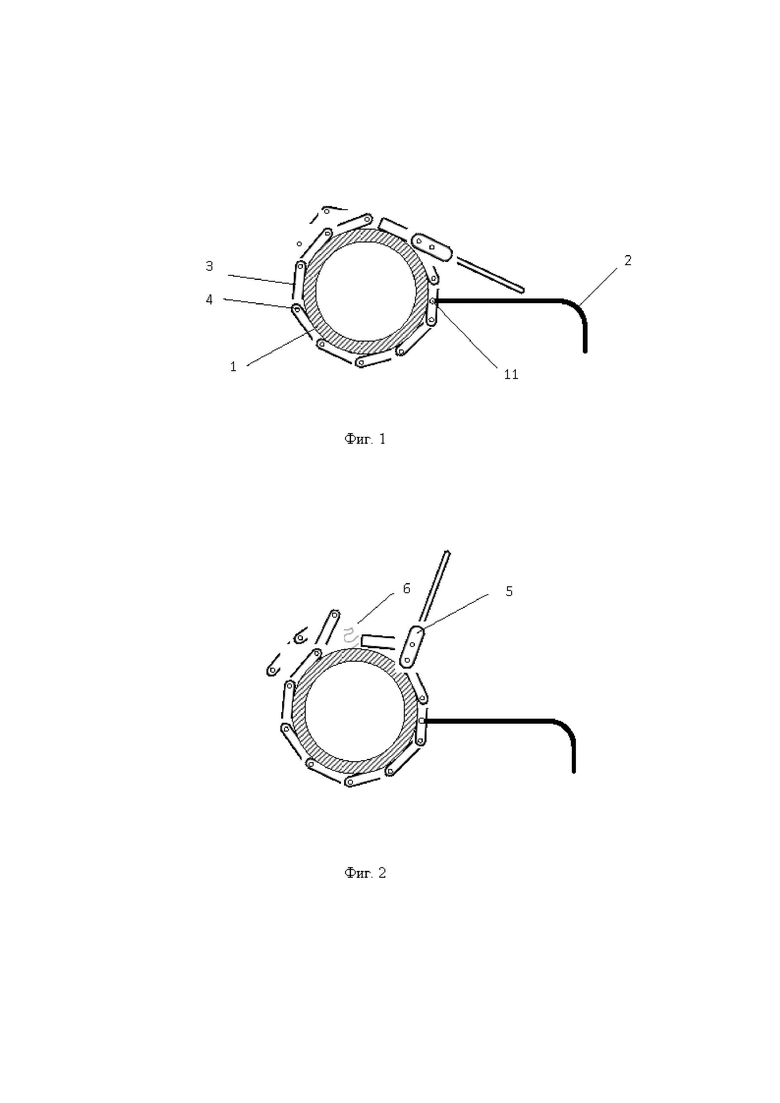
На фиг. 1 изображен сварочный зажим массы для сварки трубопроводов в собранном виде.
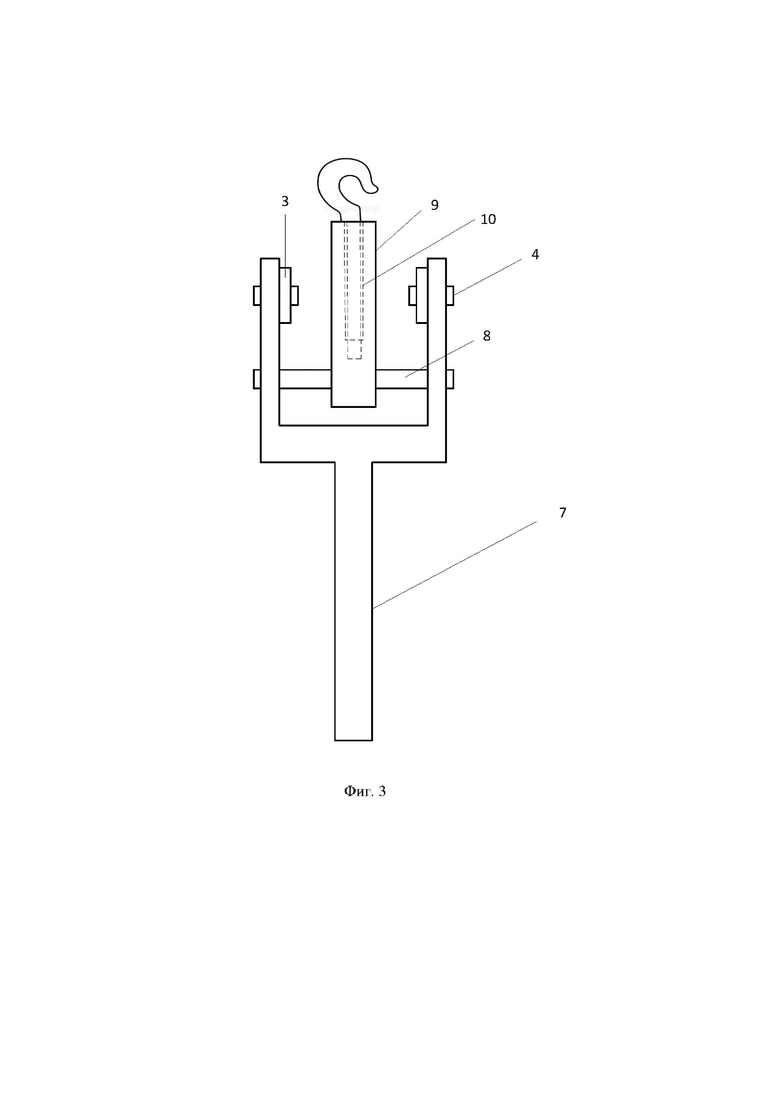
На фиг. 2 изображен сварочный зажим массы для сварки трубопроводов в разобранном виде.
На фиг. 3 изображена шарнирная рукоятка с крюком.
Сварочный зажим массы для сварки трубопроводов содержит узел крепления на трубе 1 (фиг. 1), заземляющий провод 2, зажим заземляющего провода. Узел крепления на трубе изготовлен в виде гибкой цепи со звеньями 3 (фиг. 1, 3), соединёнными поперечными осями 4 (фиг. 1, 3), например используют втулочную цепь, например с шагом цепи 25,4 мм, расстоянием между внутренними звеньями-пластинами 15,88 мм, диаметр оси-валика 7,92 мм, высота звена-пластины 24,2 мм. Длина цепи рассчитана на охват по окружности трубопровода с максимальным диаметром. Один конец цепи оснащен шарнирной рукояткой 5 (фиг. 2) с крюком 6 (фиг. 1, 2). Крюк выполнен с возможностью взаимодействия при охвате трубопровода с одной из осей цепи, в зависимости от диаметра трубопровода, для плотного прилегания к поверхности трубопровода при фиксации в рабочем положении шарнирной рукоятки. Шарнирная рукоятка имеет корпус 7 (фиг. 3) в виде вилки из стали 20, к которой с помощью втулки 8 шарнирно соединена трубка 9 с крюком 6 и шарнирно соединены пластины 3 звена цепи (фиг. 3). Крюк выполнен из стали 20 и имеет резьбовую часть 10. Выдвижение крюка регулируется за счет резьбового соединения с трубкой 9 (фиг. 3), что обеспечивает необходимый натяг крепления. Заземляющий провод 2 присоединен зажимом 8 (фиг. 1) к одному звену-пластине 3 цепи в виде болтового или заклепочного соединения. Звенья и оси цепи изготовлены из токопроводящего материала, например стали 50. Шарнирная рукоятка за счет эксцентричного расположения осей втулки трубки 8 и осей-втулок 4 соединения со звеньями-пластинами цепи при рабочем положении (фиг. 1) производит натяг крюка и фиксацию цепи на трубе, а при подъёме рукоятки (фиг. 2) происходит ослабление цепи для переустановки зажима массы.
Предложение позволяет расширить функциональные возможности за счет возможности фиксации на различных типоразмерах трубопровода с различным профилем в поперечном сечении, благодаря применению гибких звеньев цепи в качестве узла крепления, быстрой фиксации узла крепления и снятие его за счет применения быстросъемного регулируемого соединения концов цепи, бережного отношения к поверхности стенок трубопровода и снижению сопротивления току при сварки для экономии электроэнергии за счет большой площади контакта с поверхностью трубопровода.
Устройство работает следующим образом.
Сварочным зажимом массы для сварки охватывают трубопровод по наружной поверхности трубопровода 1 на расстоянии не менее 10 см от сварочного стыка. Место установки должно быть очищено от изоляции и загрязнений. При подъёме шарнирной рукоятки и взаимодействия при охвате трубопровода крюк накидывают и закрепляют на одной из поперечных осей 4 цепи, в зависимости от диаметра трубопровода 1. Натяг крепления и плотное прилегание к поверхности трубопровода 1 регулируют вращением крюка 6 и последующей фиксацией шарнирной рукоятки в рабочем положении.
За счет полного обхвата трубопровода увеличивается площадь электрического контакта, а эксцентриковое крепление с крюком позволяет оперативно устанавливать и снимать зажим. Выдвижение крюка регулируется за счет резьбового соединения с трубкой, что обеспечивает необходимый натяг крепления.
Предлагаемая конструкция позволяет производить сварку трубопроводов, не нарушая требования п.4.7 СНиП III-42-80, позволяет оперативно устанавливать и снимать зажим, что особенно востребовано при монтаже или ремонте трубопроводов, позволяет расширить функциональные возможности за счет возможности фиксации на различных типоразмерах трубопровода с различным профилем в поперечном сечении, благодаря применению гибких звеньев цепи в качестве узла крепления, быстрой фиксации узла крепления и снятие его за счет применения быстросъемного регулируемого соединения концов цепи, бережного отношения к поверхности стенок трубопровода и снижения сопротивления току при сварки для экономии электроэнергии за счет большой площади контакта с поверхностью трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| НАКИДНОЙ ТРУБНЫЙ ЦЕНТРАТОР | 1990 |
|
RU2016731C1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для центрирования труб при сварке | 1988 |
|
SU1743780A1 |
| Автомат для сварки неповоротных стыков труб | 1986 |
|
SU1412917A1 |
| УСТРОЙСТВО ЗАЗЕМЛЯЮЩЕЕ ПЕРЕНОСНОЕ | 2024 |
|
RU2839736C1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| МАШИНА ДЛЯ КИСЛОРОДНОЙ РЕЗКИ ТРУБ | 2002 |
|
RU2220033C1 |
| Сварочная головка для холодной стыковой сварки | 1986 |
|
SU1444111A1 |
| Устройство для монтажа раструбных трубопроводов | 1985 |
|
SU1300108A1 |
Изобретение относится к области строительства или ремонта трубопроводов и предназначено для соединения массы сварочного агрегата с трубой при проведении ремонта или монтажа магистральных, технологических и промысловых трубопроводов. Техническим результатом предложения является расширение функциональных возможностей за счет возможности фиксации на различных типоразмерах трубопровода с различным профилем в поперечном сечении, благодаря применению гибких звеньев цепи в качестве узла крепления, быстрой фиксации узла крепления и снятия его за счет применения быстросъемного соединения краев цепи, бережного отношения к поверхности стенок трубы и снижения сопротивления току при сварке для экономии электроэнергии за счет большой площади контакта с поверхностью трубопровода. Сварочный зажим массы для сварки трубопроводов содержит узел крепления на трубе, заземляющий провод, зажим заземляющего провода. Узел крепления изготовлен в виде гибкой цепи со звеньями, соединёнными поперечными осями. Один конец цепи оснащен шарнирной рукояткой с крюком, выполненным с возможностью взаимодействия при охвате трубопровода с одной из осей цепи для плотного прилегания к поверхности трубопровода при повороте рукоятки. Заземляющий провод присоединен зажимом к одному из звеньев цепи, звенья и оси цепи изготовлены из токопроводящего материала. 3 ил.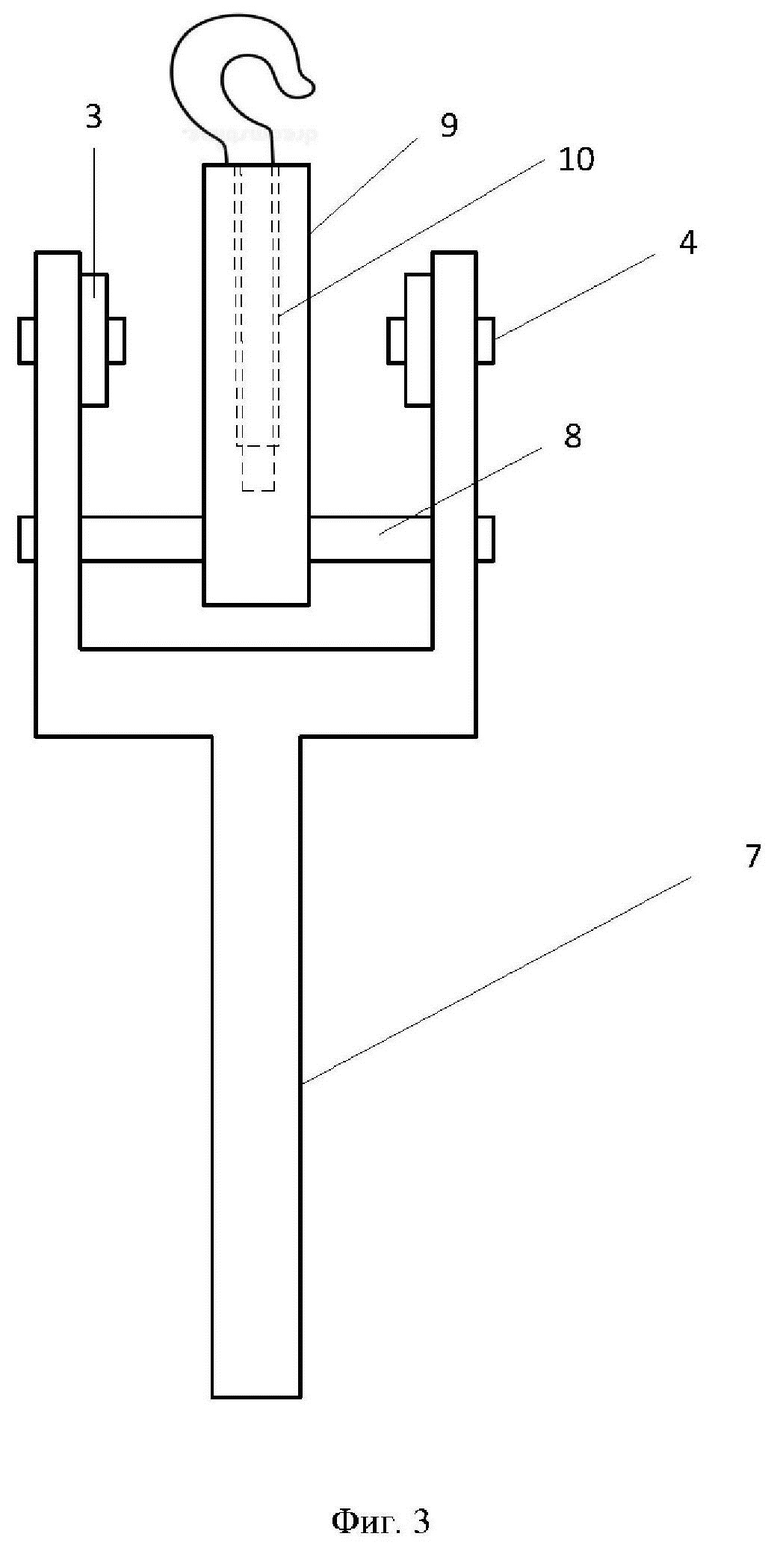
Сварочный зажим массы для сварки трубопроводов, включающий узел крепления на трубе, заземляющий провод, зажим заземляющего провода, отличающийся тем, что узел крепления изготовлен в виде гибкой цепи с звеньями, соединёнными поперечными осями, один конец цепи оснащен шарнирной рукояткой с крюком, выполненным с возможностью взаимодействия при охвате трубопровода с одной из осей цепи для плотного прилегания к поверхности трубопровода при повороте рукоятки, заземляющий провод присоединен зажимом к одному из звеньев цепи, звенья и оси цепи изготовлены из токопроводящего материала.
| Приспособление для прикрепления к кровати аппаратов для вытяжения конечностей | 1934 |
|
SU44003A1 |
| RU 2011129754 A, 27.01.2013 | |||
| СПОСОБ УСТАНОВКИ ПЕРЕНОСНОГО ЗАЗЕМЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469449C2 |
| CN 100511842 C, 08.07.2009 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

