Изобретение относится к производству абразивного инструмента, в частности к изготовлению абразивных кругов для силового обдирочного шлифования.
Известен способ изготовления абразивных кругов, выбранный в качестве прототипа (смотри патент РФ 2008185, кл. B 24 D 3/00, B 24 D 3/20, дата подачи заявки 29.01.92, дата публикации 28.02.94, патентообладатель: Челябинское абразивное производственное объединение).
Известный способ изготовления абразивных кругов, включает смешивание абразивных зерен со связкой, содержащей связующий компонент и наполнитель, прессование и термообработку. При этом абразивные зерна сначала увлажняют, а затем вводят материал, преимущественно поливинилбутироль, с помощью которого на абразивных зернах образуется оболочка. После чего последовательно вводят измельченные компоненты связки и получают абразивную смесь.
Способ изготовления абразивных кругов - прототип обладает рядом существенных недостатков.
В известном способе абразивные зерна сначала увлажняют, затем вводят связующий компонент, преимущественно поливинилбутироль, который прилипает к слою увлажнителя. После чего последовательно вводят измельченные компоненты связки, являющиеся наполнителями. При этом все компоненты связки представляют собой порошкообразные вещества различного удельного веса и дисперсности. Поскольку липкий слой увлажнителя абразивного зерна блокирован слоем связующего компонента, прилипание последующих компонентов связки к поверхности абразивного зерна не происходит, и эти компоненты располагаются в абразивной смеси в свободном состоянии. Для устранения вышеназванного недостатка необходимо длительное перемешивание смеси. Однако при длительном перемешивании смеси, содержащей крупнозернистые частицы абразива, происходит стирание с поверхности абразивных зерен слоя увлажнителя и связующего, представляющего собой "лоскутки", что приводит к неоднородности смеси, а это в свою очередь влияет на эксплуатационные показатели абразивного круга. Поскольку известно, что при приложении растягивающих напряжений, характерных для скоростного обдирочного круга, разрушение композиционного материала происходит в местах скопления неоднородностей. В связи с этим прочность связки уменьшается, при этом абразивные зерна выкрашиваются из круга, не износившись, что также приводит к снижению эксплуатационных показателей круга.
В известном способе порошкообразные компоненты связки используются в готовом виде, в результате транспортировки и хранения поверхность порошкообразных материалов активно взаимодействует с окружающей средой, адсорбируя активные компоненты атмосферы: пары воды, углекислый газ, кислород, азот. Вследствие чего значительно снижается физическая и химическая активность поверхностей всех порошкообразных компонентов связки, которая необходима для образования прочного композита. Кроме того, поскольку абразивный круг подвергается нагреву при прессовании и термообработке, адсорбированный жидкий компонент, испаряясь при нагреве, образует пустоты и поры, что значительно снижает прочность связки.
К недостаткам известного способа изготовления абразивных кругов относятся длительность и трудоемкость технологического цикла вследствие усложнения технологии получения абразивной смеси, длительности процесса прессования и термообработки.
Задачей настоящего изобретения является устранение указанных недостатков, то есть:
- обеспечение высоких эксплуатационных показателей абразивных кругов;
- снижение себестоимости за счет сокращения времени технологического процесса.
Указанная задача решается за счет того, что в известном способе изготовления абразивных кругов, включающем смешивание увлаженных абразивных зерен со связкой, содержащей связующий компонент и наполнитель, прессование и термообработку, согласно изобретению компоненты связки смешивают между собой и одновременно измельчают до получения однородного мелкодисперсного порошка с размером частиц не более 40 мкм, а затем свежеприготовленную связку смешивают с увлажненными абразивными зернами для получения абразивной смеси, при этом в связку дополнительно вводят катализатор в количестве 0,5-10% от связующего компонента, содержащегося в связке.
Кроме того, указанная задача решается за счет того, что в способе изготовления абразивных кругов, согласно изобретению, в качестве катализатора берут конденсат паров Аl2О3 и ZrO2, а в качестве связующего компонента - фенолформальдегидную смолу.
Известно, что связка, представляющая собой композит, должна выполнят несколько функций. Прежде всего она должна обеспечивать прочность круга и удержание в круге абразивного зерна, испытывающего высокие динамические и ударные нагрузки, и при этом она должна своевременно разрушаться по мере износа зерна, с тем чтобы обнажать последующие абразивные зерна.
Экспериментально установлено, что для обеспечения прочности связки она должна иметь однородную мелкодисперсную структуру, содержащую минимум пустот и внутренних напряжений. При этом компоненты должны иметь максимально прочное сцепление со связующим компонентом.
Известно, что наиболее активное взаимодействие поверхностей твердых порошкообразных компонентов происходит тогда, когда взаимодействуют только что образовавшиеся (ювенильные) поверхности с ненасыщенными химическими и физическими связями, так как они еще не адсорбировали из окружающей среды активные компоненты атмосферы: пары воды, углекислый газ, кислород, азот.
В процессе изготовления абразивный круг подвергается прессованию при температурах поликонденсации связующих компонентов 150-170oС с последующей термообработкой для получения высокопрочного полимера - бакелита.
Процесс поликонденсации сопровождается выделением паров, адсорбированных компонентами связки веществ, при этом процесс выделения газа происходит в замкнутой пресс-форме, в теле практически беспористого круга, то есть когда процесс газовыделения блокирован. Поэтому этот процесс необходимо нейтрализовать за счет процесса газопоглащения, который протекает на поверхности твердых веществ, при этом активность процесса зависит от того, насколько развита и активна поверхность твердых веществ. Известна зависимость, что чем удельная поверхность больше и активнее, тем активнее протекает процесс газопоглащения. При этом на активность поверхности влияет как дисперсное состояние поглотителей, так и время приготовления смеси компонентов связки. Экспериментально установлено, что если поглотители находились в мелкодисперсном состоянии (не более 40 мкм) и были свежеприготовлены, то есть имели свежеприготовленную (ювенильную) поверхность, то процесс газопоглащения протекал активнее.
В процессе шлифования необходимо обеспечить своевременное удаление связки и предотвращение налипания стружки на круг. Это достигается тем, что эндотермически диссоциирующие компоненты (полихлорвинилы), содержащиеся в связке, под воздействием кратковременного нагрева, происходящего в точке контакта круга с поверхностью металла, разлагаются, выделяя соединения серы, фтора, хлора и т.д. Разложившиеся частицы ослабляют тонкий слой связки, связка разрушается, обнажая режущие (абразивные) зерна. При этом выделившиеся газы образуют на поверхности шлифуемой заготовки и снятой стружки соединения, которые снижают трение между металлом и абразивом и предотвращают налипание стружки на круг. Экспериментально установлено, что в процессе шлифования до температуры, необходимой для разложения вышеприведенных компонентов, нагреваемый слой связки не должен превышать 40-60 мкм. Поэтому эндотермически диссоциирующие компоненты связки должны иметь размеры частиц, которые не превышают толщину нагреваемого слоя.
Для обеспечения надежного контакта абразивных зерен с компонентами связки поверхность зерна увлажняют. Процесс взаимодействия увлажнителей со связующим компонентом протекает длительное время. Например, выдержка круга в нагреваемой пресс-форме протекает около 60 мин, а выдержка кругов в бакелизаторе 50-60 часов в зависимости от размеров круга. Опытным путем было установлено, что процесс бакелизации можно ускорить за счет введения в состав абразивной смеси катализаторов. В качестве катализатора в предлагаемом техническом решении применяют конденсат паров оксидов циркониевого электрокорунда, полученный в результате плавлении корунда в электропечи, и который образуется при испарении оксидов в зоне плавящей электрической дуги. Предлагаемый катализатор состоит из ренгеноаморфных частиц, которые обладают высокой химической и физической активностью. При этом поверхность катализатора мелкодисперсна, а удельная поверхность составляет не более 150 м2/г. Добавление конденсата паров оксидов корунда в связку в количестве от 0,5 до 10% от содержания связующего компонента позволило сократить на 45-50% выдержку кругов в пресс-форме и на 50% в бакелизаторе.
Проведенные патентные исследования показали, что заявляемое техническое решение является новым и имеет изобретательский уровень. Заявляемое техническое решение может быть использовано в промышленности, следовательно, оно является промышленно применимым.
Пример конкретного выполнения способа
Абразивную смесь приготавливали в следующей последовательности.
В шаровую мельницу периодического действия загружали фенолформальдегидную смолу (размер частиц: длина до 100 мм, ширина 20 мм, толщина 2-3 мм), известь (размер частиц 1-30 мм), пирит (размер частиц до 1 мм), криолит (крупностью 20-100 мкм), конденсат паров оксидов Аl2О3 и ZrO2. Компоненты смешивали и одновременно измельчали в течение 30 минут. В результате был получен однородный мелкодисперсный порошок в количестве 100 кг с размером всех частиц не более 40 мкм.
Весовое соотношение компонентов связки, кг:
Фенолформальдегидная смола - 34
Известь - 6,5
Пирит - 25
Криолит - 34
Конденсат паров оксидов Аl2О3 и ZrO2 - 0,5
Свежеприготовленную связку смешивают с абразивньм зерном циркониевого электрокорунда, увлажненным фурфуроловым спиртом, получая при этом абразивную смесь. Время смешивания 8 минут. Затем смесь увлажняют антраценовым маслом.
Соотношение компонентов абразивной смеси для прессования составляет:
Абразивное зерно с размером частиц 2,0-2,5 мм - 100 кг
Фурфуроловый спирт - 400 мл
Связка - 35 кг
Из готовой абразивной смеси (по традиционной технологии) при температуре 170oС производили горячее прессование в нагреваемой пресс-форме в течение 35 минут, а затем заготовки кругов подвергали окончательной термической обработке при температуре 185oС в течение 28 часов.
Были проведены промышленные испытания по обдирке блюмов углеродистых сталей ШХ-15,60С2А, АС14.
Станок модель А1007И, мощность двигателя - 55 кВт, усилие прижима круга 600 кгс, скорость шлифования начальная 60 м/с, скорость подачи заготовки 12-16 м/мин.
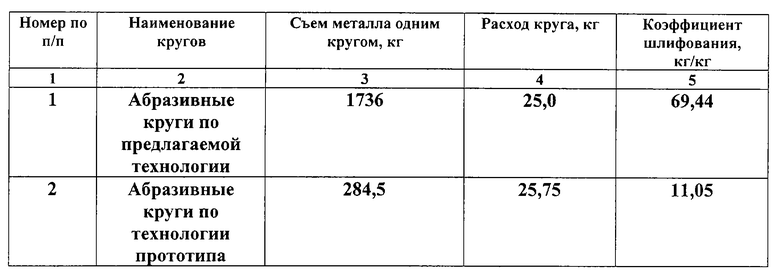
Испытанию были подвергнуты абразивные круги - 9 шт. по технологии прототипа и абразивные круги - 24 шт. по предлагаемой технологии (размер круга: D х d х Н=500 мм х 203 мм х 65 мм).
Результаты испытаний приведены в таблице.
Таким образом, использование свежеприготовленной связки в виде однородной смеси компонентов, имеющих свежеприготовленную (ювенильную) поверхность, а также применение мелкодисперсного катализатора позволили повысить эксплуатационные показатели обдирочных кругов в 6,1 раз и сократить длительность процесса прессования и термообработки на 40%. Кроме того, за счет упрощения технологического процесса были снижены энергозатраты, что привело к снижению себестоимости абразивных кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2004 |
|
RU2272704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 1992 |
|
RU2008185C1 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ЗЕРЕН И КРИСТАЛЛИЗАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2001 |
|
RU2199506C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2433032C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2157750C2 |
| СПОСОБ РЕГЕНЕРАЦИИ АБРАЗИВНОГО МАТЕРИАЛА | 2005 |
|
RU2307020C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА И КРИСТАЛЛИЗАТОР | 2008 |
|
RU2425008C2 |
| АБРАЗИВНАЯ МАССА | 2016 |
|
RU2634564C2 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1093524A1 |
Изобретение относится к производству абразивных инструментов, в частности к изготовлению абразивных кругов для силового обдирочного шлифования. Для получения абразивной смеси используют свежеприготовленную связку. Она включает связующий компонент, наполнитель и катализатор в количестве 0,1-10% от количества связующего компонента. Все компоненты связки предварительно смешивают между собой и одновременно измельчают до получения однородного мелкодисперсного порошка с размером частиц не более 40 мкм. После чего связку смешивают с увлажненными абразивными зернами и осуществляют прессование и термообработку. Такие действия обеспечивают высокие эксплуатационные показатели абразивных кругов и сокращают длительность операций прессования и термообработки. 1 з.п.ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 1992 |
|
RU2008185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОЗЕРНИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 0 |
|
SU182010A1 |
| Способ изготовления алмазного инструмента | 1988 |
|
SU1533834A1 |
| ЗАЩИТНАЯ СИСТЕМА СПОРТСМЕНА | 2012 |
|
RU2486851C1 |

