Изобретение относится к производству высокопрочного износостойкого абразивного материала циркониевого электрокорунда, применяемого при интенсивных методах обработки материалов.
В основе прочности материала заложено свойство оксидов алюминия и циркония не вступать в химическое взаимодействие и не образовывать твердых растворов. Расплавленная смесь этих оксидов, будучи быстро охлажденной, образует материал с мелкодисперсной кристаллической структурой, сложенной из твердых кристаллов корунда и относительно мягких кристаллов оксида циркония (бадделеита). Подобная композиция оксидов придает материалу высокие износостойкость и сопротивление ударным динамическим нагрузкам.
Для быстрого охлаждения расплава указанной смеси оксидов расплав приходится охлаждать в тонком слое. Это обусловлено высоким уровнем теплоты кристаллизации применяемых оксидов и низкой теплопроводностью затвердевшего материала (см. Физические величины. Справочник. М., Энергоатомиздат, 1991 г., стр.291, 296, 358). В большинстве патентов расплав охлаждают в щелях, образованных между массивными металлическими пластинами (см., например, патент Канады №10628889, заявлено 14.10.1975, приоритет США от 08.11.74, опубликовано 25.09.1975, патент РФ №2138464, приоритет Германии №4306966 от 05.03.1993, опубликовано 29.09.1999, патент РФ №2110502, приоритет Германии №4306965.7 от 05.03.1993, опубликован 10.05.1998, патент США №4070796, заявлено 27.12.1971, опубликовано 31.01.1978).
Затвердевание (кристаллизация) расплава, учитывая его интенсивное охлаждение, происходит в интервале температур 1800°С - 1900°С (см. Зубов А.С., Гладков В.Е., Фотиев А.А. и др. Влияние различных модификаций ZrO2 на физико-механические свойства циркониевого электрокорунда. «Неорганические материалы», том 21, №4, 1985 г., с.616-619). В равновесных условиях ZrO2 при охлаждении до 1200°С претерпевает фазовое превращение тетрагональная - моноклинная - модификация с увеличением объема до 7%. Поскольку формирование циркониевого электрокорунда происходит в условиях активного охлаждения далеких от равновесных, фазовое превращение происходит в интервале температур 1200°С - 600°С, когда материал уже затвердел. Если позволить реализацию фазового превращения в полном объеме, то расширяющаяся ZrO2 г разрушит материал, если же «заморозить» полностью высокотемпературную тетрагональную модификацию ZrO2 до комнатной температуры, то в материале остаются внутренние напряжения, близкие к пределу его прочности, и приложение внешних усилий в процессе шлифования приведет к раскалыванию абразивного зерна.
Установлено, что к факторам, тормозящим полиморфное превращение ZrO2 в электрокорунде, относятся отклонение ZrO2 от стехиометрического состава, высокий уровень внутренних напряжений в материале, сформированном в условиях больших градиентов температур как в процессе кристаллизации, так и при охлаждении отливки.
Количественное соотношение влияния различных факторов на фазовое превращение установить в промышленных условиях трудно из-за одновременности их действия и отсутствия надежных методик определения нестехиометрии, фазового состава и уровня внутренних напряжений.
При плавке в электропечи с углесодержащими электродами расплавы оксидов всегда получают с дефицитом ионов кислорода. Дефицит может быть увеличен добавками в расплав различного рода восстановителей.
Необходимость получения мелкодисперсной структуры материала обуславливает кристаллизацию расплава в узких щелях между холодными пластинами. При этом существует мало возможностей для управления качеством материала. Режим охлаждения затвердевающего материала влияет на скорость и полноту фазового превращения ZrO2T в ZrO2M, а также на развитие термических напряжений в затвердевшем материале.
В упомянутых выше патентах затвердевший материал извлекают из кристаллизатора после минимальных выдержек, не более нескольких минут, после чего полученные плитки циркониевого электрокорунда свободно с большой скоростью охлаждаются на воздухе. При этом «замораживаются» высокотемпературные модификации ZrO2T, возникают термические напряжения. Материал легко дробится до размеров шлифзерна, но в зернах абразива сохраняется высокий уровень напряжений, способствующих разрушению зерна при работе шлифования.
По патенту РФ №2199506 способ получения циркониевого электрокорунда включает плавление смеси оксидов алюминия и циркония с получением расплава с дефицитом кислорода относительно стехиометрического состава, разливку расплава в рабочее пространство между плитами кристаллизатора, соединенными стяжками, сжимающими пакет плит за счет гравитации, охлаждение расплава и его кристаллизация вместе с плитами, снятие гравитационного сжатия, извлечение полученного материала, при этом совместное охлаждение закристаллизовавшегося расплава и плит кристаллизатора производят до момента, когда температура пластин, полученных из расплава, и температура поверхности плит выравнивается (RU 2199506 С1, кл. С04В 35, 119, опубликован 27.02.2003). При этом охлаждение циркониевого электрокорунда, затвердевшего в промежутках (щелях) между плитами, производят совместно с плитами до температуры 100°С. В интервале температур фазового превращения ZrO2T→ZrO2M 1200°С ÷ 600°С материал находится в течение 2±0,3 часа. За это время ZrO2T превращается в ZrO2M более чем на 50%, в материале возникают в микрообъемах, сравнимых с размерами кристаллитов (Al2O3 и ZrO2 имеют размеры в пределах 5-30 мкм), напряжения, которые приводят к активному шелушению материала в шлифзерне во время шлифования и повышенному износу инструмента. Таким образом, недостатком способа-прототипа является низкое качество шлифзерна, получаемого из циркониевого электрокорунда, обусловленное повышенным внутренним напряжением.
Наиболее близким аналогом заявляемого устройства для осуществления способа является кристаллизатор, содержащий секции плит, состоящие из крайних плит и находящихся между ними рабочих плит, причем между рабочими плитами образовано рабочее щелевое пространство для размещения расплава, а верхние части плит выполнены в виде клина с углом при вершине в пределах 40-60°, при этом крайние плиты содержат цапфы для соединения с четырехшарнирными стяжками, среднее звено которых снабжено грузозахватным приспособлением, а нижняя часть этого звена имеет опорную площадку для взаимодействия с дополнительной опорной стойкой. К верхней части крайних плит прикреплены кронштейны для взаимодействия с боковыми продольными опорами, толщина кронштейнов меньше толщины плит, а кристаллизатор дополнительно снабжен эластичными тросами для подъема (RU 2199506 С1, кл. С04В 35, 119, опубликован 27.02.2003).
Металл плит, контактирующих с расплавом, находясь в почти пластическом состоянии, претерпевает термическое расширение, размер пакета увеличивается, использованные в прототипе практически недеформируемые стяжки с жесткими стальными стержневыми тягами увеличивают усилие сжатия стальных плит, плиты пластически деформируются, изменяя форму и положение. Пластины уменьшаются по толщине на 20-30% и меняют прямоугольную форму на форму овала. Кронштейны плит меняют положение в пространстве, а поскольку плиты деформируются неодинаково, то при разборке и сборке плиты пакета занимают произвольное положение, что не позволяет обеспечить нормальное положение плит в пакете, рабочее пространство (щель) между пластинами получается меньших размеров, негерметичной, при заливке расплав частично свободно вытекает из щелей, что снижает эффективность операции. При разгрузке пакета и подъеме его эластичными тросами отдельные участки троса испытывают повышенные усилия, пакет не раскрывается, трос получает вмятины и быстро выходит из строя. Разборку при разгрузке пакета приходится производить вручную.
Выявлен еще один недостаток устройства-прототипа. Вход в рабочую щель кристаллизатора-прототипа образован двумя скосами на верхних торцах плит. При заполнении кристаллизатор, установленный на тележке, протягивают специальной лебедкой под струей расплава из летки печи. Струя расплава скользит по одному скосу и под углом, близким к 90°, ударяется о другой скос. Образуются брызги и расплав, меняя направление движения, теряет скорость движения вниз, в щель. Замедляется скорость заполнения щели расплавом, снижается степень заполнения щели. Даже небольшие задержки движения расплава с температурой, близкой к 2000°С, живучесть которого составляет время порядка 3-4 секунд, существенно снижает его жидкотекучесть и способность заполнять щелевые пространства. Расплав затвердевает на входных поверхностях щелей. На верхней, заливочной, поверхности пакета пластин образуется толстый 15-30 мм слой корунда, как правило, пористого, не пригодного для получения качественного шлифовального зерна (скрап). Этот скрап при разгрузке секций пластин вручную удаляют и направляют на переплав. Увеличивается трудоемкость процесса, снижаются технико-экономические показатели производства. Масса скрапа составляет 15-20% от веса расплава, выпущенного из печи за плавку.
Задачей настоящего изобретения является повышение качества шлифовального зерна из циркониевого электрокорунда, повышение срока службы кристаллизатора и эффективности его работы, снижение трудоемкости технологии и себестоимости продукта.
Указанная задача решается за счет того, что в известном способе получения циркониевого электрокорунда, включающем плавление смеси оксидов алюминия и циркония с получением расплава с дефицитом кислорода относительно стехиометрического состава, разливку расплава в рабочее пространство между плитами кристаллизатора, соединенными стяжками, сжимающими пакет за счет сил гравитации, охлаждение расплава и его кристаллизацию вместе с плитами до температуры 600-700°С в течение 10-20 минут, что обеспечивает выравнивание температур пластин, полученных из расплава, и поверхности плит, снятие гравитационного сжатия, извлечение полученного материала из кристаллизатора и последующее охлаждение полученного материала на воздухе отдельно от плит кристаллизатора.
Указанная задача решается также за счет того, что в кристаллизаторе, включающем секции плит, состоящих из крайних плит и находящихся между ними рабочих плит, между рабочими плитами образовано щелевое пространство для размещения расплава, а верхние части плит выполнены в виде одностороннего клина, с углом при вершине клина 30°, при этом крайние плиты содержат цапфы для соединения со стяжками-цепями, которые имеют кольца, устанавливающиеся на верхние концы опорных стоек, так что секции плит подвешены на опорных стойках с возможностью гравитационного сжатия секций плит за счет натягивая стяжки-цепи и сжатия крайними плитами рабочих плит.
При совместном охлаждении закристаллизовавшегося расплава и плит кристаллизатора до выравнивания температур полученных пластин и поверхности плит в условиях гравитационного сжатия плит между собой при температуре 1200°С - 600°С происходит частичное превращение ZrO2T→ZrO2M с увеличением объема ZrO2. Однако возникающие в материале напряжения благодаря относительно высокой температуре и весьма развитой поверхности мелкодисперсных кристаллитов Al2O3 и ZrO2, слагающих материал, релаксируют. Получаемый при комнатной температуре мелкокристаллический материал характеризуется минимальными внутренними напряжениями.
При совместном охлаждении закристаллизовавшегося расплава и плит кристаллизатора до выравнивания температур полученных пластин и поверхности плит, то есть до температуры порядка 700°С - 600°С, что значительно больше, чем предусмотренные в прототипе 100°С, плиты находятся при высокой температуре ограниченное время (порядка 10-20 минут). За это время не происходит существенных деформаций как самих плит, так и получаемых пластин. В результате плиты служат дольше. Между плитами не образуется щелей, то есть предотвращается вытекание расплава, а следовательно, снижается себестоимость получаемого материала.
Использование для подвески пакета плит (секции) кристаллизатора вместо жестких стержневых стяжек более упругих стяжек из цепи, длина которых при нагреве может несколько увеличиваться за счет упругих деформаций звеньев цепи, позволяет предотвратить излишнее увеличение усилия сжатия, снизить деформацию плит и всего пакета плит. Это также удлиняет срок службы пакета плит.
Выполнение одностороннего скоса на верхней заходной части плит с углом при вершине 30° облегчает затекание расплава в щели между плитами. Струя расплава, попадая в приемное пространство, скользит по стенкам этого пространства или «разрезается» острием верхней части плит с направлением полученных потоков в смежные щели. Поток расплава испытывает минимальное гидравлическое сопротивление. Рабочее пространство между плитами заполняется быстро и в максимальном объеме, скорость заливки кристаллизатора увеличивается на 10-15%, количество скрапа уменьшается. Это обеспечивает снижение трудоемкости технологии и себестоимости продукта.
Таким образом, использование заявленной совокупности признаков обеспечивает:
- повышение качества получаемого циркониевого электрокорунда;
- ускорение процесса охлаждения, повышение производительности;
- снижение перегрева плит, следствием чего является повышение срока их службы;
- уменьшение потерь получаемого материала на разбрызгивание и др.
Таким образом, обеспечено достижение заявленного технического результата.
Проведенные патентные исследования показали, что заявляемые технические решения соответствуют критериям охраноспособности изобретения: «новизна», «изобретательский уровень». Эти решения также соответствуют критерию «промышленная применимость».
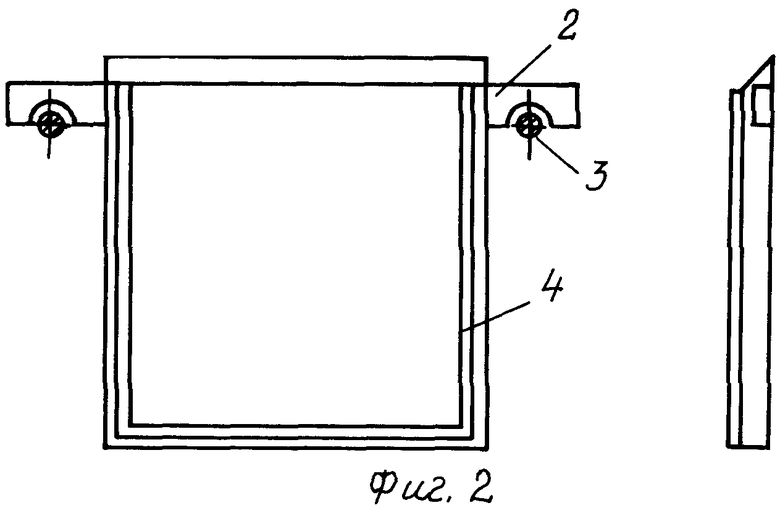
Сущность предлагаемых технических решений поясняется чертежами, где на фиг.1 представлен внешний вид нескольких последовательно установленных на опорные стойки тележки секций (пакетов) плит, соединенных цепями (стяжками), на фиг.2 - плита с кронштейнами.
Кристаллизатор включает секции плит 1, выполненных из листовой стали, Каждая плита 1 в плане имеет прямоугольную форму. Верхняя часть плит 1 выполнена в виде одностороннего клина с углом при вершине 30°. К верхней части плиты приварены кронштейны 2, снабженные полукруглыми выемками (вырезами) для установки на боковые продольные трубчатые опоры 3. Толщина пластин кронштейнов 2 меньше толщины плит 1 на 10-30%.
По боковым и нижней стороне периметра каждой плиты 1 с каждой стороны приварены стальные прокладки 4. Толщина прокладок 4 определяет толщину получаемой пластины электрокорунда. Прокладки 4 смежных плит 1, примыкая друг к другу, образуют лабиринтное соединение, предотвращающее вытекание расплава из образующегося между смежными плитами 1 рабочего пространства (щели), а также препятствующее проникновению воздуха к расплаву.
Сборка кристаллизатора осуществляется следующим образом. На две продольные трубчатые опоры (направляющие) 3 последовательно устанавливают плиты 1. Крайние плиты 1 в каждой секции соединяют цепями-стяжками 5, захваты которых надевают на противоположные цапфы 6. Затем подготовленную секцию посредством чалки поднимают краном за кольца 9 цепей-стяжек и устанавливают на опорные стойки 7 разливочной тележки 8 таким образом, что цепь-стяжка 5 опирается на верхние концы опорных стоек 7. Цепь натягивается, крайние плиты 1 сжимают находящиеся между ними рабочие плиты 1, и секция плит повисает на стойках 7, не опираясь на платформу разливочной тележки 8. Плиты в секции удерживаются только силами трения, возникающими под воздействием сжимающего усилия, развиваемого цепями 5. Чем больше масса секции плит 1, тем больше гравитационное сжатие.
Заявляемый способ осуществляется следующим образом. Подготовленная разливочная тележка 8 с секциями плит 1 подкатывается под летку печи. Печь наклоняют, поддерживая равномерную по времени струю расплава. Перемещая тележку 8 под струей, последовательно заполняют рабочие щелевые пространства между плитами 1.
Заполненные расплавом секции кристаллизатора охлаждают до момента выравнивания температур закристаллизовавшегося материала в щелях кристаллизатора и поверхностей плит 1. Как показала практика, это происходит в течение 10-20 минут, при этом температура составляет примерно 700°С - 600°С.
Затем секции кристаллизатора за кольца 9 цепей-стяжек поднимают краном, устанавливают на стенд разгрузки, оборудованный вибратором, где с них снимают стяжки 5. Пластины циркониевого электрокорунда выпадают из раскрывшихся щелей между плитами 1 в приемную тару и отправляются на доохлаждение. Охлажденный электрокорунд далее отправляется на дробление.
Пример конкретного выполнения способа
В разогретую электроплавильную печь мощностью 1250 кВА загружают 1100 кг шихты, состоящей из следующих материалов:
- 50 кг скрапа циркониевого электрокорунда от предыдущей плавки;
- 250 кг возвратов циркониевого электрокорунда из схемы дробления и рассева мелких неликвидных фракций;
- 220 кг бадделеита;
- 680 кг глинозема.
Загруженную шихту расплавляют, наклоняя ванну печи и перемещая под леткой кристаллизатор, состоящий из шести секций плит, висящих на цепных стяжках 5 и сжатых усилием собственного веса, заливают расплав в течение 2,5 минут в рабочие щели между плитами.
Время кристаллизации расплава в каждой щели составляет 5-8 сек, температура конца кристаллизации примерно 1910°С.
Через 10-20 минут температура затвердевших пластин циркониевого электрокорунда и поверхности металлических пластин секций кристаллизатора сравнивается на уровне 600-700°С и начинается их совместное охлаждение.
После выравнивания температур (через 10-20 минут после разливки или при температуре закристаллизовавшегося материала и поверхности плит в диапазоне 600-700°С) секции кристаллизатора поднимают краном за грузовые проушины цепных стяжек 5 и устанавливают на стенд разгрузки, при этом плиты кристаллизатора опираются боковыми кронштейнами 2 на два горизонтальных параллельных стержня 3. Затем секции избавляют от цепных стяжек 5. Включают вибропривод, пластины циркониевого электрокорунда выпадают из щелей в приемную тару. Из тары пластины высыпают через решетку с ячейкой 150×150 мм в бункер-накопитель. В процессе транспортировки и пересылки пластины циркониевого электрокорунда активно охлаждаются, что предотвращает чрезмерное протекание фазового превращения ZrO2T→ZrO2M. В материале не возникают чрезмерные внутренние напряжения. Динамическая прочность шлифзерна из частиц размерами примерно 3 мм повышается по сравнению с зерном, полученным по технологии-прототипу, с 60-65% до 80-85%, на 20-30% повышается стойкость шлифовальных кругов, применяемых для силового обдирочного шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ЗЕРЕН И КРИСТАЛЛИЗАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2001 |
|
RU2199506C2 |
| ЦИРКОНИЕВЫЙ ЭЛЕКТРОКОРУНД, СПОСОБ ЕГО ПОЛУЧЕНИЯ И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2144502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2271334C2 |
| СПОСОБ ПОДГОТОВКИ РАСПЛАВА ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА К КРИСТАЛЛИЗАЦИИ | 2011 |
|
RU2466936C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА С ВЫСОКИМ СОДЕРЖАНИЕМ ТЕТРАГОНАЛЬНОЙ МОДИФИКАЦИИ ДИОКСИДА ЦИРКОНИЯ | 2006 |
|
RU2317964C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА | 2009 |
|
RU2425009C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛИФОВАЛЬНОГО ЗЕРНА ИЗ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА | 1998 |
|
RU2166426C2 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПОЛУЧЕНИЯ, ИЗДЕЛИЕ ИЗ ЭТОГО МАТЕРИАЛА | 1999 |
|
RU2199616C2 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1998 |
|
RU2132760C1 |
| Способ переработки слитков электрокорунда на шлифзерно | 1981 |
|
SU1002244A1 |
Изобретение относится к производству высокопрочного износостойкого абразивного материала из циркониевого электрокорунда, применяемого при интенсивных методах обработки материалов. Техническим результатом изобретения является повышение качества шлифовального зерна из циркониевого электрокорунда, повышение срока службы кристаллизатора и эффективности его работы, снижение трудоемкости технологии и себестоимости продукта. Способ получения циркониевого электрокорунда включает плавление смеси оксидов алюминия и циркония с получением расплава с дефицитом кислорода относительно стехиометрического состава. разливку полученного расплава в рабочее пространство между плитами кристаллизатора, соединенными стяжками, сжимающими пакет за счет сил гравитации, охлаждение расплава и его кристаллизацию вместе с плитами до температуры 600-700°С в течение 10-20 минут, что обеспечивает выравнивание температур пластин, полученных из расплава, и поверхности плит, снятие гравитационного сжатия, извлечение полученного материала из кристаллизатора и последующее охлаждение полученного материала на воздухе отдельно от плит кристаллизатора. 2 н.п. ф-лы, 2 ил.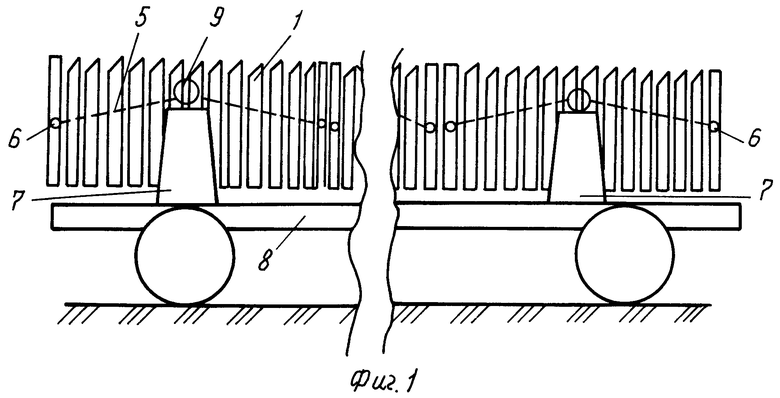
1. Способ получения циркониевого электрокорунда, включающий плавление смеси оксидов алюминия и циркония с получением расплава с дефицитом кислорода относительно стехиометрического состава, разливку расплава в рабочее пространство между плитами кристаллизатора, соединенными стяжками, сжимающими пакет за счет сил гравитации, охлаждение расплава и его кристаллизацию вместе с плитами до температуры 600-700°С в течение 10-20 мин, что обеспечивает выравнивание температур пластин, полученных из расплава и поверхности плит, снятие гравитационного сжатия, извлечение полученного материала из кристаллизатора и последующее охлаждение полученного материала на воздухе отдельно от плит кристаллизатора.
2. Кристаллизатор, включающий секции плит, состоящих из крайних плит и находящихся между ними рабочих плит, причем между рабочими плитами образовано щелевое пространство для размещения расплава, а верхние части плит выполнены в виде одностороннего клина, с углом при вершине клина 30°, при этом крайние плиты содержат цапфы для соединения со стяжками-цепями, которые имеют кольца, устанавливающиеся на верхние концы опорных стоек, так что секции плит подвешены на опорных стойках с возможностью гравитационного сжатия секций плит за счет натягивания стяжки-цепи и сжатия крайними плитами рабочих плит.
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ЗЕРЕН И КРИСТАЛЛИЗАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2001 |
|
RU2199506C2 |
| ЦИРКОНИЕВЫЙ ЭЛЕКТРОКОРУНД, СПОСОБ ЕГО ПОЛУЧЕНИЯ И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2144502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА С ВЫСОКИМ СОДЕРЖАНИЕМ ТЕТРАГОНАЛЬНОЙ МОДИФИКАЦИИ ДИОКСИДА ЦИРКОНИЯ | 2006 |
|
RU2317964C1 |
| US 3993119 A, 23.11.1976 | |||
| СТЕПАНОВ Ю.А | |||
| Краткий политехнический словарь | |||
| Государственное издательство технико-теоретической литературы | |||
| - М., 1955, с.1045. | |||

