Изобретение относится к области гальванохимической обработки и очистки поверхностей деталей, размещаемых в перфорированных барабанах, при использовании как нагреваемых, так и "холодных" электролитов и растворов основных технологических (процессных) ванн, и применимо как в существующем, так и во вновь создаваемом гальваническом производстве, в частности на этапах гальванохимической обработки, включающих улавливание выносимого поверхностями деталей и барабана электролита (раствора) процессной ванны (никелирование, цинкование, хромирование, хроматирование и др.), в условиях сравнительной ограниченности производственных площадей, повышенных требований к минимизации используемых электролитов (растворов), расхода энергоресурсов, промывной воды и объема сточных вод.
Широко известны способы гальванохимической обработки и очистки поверхностей деталей (в том числе и бессточной), размещаемых и в перфорированных барабанах, заключающиеся в последовательном согласно ходу технологического процесса выполнении операций основной гальванохимической обработки, улавливания и промывки, осуществляемых погружным методом в отдельных ваннах, при этом раствор ванны улавливания используют для восполнения потерь объема электролита (раствора) процессной ванны или утилизации [1].
Однако несмотря на распространенность и простоту реализации, вышеуказанные способы имеют ряд существенных недостатков, к основным из которых следует отнести следующие:
- сравнительно низкая эффективность работы ванны "мокрого" улавливания на начальном этапе (несколько смен) функционирования установки, реализующей известные способы, в условиях стохастического поступления барабанов с деталями на обработку и/или использования нагреваемого электролита (раствора) процессной ванны, когда концентрация основного отмываемого компонента в воде ванны улавливания еще незначительна, а необходимость пополнения потерь объема электролита (раствора) процессной ванны или утилизации уловленного раствора уже имеется;
- необходимость значительного (до 30-60%) увеличения длины гальванических линий (установок) при реализации двух- или трехступенчатой прямоточной (противоточной) промывки с одной или двумя ваннами улавливания по сравнению с одно- или двухступенчатой промывкой;
- сравнительно ограниченные функционально-технологические возможности, ограничивающие, в частности, использование воды только процессами промывки, хотя зачастую требуется и осуществление других операций (сдув загрязнений с поверхности растворов обезжиривания, промывка фильтра для очистки испарений и т.п.).
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ бессточной гальванохимической обработки и очистки поверхностей деталей, размещаемых в перфорированных барабанах, включающий последовательное согласно ходу технологического процесса выполнение операций основной гальванохимической обработки погружным методом, струйной промывки и промывки деталей погружением, осуществляемых в соответствующих ваннах при вращении барабана, восполнение потерь объема электролита (раствора) процессной ванны доуконцентрированной частью концентрированных сточных вод, образующихся по крайней мере после проведения первой или в начале операции струйной промывки, и подаваемой в процессную ванну с помощью локальной напорной системы, а также подачу в ванну промывки погружным методом, оснащенную переливным карманом, очищенной промывной воды, образующейся после проведения второй или в конце операции струйной промывки, выполняемой с помощью установленных в ванне струйной промывки распределительных коллекторов с элементами формирования струй субмиллиметрового сечения, подключенных к локальной напорной системе, соединенной с баком-накопителем чистой промывной воды, восполнение которой в последнем производят сконденсированными испарениями концентрированной части сточных вод, образующихся после проведения первой или в начале операции струйной промывки и/или дистиллированной (обессоленной) водой от соответствующего генератора [2].
Недостатком известного способа является сравнительно большой и зачастую неэффективный расход чистой промывной воды, необходимой для компенсации загрязнений в виде основного отмываемого компонента (ООК) электролита (раствора), вносимых поверхностями деталей и барабана в ванну промывки погружным методом после реализации операции струйной промывки.
Причем реализация самой операции струйной промывки в известном способе не является оптимальной с точки зрения вида и расхода используемой промывной воды, что в ряде случаев может приводить к ухудшению качества данной операции в целом (например, если процессная ванна - с горячим раствором обезжиривания) или к излишнему расходу воды (если процессная ванна - с "холодным" раствором травления, например, соляной кислоты). Кроме того, учитывая значительно больший вынос электролита (раствора) процессной ванны поверхностями деталей и барабана по сравнению с выносом поверхностями подвески с деталями, в известном способе сравнительно высока скорость накопления загрязнений электролитом (раствором) процессной ванны в воде ванны промывки погружным методом, что в свою очередь требует (для поддержания значения ПДК загрязнений в воде ванны промывки погружением на технологически заданном уровне) более частой, чем в случае подвесок с деталями, и быстрой полной или частичной смены воды в данной ванне с выводом ее на централизованные или локальные очистные сооружения.
В противном случае в известном способе требуются значительные траты энергоресурсов, химикатов и/или материалов, используемых для доуконцентрирования и/или очистки сточных вод, образующихся в процессе струйной промывки, в том числе и при увеличении длительности последней.
Новый технический результат заключается в оптимизации расхода и использования промывной воды и применяемых энергоресурсов, химикатов и материалов, повышении качества промывки и длительности реализации последней в бессточном режиме при обработке деталей в перфорированных барабанах.
Новый технический результат достигается тем, что в известном способе бессточной гальванохимической обработки и очистки поверхностей деталей, размещаемых в перфорированных барабанах, включающем последовательное согласно ходу технологического процесса выполнение операций основной гальванохимической обработки погружным методом, струйной промывки, реализуемой с помощью определенным образом расположенных распределительных коллекторов с элементами формирования струй субмиллиметрового сечения, подключенных к локальной напорной системе для подачи промывной воды, и промывки деталей погружением, осуществляемых в соответствующих ваннах при вращении барабана, восполнение потерь объема электролита (раствора) процессной ванны доуконцентрированной частью концентрированных сточных вод, образующихся по крайней мере после проведения первой или в начале операции струйной промывки, и подаваемой в процессную ванну с помощью локальной напорной системы, восполнение чистой промывной воды в соответствующем баке-накопителе, оснащенном локальной напорной системой, служащей для подачи чистой промывной воды, сконденсированными испарениями, образовавшимися в процессе доуконцентрирования сточных вод, и/или дистиллированной водой от соответствующего генератора, согласно изобретению струйную промывку деталей в перфорированных барабанах в зависимости от вида и/или токсичности (концентрации) смываемого электролита (раствора) процессной ванны, выполняют одно- или двухступенчатой, в последнем случае и с использованием разнотемпературной (горячей и холодной) и/или различной интенсивностью струй промывной воды в одной или отдельных ваннах струйной промывки, в том числе и с возможностью частичного погружения перфорированного барабана в поддон с образующимися в процессе струйной промывки сточными водами, а операцию промывки деталей в перфорированном барабане методом погружения в зависимости от значения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны выполняют одно- или двухкаскадной, причем подачу промывной воды в распределительные коллекторы с элементами формирования струй субмиллиметрового сечения осуществляют с помощью локальных напорных систем, подключенных к соответствующим сборникам-дозаторам промывной воды, восполнение которой в последних производят избытком промывной воды, подаваемой в ванну промывки погружным методом от бака-накопителя чистой промывной воды с помощью локальной напорной системы, и/или дистиллированной водой от соответствующего генератора, при этом, в случае применения однокаскадной ванны промывки деталей в перфорированном барабане погружным методом и достижения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны в ее воде, производят полный или частичный слив последней в бак для слива загрязненной промывной воды, выход которого также соединен через соответствующий исполнительный механизм со входом по крайней мере одной локальной напорной системы для подачи промывной воды в распределительные коллекторы с элементами формирования струй субмиллиметрового сечения по крайней мере одной из ступеней струйной промывки и используют уже эту воду при реализации последней, а в ванну промывки погружным методом подают чистую воду и/или сконденсированные испарения, получаемые в процессе доуконцентрирования концентрированных сточных вод, образующихся по крайней мере после проведения первой или в начале операции струйной промывки, в том числе и накопленные в баке-накопителе чистой промывной воды, а в случае применения двухкаскадной ванны промывки деталей в перфорированном барабане погружным методом и достижения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны в воде ее второго, последнего каскада промывки погружным методом производят полный или частичный слив воды из ее первого каскада в бак для слива загрязненной промывной воды, перемещение всей или части промывной воды из ее второго каскада в первый и подачу во второй каскад ванны промывки погружным методом чистой воды и/или сконденсированных испарений, в том числе и накопленных в баке-накопителе чистой промывной воды.
Либо, в случае применения двухкаскадной ванны промывки деталей в перфорированном барабане погружным методом и достижения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны в воде ее второго, последнего каскада промывки погружным методом, производят полный или частичный слив воды из первого каскада этой ванны в бак для слива загрязненной промывной воды, а в первый каскад двухкаскадной ванны промывки погружным методом подают чистую воду и/или сконденсированные испарения, в том числе и накопленные в баке-накопителе чистой промывной воды, после чего меняют технологическую последовательность промывки деталей в перфорированных барабанах в ванне двухкаскадной промывки погружением на противоположную: вначале детали промываются во втором каскаде, а затем - в первом каскаде двухкаскадной ванны промывки погружным методом.
Причем промывную воду, применяемую по крайней мере в первой из ступеней струйной промывки деталей в перфорированном барабане, используют и/или для смыва капель электролита (раствора), попадающих на поверхности соответствующих элементов бортовых отсосов или каплеулавливателей, соединяющих конструкции ванн, при перемещении барабанов с деталями по крайней мере от процессной ванны к первой или двухступенчатой ванне струйной промывки, и/или для удаления загрязнений с поверхности зеркала электролита (раствора) процессной ванны, и/или для периодической промывки фильтра для очистки испарений процессной ванны.
А сточные воды, образующиеся в начале или после реализации первой ступени струйной промывки и направляемые на доуконцентрирование, подвергают и предварительной фильтрации от сопутствующих продуктов обработки и/или селективной очистке от посторонних ионов тяжелых металлов, и/или используют для утилизации в производственно-хозяйственной деятельности, и/или при проведении операций струйной промывки по крайней мере в одной из ступеней в составе оборудования, реализующего процесс предыдущей гальванохимической обработки и очистки поверхностей деталей в барабане, в частности обезжиривания, если в качестве последующего процесса гальванохимической обработки используется травление в ненагреваемом растворе, например, соляной кислоты.
При этом в качестве процессной используют ванну с переливным карманом, в который осуществляют подачу избытка электролита (раствора) из технологического резервуара процессной ванны и/или смываемых капель электролита (раствора), попадающих на поверхности соответствующих элементов бортовых отсосов или каплеулавливателей, соединяющих конструкции процессной ванны и первой (или двухступенчатой) ванны струйной промывки, а сливаемый из переливного кармана процессной ванны разбавленный электролит (раствор) направляют непосредственно и/или после предварительной фильтрации от сопутствующих продуктов обработки и/или селективной очистки от посторонних ионов тяжелых металлов на доуконцентрирование.
А сам поддон для улавливания сточных вод, образующихся в процессе струйной промывки деталей в перфорированном барабане, выполняют с возможностью слива сточных вод с его дна.
Причем процесс доуконцентрирования концентрированных сточных вод проводят при их перемешивании, в частности сжатым воздухом, в том числе и с регулированием количества удаляемых в общую вентиляционную систему образующихся испарений.
А сконденсированные испарения, образовавшиеся в процессе доуконцентрирования сточных вод, используют и/или для "подпитки", по крайней мере, первого из двух сборников-дозаторов, используемых при реализации операций струйной промывки.
При этом в случае использования ванны двухкаскадной промывки деталей в перфорированных барабанах методом погружения, по крайней мере, при реализации процесса бессточного обезжиривания первый из каскадов выполняют с нагревом промывной воды.
Кроме того, подачу чистой воды и/или сконденсированных испарений, в том числе и из бака-накопителя, в ванну промывки погружным методом в процессе обработки производят и до момента ее загрузки барабаном с деталями, непосредственно в процессе или после окончания струйной промывки последних.
При этом слив воды в соответствующие сборники-дозаторы из переливного кармана ванны промывки погружным методом производят со дна последней.
Причем в случае достижения предельно допустимой концентрации основного отмываемого компонента в воде ванны промывки погружным методом и полного или частичного слива последней в бак для слива загрязненной промывной воды производят и изменение направления смываемой промывной воды из переливного кармана ванны промывки погружным методом со сборников-дозаторов и/или на бак для слива загрязненной промывной воды.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что струйную промывку деталей в перфорированных барабанах в зависимости от вида и/или токсичности (концентрации) смываемого электролита (раствора) процессной ванны выполняют одно- или двухступенчатой, в последнем случае и с использованием разнотемпературной (горячей и холодной) и/или различной интенсивностью струй промывной воды в одной или отдельных ваннах струйной промывки, в том числе и с возможностью частичного погружения перфорированного барабана в образующиеся в процессе струйной промывки сточные воды, а операцию промывки деталей в перфорированном барабане методом погружения в зависимости от значения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны выполняют одно- или двухкаскадной, причем подачу промывной воды в распределительные коллекторы с элементами формирования струй субмиллиметрового сечения осуществляют с помощью локальных напорных систем, подключенных к соответствующим сборникам-дозаторам промывной воды, восполнение которой в последних производят избытком промывной воды, подаваемой в ванну промывки погружным методом от бака-накопителя чистой промывной воды с помощью локальной напорной системы, и/или дистиллированной водой от соответствующего генератора, при этом в случае достижения предельно допустимой концентрации основного отмываемого компонента электролита (раствора) процессной ванны в воде ванны или ее второго (последнего) каскада промывки погружным методом производят полный или частичный слив воды из ванны или ее первого каскада в бак для слива загрязненной промывной воды, выход которого также соединен через соответствующий исполнительный механизм со входом, по крайней мере, одной локальной напорной системы для подачи промывной воды в распределительные коллекторы с элементами формирования струй субмиллиметрового сечения, по крайней мере, одной из ступеней струйной промывки, и используют уже эту воду при реализации последней, а в ванну или в ее второй каскад (после перемещения промывной воды в ее первый каскад) промывки погружным методом подают чистую воду и/или сконденсированные испарения, полученные в процессе доуконцентрирования концентрированных сточных вод, в том числе и накопленные в баке-накопителе чистой промывной воды. Кроме того, заявленный способ отличается от решения, выбранного в качестве прототипа, следующим:
- расширенным количеством вариантов технологической последовательности промывки деталей погружным методом;
- расширенным количеством вариантов использования как промывной, так и сточной воды и разбавленного электролита (раствора) процессной ванны;
- повышенными качеством обработки концентрированных сточных вод и скоростью доуконцентрирования последних;
- расширенным количеством вариантов использования сконденсированных испарений, промывной воды и способов ее подачи в двухкаскадную ванну промывки деталей погружным методом;
- расширенным количеством вариантов использования сточных вод и др.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Известны способы гальванохимической обработки и очистки поверхностей деталей, размещаемых в перфорированных барабанах, включающие последовательное, согласно ходу технологического процесса, выполнение операций основной гальванохимической обработки погружным методом, по крайней мере, в одной процессной ванне, смыва (улавливания) наиболее концентрированной части выносимого поверхностями барабана с деталями электролита (раствора) процессной ванны и двухкаскадной промывки перфорированного барабана с деталями погружным методом, восполнение потерь объема процессной ванны (смытого) уловленной частью промывной воды, содержащей основной отмываемый компонент электролита (раствора) процессной ванны, и подачу во второй (последний) каскад ванны промывки погружным методом чистой промывной воды [3, 1].
Однако известные способы имеют ряд существенных недостатков, не позволяющих достичь поставленную в заявляемом решении цель.
К числу основных из них можно отнести следующие:
- сравнительно низкая эффективность работы ванны "мокрого" улавливания как на начальном этапе (несколько смен) работы оборудования, реализующего известные способы, так и в дальнейшем, поскольку сама ванна улавливания становится источником вторичного "загрязнения" деталей после накопления в этой ванне концентрации (до 40% и более) электролита (раствора) процессной ванны;
- сравнительно большие затраты чистой промывной воды, необходимой для поддержания ПДК основного отмываемого компонента во втором каскаде ванны промывки погружным методом на технологически заданном уровне;
- необходимость слива значительного (до 2 м3 и более) объема промывной воды (после накопления в ней примесей, превышающих значение ПДК) на централизованные или локальные очистные сооружения;
- необходимость обязательного наличия двух или трех ванн улавливания при покрытии драгметаллами деталей в барабанах.
Это позволяет сделать вывод о соответствии заявленного способа критерию "существенные отличия".
Изобретение поясняется чертежом, на котором представлена структурная схема операционного модуля бессточной гальванохимической обработки и очистки универсального вида деталей, размещаемых в перфорированных барабанах.
Операционный модуль универсального вида бессточной гальванохимической обработки и очистки деталей, размещаемых в перфорированных барабанах, содержит процессную ванну 1 для основной гальванохимической обработки (обезжиривание, травление, покрытия с нагревом или без нагрева обрабатывающей среды и постобработки) с переливным карманом, нагревателем ее обрабатывающей среды (на чертеже не обозначены), в данном случае, коллектором 2 с элементами формирования струй (на чертеже не показаны) для сдува загрязнений с поверхности зеркала электролита (раствора) процессной ванны 1 и бортовым вентиляционным отсосом (на чертеже не показан), верхняя поверхность которого (на чертеже не обозначена) выполнена с уклоном в сторону переливного кармана процессной ванны 1 и оснащена коллектором 3 с элементами формирования струй (на чертеже не показаны) для смыва капель электролита (раствора) процессной ванны, одну (в данном случае) ванну струйной промывки (ВСП) 4 с распределительными коллекторами (РК) 5, 6 с элементами формирования струй воды субмиллиметрового сечения (ЭФСВСС) 7, 8, статично (в данном случае) установленным поддоном 9 для проведения операции промывки деталей в перфорированном барабане (на чертеже показан пунктиром) путем его частичного погружения в образующуюся в поддоне 9 в процессе струйной промывки сточную воду и автоматическим устройством разделения сточных вод на два направления, выполненным (в данном случае) в виде нормально открытого трехходового электромагнитного (или электропневматического с рессивером) клапана 10, двухкаскадную (в данном случае) ванну 11 промывки погружным методом с барботерами (на чертеже не обозначены) и сливным вентилем в каждом из каскадов (на чертеже обозначены цифрами I и II), устройством перемещения воды из каскада II в каскад I, выполненным (в данном случае) в виде эжектора (на чертеже не обозначен) и переливным карманом (на чертеже не обозначен), соединенным трубопроводом (на чертеже не обозначен) с последовательно соединенными исполнительными механизмами (ИМ) 12, 13 для разделения потока жидкости на два направления, бак 14 для слива загрязненной промывной воды, бак-накопитель 15 чистой промывной воды с локальной напорной системой (ЛНС) 16, соединенной трубопроводом (на чертеже не обозначен) со входом (в данном случае) исполнительного механизма (ИМ) 17 для разделения потока воды на два направления, выходы которого соединены патрубками (на чертеже не обозначены) с соответствующими каскадами ванны 11 промывки погружным методом, сборники-дозаторы промывной воды (СДПВ) 18, 19, соединенные через запорные вентили (на чертеже не обозначены) с локальными напорными системами (ЛНС) 20 и 21 соответственно, оснащенные регуляторами уровня поплавкового (в данном случае) вида (на чертеже не обозначены), сборник-улавливатель 22 разбавленного электролита (раствора) процессной ванны 1 с запорным сливным вентилем (на чертеже не показан), соединенным со входом исполнительного механизма (ИМ) 23 для разделения потока сливаемой жидкости на два направления, один из выходов которого соединен со входом устройства 24 для фильтрации разбавленного электролита (раствора) процессной ванны 1, сборник-концентратор 25 разбавленного и очищенного электролита (раствора) процессной ванны 1 с устройствами для концентрирования и перемешивания последнего (на чертеже не обозначены) и локальной напорной системой (ЛНС) 26, соединенной трубопроводом (на чертеже не обозначен) с процессной ванной 1, устройство 27 для конденсации испарений, соединенное системой трубопроводов (на чертеже не обозначены) со сборником-концентратором 25 разбавленного и очищенного электролита (раствора) процессной ванны 1 и, через исполнительный механизм (ИМ) 28 для разделения потока конденсата на два направления, со сборником-дозатором промывной воды (СДПВ) 19 (в данном случае) и с баком-накопителем 15 чистой промывной воды, исполнительные механизмы (ИМ) 29, 30, 31, 32, 33 и 34 для разделения потока обрабатывающей среды на два направления и генератор (на чертеже не показан) дистиллированной воды (конденсата), соединенный через систему трубопроводов (на чертеже не обозначены) и исполнительные механизмы (ИМ) 35 и 36 для разделения потока воды на два направления с ванной 11 промывки погружным методом, с баком-накопителем 15 чистой промывной воды и через регулирующие вентили (на чертеже не обозначены) с поплавковыми регуляторами уровня сборников-дозаторов промывной воды (СДПВ) 18 и 19.
При этом переливной карман процессной ванны 1 соединен со входом ИМ 33, первый выход которого (индекс - 2) соединен со сборником-улавливателем 22, а второй его выход (индекс - 3) соединен со сборником-концентратором 25.
А сливной трубопровод (на чертеже не обозначен) ВСП 4 соединен со входом (индекс - 1) электромагнитного (в данном случае) трехходового клапана 10, нормально открытого в направлении сборника-улавливателя 22 (индексная коммутация 1-->2), сливной патрубок которого соединен через ИМ 23, например, со входом устройства 24 (индексная коммутация 1-->2), выход которого соединен со сборником-концентратором 25.
Выход ЛНС 21 соединен трубопроводом (на чертеже не обозначен) со входом (индекс - 1) ИМ 32, первый выход (индекс - 2) которого соединен со входом двухходового запорного вентиля (на чертеже не обозначен), выход которого соединен с РК 6 с ЭФС 8 ВСП 4, а второй выход (индекс - 3) ИМ 32 соединен со входом (индекс - 1) ИМ 30, первый выход (индекс - 2) которого соединен с коллектором 3 с ЭФС для смыва капель электролита (раствора) процессной ванны 1, а второй выход (индекс - 3) ИМ 30 соединен со входом (индекс - 1) ИМ 29, первый выход (индекс - 2) которого соединен с коллектором 2 с ЭФС для сдува загрязнений с поверхности зеркала электролита (раствора) процессной ванны 1, а второй выход (индекс - 3) ИМ 29 соединен с устройством для промывки фильтра очистки испарений (на чертеже не показано).
Выход ЛНС 20 соединен трубопроводом (на чертеже не показан) со входом (индекс - 1) ИМ 31, первый выход которого (индекс - 2) соединен с РК 5 с ЭФС 7 ВСП 4, а второй выход (индекс - 3) ИМ 31 соединен с РК 6 с ЭФС 8 ВСП 4 и, через запорный вентиль (кран), с первым выходом (индекс - 2) ИМ 32. Первый выход (индекс - 2) ИМ 12 соединен с СДПВ 19, а второй его выход (индекс - 3) соединен со входом (индекс - 1) ИМ 13, первый выход (индекс - 2) которого соединен с СДПВ 18, а второй его выход (индекс - 3) соединен с баком 14, соединенным также трубопроводом (на чертеже не обозначен) с выходом сливного вентиля первого каскада (индекс - I) ванны 11, выход сливного вентиля второго каскада (индекс - II) последней соединен трубопроводом (на чертеже не обозначен) со входом (индекс - 1) ИМ 34, первый выход (индекс - 2) которого соединен с баком-накопителем 15, а второй выход (индекс - 3) ИМ 34 соединен трубопроводом (на чертеже не обозначен) с баком 14, выход которого через запорный вентиль (на чертеже не обозначен) также соединен со входом ЛНС 20.
Барботеры сборника-концентратора 25, ванны 11 и эжектор в последней подключены через запорно-регулирующие вентили (на чертеже не обозначены) к соответствующим источникам сжатого воздуха (на чертеже не показаны).
Кроме того, устройство 27 оснащено исполнительным органом (например, шиберной заслонкой) для регулирования количества удаляемых испарений, поступающих от сборника-концентратора 25, выход которого соединен трубопроводом (на чертеже не обозначен) с общей вентиляционной системой для удаления испарений (на чертеже не показана).
А, по крайней мере, СДПВ 18, 19, сборник-улавливатель 22 и сборник-концентратор 25 соединены между собой переливными трубопроводами или перегородками (на чертеже не обозначены).
Реализация предлагаемого способа в зависимости от вида применяемого электролита (раствора) процессной ванны и/или этапа гальванохимической обработки может быть различной, полностью осуществляемой представленной на чертеже структурой операционного модуля (ОМ) бессточной гальванохимической обработки (ОМБГО).
Рассмотрим последовательно (в соответствии с ходом технологического процесса) все основные случаи этой реализации с различным количеством ступеней (nст.) струйной промывки.
I. Этап предварительной гальванохимической обработки, операция обезжиривания (nст.=1 в данном случае, с использованием горячей воды).
В этом случае СДПВ 19 и/или каскад I ванны 11 дополнительно оснащаются нагревателями промывной воды (на чертеже не обозначены и показаны соответственно сплошной линией и пунктиром).
В исходном состоянии (на начальном этапе работы ОМБГО) в процессе нагрева (нагреватель показан на чертеже пунктиром) раствора обезжиривания (в данном случае) ванны 1 в последней отсутствует перфорированный барабан с обрабатываемыми деталями, а в СДПВ 19 находится промывная вода в количестве, достаточном для проведения, по крайней мере, одной операции струйной промывки деталей в перфорированном барабане ВСП 4, которая, в данном случае, не оснащается поддоном 9.
В сборнике-улавливателе 22 и сборнике-концентраторе 25 отсутствуют разбавленный и очищенный доуконцентрированный раствор обезжиривания соответственно.
В каскадах I и II ванны 11 и баке-накопителе 15 находится чистая промывная вода, в данном случае дистиллированная (или конденсат), поданная от ее генератора через ИМ 36 и ИМ 35 (индексная коммутация 3<--1-->2 и 1-->3 соответственно).
Вентиляционная система находится во включенном состоянии, поэтому образующиеся в процессе нагрева, по крайней мере, раствора обезжиривания ванны 1 испарения улавливаются ее бортовыми отсосами, очищаются фильтром и удаляются в вентиляционный канал (на чертеже не показаны).
В барботеры ванны 11 и сборник-концентратор 25 подается, например, а в эжектор ванны 11 (в данном случае) не подается сжатый воздух.
ЛНС 16, 20, 21 и 26 находятся в выключенном состоянии. Устройство 24 также находится в выключенном состоянии.
В баке 14 отсутствует загрязненная промывная вода из одного из каскадов ванны 11 (сливные вентили последней находятся в закрытом положении). Переливной карман ванны 1 соединен (в данном случае) со сборником-улавливателем 22 путем коммутации ИМ 33 в направлении 1-->2 (его вход соединен с первым выходом - индекс 2).
Первый выход (индекс - 2) ИМ 23 сборника-улавливателя 22 соединен со входом устройства 24.
Выход устройства 27 соединен со СДПВ 19 с помощью ИМ 28, вход которого (индекс - 1) соединен (в данном случае) с его первым выходом (индекс - 2).
Выход ЛНС 21 СДПВ 19 соединен (в данном случае) с РК 6 с ЭФС 8 ВСП 4 через открытый в направлениях 3<--1-->2 ИМ 32 и открытый запорно-регулирующий вентиль (на чертеже не обозначен). При этом вход (индекс - 1) ИМ 31 соединен с его первым выходом (индекс - 2). Второй выход (индекс - 3) ИМ 32 соединен трубопроводом (на чертеже не обозначен) со входом (индекс -1) ИМ 30, первый выход которого (индекс - 2) соединен (в данном случае) с коллектором 3, а второй выход (индекс - 3) ИМ 30 соединен со входом (индекс - 1) ИМ 29, также открытым в обоих направлениях (в данном случае) 1-->2 и 1-->3, что обеспечивает подачу промывной воды в коллектор 2 ванны 1 и на промывку фильтра для очистки испарений.
Вход (индекс - 1) ИМ 12 соединен с его первым выходом (индекс - 2).
Вход (индекс - 1) ИМ 35 соединен с его первым выходом (индекс - 2), а вход (индекс - 1) ИМ 36 соединен с его вторым (индекс - 3) выходом, соединенным трубопроводом (на чертеже не обозначен) со входом ИМ 35.
С помощью шиберной заслонки устройства 27 отрегулировано необходимое количество удаляемых испарений и/или воздуха (на начальном этапе работы ОМБГО).
После достижения необходимой по технологии температуры и загрузки барабана с деталями в ванну 1 производится процесс их химического (в данном случае) обезжиривания, после окончания которого производят выгрузку барабана с деталями из ванны 1, его перемещение к ВСП 4 и загрузку в последнюю.
После этого производят следующее:
- включают ЛНС 21, обеспечивая тем самым подачу горячей (в данном случае) промывной воды из СДПВ 19 в РК 6 с ЭФС 8;
- включают привод вращения барабана в ВСП 4. Одновременно промывная вода через ИМ 30 и ИМ 29 подается, соответственно:
- в коллектор 3 с ЭФС для смыва капель раствора обезжиривания с верхней поверхности бортового отсоса, попадающих на последнюю при перемещении барабана от ванны 1 к ВСП 4;
- в коллектор 2 с ЭФС для смыва загрязнений с поверхности зеркала раствора обезжиривания и пополнения потерь объема последнего, обусловленного испарением, выносом барабаном с деталями и работой бортовых отсосов ванны 1;
- для периодической промывки фильтра для очистки испарений ванны 1.
При этом разбавленный раствор обезжиривания, через открытый в направлении 1-->2 ИМ 33, поступает в сборник-улавливатель 22, в который также поступают сточные воды (через нормально открытый ИМ 10), образующиеся при струйной промывке вращающегося перфорированного барабана (с перфорацией 2-3 и более мм) струями субмиллиметрового сечения (порядка 0,7÷0,8мм), имеющими скорость порядка 10-20 м/с на выходе соответствующих ЭФС 8.
При скорости вращения барабана 8-10 об/мин и указанных выше значениях его перфорации и параметрах струй промывной воды за время порядка 15-20 с смывается около 70-80% раствора обезжиривания, вынесенного поверхностями барабана и деталей.
После окончания времени горячей (в данном случае) струйной промывки перфорированного барабана в ВСП 4 производят его выгрузку из ВСП 4 и перемещение к ванне 11 для загрузки барабана в ее каскад I.
Одновременно производят (в частности, если каскад I ванны 11 является каскадом промывки в горячей воде) временное включение ЛНС 16 бака-накопителя 15 для восполнения потерь воды в каскаде I ванны 11 и организации перелива части его воды через переливной карман и открытый в направлении 1-->2 ИМ 12 в СДПВ 19 (в данном случае) для, по крайней мере, частичного восполнения промывной воды в последнем. Окончательное восполнение промывной воды в СДПВ 19 и поддержание уровня последней (в частности, если СДПВ 19 оснащен нагревателем) производится дистиллированной водой, поступающей с первого выхода (индекс - 2) ИМ 35 через запорно-регулирующий вентиль на вход поплавкового (в данном случае) регулятора уровня.
После загрузки перфорированного барабана в каскад I ванны 11 производят включение привода его вращения в воде каскада I при активном перемешивании последней сжатым воздухом.
При этом производится удаление 80-90% оставшейся на поверхностях барабана и деталей части раствора обезжиривания после струйной промывки.
После окончания времени промывки погружным методом в горячей воде перфорированного барабана с деталями в каскаде I ванны 11 производится его выгрузка из этого каскада и загрузка в каскад II ванны 11.
При этом производится окончательное удаление вышеописанным методом остатков раствора обезжиривания в холодной воде каскада II ванны 11, после окончания которого производится выгрузка перфорированного барабана с деталями из ванны 11 и его перемещение к ОМБГО следующей гальванохимической обработки, как правило, травления.
Образовавшийся в сборнике-улавливателе 22 относительно разбавленный раствор обезжиривания подвергается фильтрации, в данном случае, от сопутствующих продуктов обработки (СПО) путем включения устройства 24 и направляется в сборник-концентратор 25, где он подвергается доуконцентрированию при активном перемешивании сжатым воздухом (возможно доуконцентрирование и без использования сжатого воздуха, а перемешивание ведется самой доуконцентрируемой средой, подаваемой устройством 24).
Образующиеся при этом испарения поступают в устройство 27, где они конденсируются до образования жидкости - относительно чистой воды, которая по соответствующему трубопроводу через открытый в направлении 1-->2 (в данном случае) ИМ 28 поступает в СДПВ 19.
Часть испарений с помощью шиберной заслонки удаляется из устройства 27 непосредственно в вентиляционную систему, а сконцентрированный таким образом в сборнике-концентраторе 25 раствор обезжиривания используется для восполнения потерь объема раствора в ванне 1 путем включения ЛНС 26, в частности, на этапе нагрева ее раствора и/или когда перфорированные барабаны с деталями поступают на обработку через относительно малые промежутки времени.
При этом, в случае достижения в воде каскада II ванны 11 концентрации ООК, равного или превышающего значение ПДК, производят, в частности, следующее.
Открывают сливной вентиль каскада I ванны 11 для полного (или частичного) слива загрязненной ООК воды этого каскада в бак 14, оснащенный, например, в данном случае, нагревателем (обозначен пунктиром), после окончания которого закрывают сливной вентиль и производят подачу сжатого воздуха в эжектор, установленный в каскаде II ванны 11, для полной или частичной перекачки воды из этого каскада в каскад I.
При этом перекрывают на это время подачу сжатого воздуха для барботажа в каскады I и II ванны 11.
После перекачки воды из каскада II в каскад I ванны 11 производят перекоммутацию ИМ 17 в направлении 1-->2 и включение ЛНС 16 для подачи необходимого объема чистой промывной воды из бака-накопителя 15 в каскад II ванны 11, после окончания которой возвращают регулирующий орган ИМ 17 в исходное положение (индексная коммутация 3<--1-->2), открывают подачу сжатого воздуха в барботеры ванны 11 и закрывают подачу сжатого воздуха в эжектор последней.
После чего осуществляют перекоммутацию ИМ 12 с направления 1-->2 на направление 1-->3, а ИМ 13 также коммутируют в направление 1-->3 для соединения переливного кармана каскада I ванны 11 с баком 14 и производят открывание его и дополнительного, запорных вентилей (на чертеже не обозначены) для соединения бака 14 со входом ЛНС 21.
При этом осуществляют закрывание запорного вентиля СДПВ 19, ранее соединявшего выход последнего со входом ЛНС 21.
Далее процесс бессточного обезжиривания (в данном случае) деталей в перфорированном барабане проводится аналогичным вышеописанному образом с той разницей, что при реализации операций струйной промывки, смыва капель раствора, сдува загрязнений с поверхности зеркала ванны 1 и/или периодической промывки фильтра используют загрязненную ООК раствора ванны 1 воду из бака 14.
А детали в перфорированном барабане, как правило, подвергаются следующей операции гальванохимической обработки - травлению.
II. Этап предварительной гальванохимической обработки, операция травления (nст.=1 с использованием интенсивной струйной промывки холодной водой).
В этом случае используется, например, как СДПВ 19, так и СДПВ 18, а дополнительный запорный вентиль (на чертеже не обозначен), соединяющий входы ЛНС 21 и ЛНС 20, находится в закрытом положении.
В СДПВ 19, каскаде I ванны 11 и баке 14 отсутствуют нагреватели промывной воды.
При этом отличия от состояния ИМ предыдущей обработки ИМ ОМ травления состоят в следующем:
- вход (индекс -1) ИМ 29 соединен с его вторым выходом (индекс - 3);
- вход (индекс - 1) ИМ 23 соединен с его вторым выходом (индекс - 3);
- вход (индекс - 1) ИМ 31 соединен как с первым, так и со вторым его выходом (индексная коммутация 2<--1-->3);
- вход (индекс - 1) ИМ 32 соединен со вторым выходом (индекс - 3);
- вход (индекс - 1) ИМ 12 соединен как с первым, так и со вторым его выходом (индексная коммутация 2<--1-->3);
- вход (индекс - 1) ИМ 13 соединен с первым его выходом (индексная коммутация 1-->2).
Исходное состояние обрабатывающей среды и остальных элементов схемы соответствует аналогичным в ОМ обезжиривания.
После загрузки барабана с деталями в ванну 1 производится процесс их травления (например, в соляной кислоте), после окончания которого последовательно производят выгрузку барабана с деталями из ванны 1, его перемещение к ВСП 4 и загрузку в последнюю.
Затем производят
- включение ЛНС 21, обеспечивая тем самым подачу промывной воды из СДПВ 19 через ИМ 32 (индексная коммутация 1-->3), ИМ 30 и ИМ 29 в коллектор 3 с ЭФС для смыва капель раствора травления с верхней поверхности бортового отсоса, попавших на последнюю при перемещении барабана от ванны 1 к ВСП 4, и для периодической промывки фильтра для очистки испарений ванны 1 соответственно;
- включение ЛНС 20, обеспечивая тем самым подачу промывной воды из СДПВ 18 через ИМ 31 в РК 5 с ЭФС 7 и РК 6 с ЭФС 8 ВСП 4;
- включение привода вращения барабана в ВСП 4.
При этом в отличие от предыдущей обработки в ВСП 4 производится более интенсивная (двухсторонняя, в частности) струйная промывка поверхностей как деталей, так и самого перфорированного барабана, обеспечивая за время порядка 15-20 с смыв до 80% раствора травления с поверхностей последних.
Образующиеся при этом сточные воды (разбавленный раствор соляной кислоты, в данном случае) через открытый в направлении 1-->2 ИМ 33 поступают в сборник-улавливатель 22, в который также поступают сточные воды (через открытый в направлении 1-->2 ИМ 10), образующиеся при струйной промывке и поступающие в сливной трубопровод (на чертеже не обозначен) ВСП 4 непосредственно или через переливные кромки поддона 9 (если таковой используется).
После окончания времени смыва капель раствора травления и промывки фильтра производят отключение ЛНС 21, одновременно или после окончания времени струйной промывки производя отключение ИМ 20.
Далее производят выгрузку барабана с деталями из ВСП 4 и их перемещение к ванне 11 для загрузки барабана в ее каскад I.
Поступающий в сборник-улавливатель 22 разбавленный раствор травления через открытый в направлении 1-->3 ИМ 23 используется для утилизации (в данном случае), в частности при реализации операций струйной промывки в ОМ предыдущей обработки (обезжиривания, в частности) и/или в производственно-хозяйственной деятельности предприятия.
После загрузки перфорированного барабана в каскад I ванны 11 производят включение привода его вращения в воде этого каскада при активном перемешивании последней сжатым воздухом, в том числе и с подачей чистой промывной воды из бака-накопителя 15 (путем включения ЛНС 16), избытки которой через ИМ 12 и ИМ 13 поступают, соответственно, в СДПВ 19 и СДПВ 18. При этом производится удаление 80-90% оставшейся на поверхностях барабана и деталей части раствора травления.
После окончания промывки погружным методом перфорированного барабана в каскаде I ванны 11 производится его выгрузка из этого каскада и загрузка в каскад II ванны 11.
Далее производится окончательное удаление вышеописанным образом остатков раствора травления в холодной воде каскада II ванны 11, после окончания которого производится выгрузка перфорированного барабана с деталями из ванны 11 и его перемещение к ОМ БГО следующей, как правило, основной гальванохимической обработки - покрытию поверхности деталей соответствующим металлом (цинкование, никелирование, кадмирование и т.п.). При этом, в случае достижения в воде каскада II ванны 11 концентрации ООК, равного или превышающего значение ПДК, производят, например, в данном случае, следующее.
Вход ИМ 17 коммутируют с его первым выходом (индекс - 2). Вход (индекс - 1) ИМ 34 коммутируют с его вторым выходом (индекс - 3), соединенным с баком 14.
Затем открывают сливной вентиль каскада II ванны 11 для полного или частичного слива загрязненной ООК воды этого каскада в бак 14, после окончания которого закрывают сливной вентиль и производят включение ЛНС 16 для подачи необходимого объема чистой промывной воды из бака-накопителя 15 в каскад II ванны 11, после окончания которой возвращают регулирующий орган ИМ 17 в исходное положение (индексная коммутация 3<--1-->2) и открывают (закрытую на период слива воды) подачу сжатого воздуха в барботер каскада II ванны 11.
После чего осуществляют перекоммутацию ИМ 13 с направления 1-->2 на направление 1-->3 для соединения переливного кармана каскада I ванны 11 с баком 14 и производят открывание его запорного вентиля (на чертеже не обозначен) для соединения бака 14 со входом ЛНС 20.
При этом осуществляют закрывание запорного вентиля СДПВ 18, ранее соединявшего выход последнего со входом ЛНС 20.
Далее процесс бессточного травления (в данном случае) деталей в перфорированном барабане проводится аналогичным вышеописанному образом с той лишь разницей, что при реализации второй ступени струйной промывки используют промывную воду не из СДПВ 18, а загрязненную ООК раствора травления ванны 1 воду из бака 14.
А детали в перфорированном барабане, как правило, подвергаются следующей (основной) операции гальванохимической обработки (цинкование, никелирование, кадмирование и т.п.).
При этом в случае использования в качестве раствора травления, например, серной кислоты и/или сложностей, возникающих при фильтрации разбавленных кислотой сточных вод, поступающих в сборник-улавливатель 22, производят следующее.
Вход (индекс - 1) ИМ 33 соединяют с его вторым (индекс - 3) выходом.
Первый выход (индекс - 2) ИМ 10 соединяют непосредственно со сборником-концентратором 25 (на чертеже показано пунктиром).
А переливную трубу СДПВ 19 соединяют также непосредственно со сборником-концентратором 25.
III. Этап основной гальванохимической обработки, операция покрытия деталей (nст.=2 с использованием холодной воды), в частности в электролите цинкования.
В этом случае в ванне 1 дополнительно размещаются электроды и ловители с токоподводами, подключенными к соответствующим выходам источника питания (на чертеже не показаны).
А в процессе слива сточных вод после струйной промывки перфорированного барабана используется ИМ 10, управление работой которого осуществляется, в данном случае, например, через замыкающий контакт с замедлителем, действующим при возврате (выдержка времени на размыкание) или, при использовании в качестве ИМ 10 трехходового электропневматического клапана, через рессивер с регулировкой времени задержки возврата исполнительного органа ИМ 10 в исходное (нормально-открытое) положение.
При этом используются, например, как СДПВ 19, так и СДПВ 18, а дополнительный запорный вентиль (на чертеже не обозначен), соединяющий входы ЛНС 21 и ЛНС 20, находится в закрытом положении.
В ванне 1, СДПВ 19, каскаде I ванны 11 и в баке 14, в данном случае, отсутствуют нагреватели электролита и промывной воды, соответственно.
При этом отличия от состояний ИМ ОМ травления положений регулирующих органов ИМ ОМ цинкования состоят в следующем:
- вход (индекс - 1) ИМ 12 соединен со вторым (индекс - 3) его выходом;
- вход (индекс - 1) ИМ 23 соединен с его первым выходом (индекс - 2), соединенным со входом устройства 24;
- вход (индекс -1) ИМ 31 соединен с его первым выходом (индекс - 2);
- вход (индекс - 1) ИМ 32 соединен как с первым, так и со вторым его выходом (индексная коммутация 2<--1-->3), при этом открыт запорно-регулирующий вентиль, соединенный с первым выходом (индекс - 2) ИМ 32.
Исходное состояние обрабатывающей среды и остальных элементов схемы соответствует аналогичным в ОМ обезжиривания с той разницей, что в ВСП 4 используется поддон 9.
После загрузки барабана с деталями в ванну 1 производится процесс их цинкования (в данном случае), после окончания которого последовательно производят выгрузку барабана с деталями из ванны 1, его перемещение к ВСП 4 и загрузку в последнюю.
Затем производят
- включение ЛНС 21, обеспечивая тем самым подачу промывной воды из СДПВ 19 через ИМ 32 (индексная коммутация 2<--1-->3), ИМ 30 (индексная коммутация 2<--1-->3) и ИМ 29 (индексная коммутация 1-->3) в РК 6 с ЭФС 8 (через открытый, в данном случае, запорно-регулирующий вентиль) в коллектор 3 с ЭФС для смыва капель электролита цинкования с верхней поверхности бортового отсоса, попавших на последнюю при перемещении барабана от ванны 1 к ВСП 4, и для периодической промывки фильтра для очистки испарений ванны 1 соответственно;
- включение привода вращения барабана в ВСП 4.
В этом случае в ВСП 4 производится струйная промывка поверхностей деталей и вращающегося перфорированного барабана струями субмиллиметрового сечения с однорядной (например, в данном случае) структурой сопловых отверстий ЭФС 8, обеспечивая тем самым смыв струями и диффузией, за счет частичного погружения барабана с деталями в поддон 9, до 80% электролита цинкования, вынесенного поверхностями деталей и барабана из ванны 1.
Образующиеся при этом сточные воды из поддона 9 непосредственно поступают через нормально открытый ИМ 10 в направлении 1-->2 в сборник-улавливатель 22, в который также поступают разбавленный водой электролит цинкования, образовавшийся при смыве капель электролита цинкования, из переливного кармана ванны 1 через открытый в направлении 1-->2 ИМ 33 и, например, сточные воды, образующиеся при периодической промывке фильтра для очистки испарений ванны цинкования (в данном случае).
После окончания времени первой ступени струйной промывки производят отключение ЛНС 21 и подачу питания для включения
- ЛНС 20, выход которой соединен через открытый в направлении 1-->2 ИМ 31 с РК 5 с ЭФС 7;
- ИМ 10, переводя тем самым положение его исполнительного органа из нормально-открытого в направлении 1-->2 положения в закрытое и одновременно обеспечивая коммутацию его входа (индекс - 1) с его вторым выходом (индекс - 2), соединенным с СДПВ 19.
При этом в ВСП 4 производится вторая струйная промывка поверхностей деталей во вращающемся перфорированном барабане струями субмиллиметрового сечения с двухрядной (например, в данном случае) структурой сопловых отверстий ЭФС 7, обеспечивая тем самым смыв струями и диффузией, за счет частичного погружения барабана с деталями в поддон 9, до 90% электролита цинкования, оставшегося на поверхностях деталей и барабана после проведения первой ступени струйной промывки.
Образующиеся при этом сточные воды с на порядок меньшей концентрацией ООК электролита цинкования из поддона 9 непосредственно поступают через открытый в направлении 1-->3 ИМ 10 в СДПВ 19, обеспечивая тем самым подготовку необходимой порции промывной воды в последнем для реализации первой ступени струйной промывки следующего барабана с деталями.
После окончания времени второй ступени струйной промывки перфорированного барабана с деталями последовательно производят:
- отключение подачи питания на ЛНС 20, прекращая тем самым подачу промывной воды в РК 5 с ЭФС 7 ВСП 4;
- отключение подачи питания (или сжатого воздуха) на ИМ 10, вызывая возврат его в нормально-открытое в направлении 1-->2 состояние через время задержки, задаваемое замедлителем замыкающего контакта (или регулировочным винтом рессивера), и необходимое для полного стока воды из ВСП 4 и ее поддона 9 в СДПВ 19;
- выгрузку перфорированного барабана из ВСП 4 и его перемещение к ванне 11 для загрузки в каскад I последней;
- временное включение ЛНС 16 бака-накопителя 15 для организации перелива части загрязненной промывной воды через переливной карман каскада I, открытый в направлении 1-->3 ИМ 12 и открытый в направлении 1-->2 ИМ 13 в СДПВ 18 для, по крайней мере, частичного восполнения промывной воды в последнем.
После загрузки перфорированного барабана в каскад I ванны 11 производят включение привода его вращения в воде каскада I при активном перемешивании последней сжатым воздухом.
При этом производится удаление 80-90% оставшейся на поверхностях барабана и деталей (после двухступенчатой струйной промывки) части электролита цинкования (в данном случае).
После окончания времени промывки погружным методом перфорированного барабана с деталями в холодной воде каскада I ванны 11 производится его выгрузка из этого каскада и загрузка в каскад II ванны 11.
При этом производится окончательное удаление вышеописанным методом остатков электролитов цинкования в холодной (в данном случае) воде каскада II ванны 11, после окончания которого производится выгрузка перфорированного барабана с деталями из ванны 11 и его перемещение к ОМ БГО следующей гальванохимической обработки, как правило, постобработки и/или окрашивания.
Образовавшийся в сборнике-улавливателе 22 относительно разбавленный электролит цинкования подвергается фильтрации и доуконцентрированию вышеописанным для случая раствора обезжиривания образом.
При этом, в случае достижения в воде каскада II ванны 11 концентрации ООК, равного или превышающего значение ПДК, возможно проведение следующих действий.
Закрывают подачу сжатого воздуха в барботер каскада I ванны 11.
Вход (индекс -1) ИМ 17 соединяют с его вторым выходом (индекс - 3).
Открывают сливной вентиль каскада I ванны 11 для полного или частичного слива промывной воды этого каскада в бак 14, после окончания которого закрывают сливной вентиль каскада I и производят включение ИМ 16 бака-накопителя 15 для перекачки из него чистой промывной воды в каскад I ванны 11, после окончания которой производят отключение ЛНС 16, возвращают (например) ИМ 17 в исходное состояние и открывают подачу сжатого воздуха в баротер каскада I ванны 11.
После чего осуществляют перекоммутацию ИМ 13 с направления 1-->2 на направление 1-->3 для соединения переливного кармана каскада I ванны 11 с баком 14 и производят открывание запорного вентиля последнего для соединения бака 14 со входом ЛНС 20 для использования слитой из каскада I ванны 11 промывной воды в следующих процессах второй ступени струйной промывки.
Далее процесс бессточного цинкования (в данном случае) деталей в перфорированном барабане проводится аналогичным вышеописанному образом с той лишь разницей, что после реализации второй ступени струйной промывки перфорированный барабан с деталями сначала загружают в каскад II ванны 11, а затем в ее каскад I.
Затем детали, как правило, подвергаются постобработке и/или окрашиванию.
IV. Этап постобработки и/или окрашивания (nст.=1 с использованием холодной воды), в частности в растворе хроматирования с осветлением.
В этом случае структура ОМ и положение соответствующих ИМ полностью (например) совпадает со структурой и положением исполнительных органов соответствующих ИМ ОМ основной гальванохимической обработки (цинкования, в данном случае).
В ванне 1 при этом отсутствуют электроды и ловители с токоподводами, подключенными к соответствующим выходам источника питания.
Отличия от предыдущей обработки могут, например, состоять в следующем.
В случае достижения в воде каскада II ванны 11 концентрации ООК, равного или превышающего значение ПДК, производят следующее.
Осуществляют слив по половине (например) объема воды из каскадов I и II (в последнем случае через открытый в направлении 1-->3 ИМ 34) в бак 14, после чего из бака-накопителя заливают с помощью ЛНС 16 через открытый в направлении 2<--1-->3 ИМ 17 чистую промывную воду.
После чего продолжают обрабатывать следующие партии деталей в перфорированных барабанах последовательно в каскадах I и II, после обработки в которых детали выгружаются из барабана и подвергаются сушке с использованием, например, центрифуги.
Таким образом предлагаемый способ по сравнению с известным решением, выбранным в качестве прототипа, имея более расширенные функционально-технологические возможности, позволяет
- повысить качество обработки деталей в перфорированных барабанах за счет увеличения количества ступеней струйной промывки и каскадов промывки погружением при обеспечении возможности их интенсификации и изменения видов обработки;
- сократить, по крайней мере, в 2 раза и/или оптимизировать расход чистой промывной воды и затраты используемых энергоресурсов, химикатов и материалов;
- значительно, не менее чем в 3-4 раза, увеличить время бессточного режима обработки деталей без сброса загрязненной промывной воды на очистные сооружения;
- с наименьшими затратами вернуть в технологический процесс до 80% электролита (раствора) основной ванны, ранее теряемого при работе фильтровальной установки, бортовых отсосов и в виде капель при перемещении барабана с деталями, по крайней мере, от процессной ванны к ванне струйной промывки;
- наиболее просто и эффективно адаптировать структуру ОМ БГО к конкретной операции обработки.
Экспериментальная проверка основных решений, использованных в предлагаемом способе на ОМ никелирования деталей в перфорированном барабане (с диаметром перфорации - 2 мм) в производственных условиях лаборатории гальванических покрытий ОАО "ЛОМО" (г. Санкт-Петербург) при nст.=2 и однокаскадной ванне промывки погружением, времени струйной промывки 10÷15 с, удельном расходе промывной воды в каждой из ступеней струйной промывки, равном 0,2 и 0,4 л/с, количестве испаряющегося из ванны никелирования, уносимого в бортовые отсосы и деталями электролита, равном 3 л/час (при площади зеркала ванны никелирования ≈ 0,5 м2 и обработке двух барабанов в час) и значениях коэффициента удаления (смыва) электролита никелирования с поверхностей барабана и деталей струями субмиллиметрового сечения (⊘ ≈0,7 мм), равных (в данном случае) 0,8 и 0,9, соответственно, доказала возможность практической реализации высокоэффективных процессов гальванохимической обработки и показала правильность использованных научно-технических решений.
Реализация предлагаемого способа довольно проста и не встречает принципиальных затруднений.
Так, например, в качестве элементов формирования струй (ЭФС) промывной воды субмиллиметрового сечения могут быть использованы модульные наборные панели из термопластичных материалов (полипропилен, АВС-пластик, поливинилхлорид), выпускаемые ПО "СТАРТ" (г. Заречный Пензенской обл.) по патенту РФ 2046685.
Распределительные коллекторы также могут быть выполнены из неметаллических материалов (полипропилен, поливинилхлорид), подачу воды в которые осуществляют от малонапорных (Р=0,2 МПа) локальных напорных систем, в качестве которых могут быть использованы насосы с магнитной муфтой, проточная часть которых также выполнена из неметаллических материалов.
А в качестве запорной, запорно-регулирующей и разделяющей поток жидкости арматуры могут быть использованы двух- и трехходовые шаровые краны, вентили и электропневматические клапаны из полипропилена (поливинилхлорида), соответственно.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. УДК 620.197:543.3:006.354 ГОСТ 9.314-90.
Вода для гальванического производства и схемы промывок. - М.: Изд-во стандартов, 1991 г., с.7-9, черт. 2.
2. УДК [621.357.7:658.52.011.56.012.3] (035).
Повышение эффективности технологических операций и функционирования оборудования гальванохимической обработки в условиях автоматизированного гальванического производства. А.Н.Алексеев. - М.: Изд-во журнала "Новые промышленные технологии", 1997 г., 189 с., с.38, 39, рис.3.4; с.74-80, рис.6.1 - ПРОТОТИП.
3. УДК 621.357.7.035(085.2):621.793/794(085.5)0-22
Оборудование для химической, электрохимической обработки поверхности и нанесения покрытий: каталог/ЦКБ ОГ - М.: ВНИИТЭМР, 1989 г., с.16,17; с.18, 19; с.79-80.8
Изобретение относится к гальванотехнике. Способ включает последовательное выполнение операций основной гальванохимической обработки погружным методом, струйной промывки, реализуемой с помощью распределительных коллекторов с элементами формирования струй субмиллиметрового сечения, и промывки деталей погружением, восполнение потерь объема электролита-раствора процессной ванны доуконцентрированной частью концентрированных сточных вод, восполнение чистой промывной воды в соответствующем баке-накопителе сконденсированными испарениями, при этом струйную промывку деталей в перфорированных барабанах в зависимости от вида и/или токсичности (концентрации) смываемого электролита-раствора процессной ванны выполняют одно- или двухступенчатой, в последнем случае и с использованием разнотемпературной горячей и холодной и/или различной интенсивностью струй промывной воды в одной или отдельных ваннах струйной промывки, в том числе и с возможностью частичного погружения перфорированного барабана в поддон с образующимися в процессе струйной промывки сточными водами, а операцию промывки деталей в перфорированном барабане методом погружения в зависимости от значения предельно допустимой концентрации основного отмываемого компонента электролита-раствора процессной ванны выполняют одно- или двухкаскадной, причем подачу промывной воды субмиллиметрового сечения осуществляют с помощью локальных напорных систем, подключенных к соответствующим сборникам-дозаторам промывной воды, восполнение которой в последних производят избытком промывной воды, подаваемой в ванну промывки погружным методом от бака-накопителя чистой промывной воды с помощью локальной напорной системы, и/или дистиллированной водой от соответствующего генератора, при этом в случае достижения предельно допустимой концентрации основного отмываемого компонента электролита-раствора процессной ванны в воде ванны промывки погружением или в ее втором каскаде производят полный или частичный ее слив из ванны или ее первого каскада, соответственно, в бак для слива загрязненной промывной воды, выход которого также соединен со входом, по крайней мере, одной локальной напорной системы для подачи промывной воды в распределительные коллекторы с элементами формирования струй субмиллиметрового сечения, по крайней мере, одной из ступеней струйной промывки, и используют эту воду при реализации последней, а в ванну промывки погружным методом или во второй ее каскад подают чистую воду и/или сконденсированные испарения, получаемые в процессе доуконцентрирования концентрированных сточных вод, в том числе и накопленные в баке-накопителе чистой промывной воды. Кроме того, новым в способе являются варианты смены воды в ванне промывки погружением, использования промывных и сточных вод, образующихся сконденсированных испарений, конструкции процессной и ванны промывки погружением. Технический результат: оптимизация расхода и использования промывной воды и энергоресурсов, химикатов и материалов, повышение качества промывки и длительности реализации последней в бессточном режиме. 11 з.п.ф-лы, 1 ил.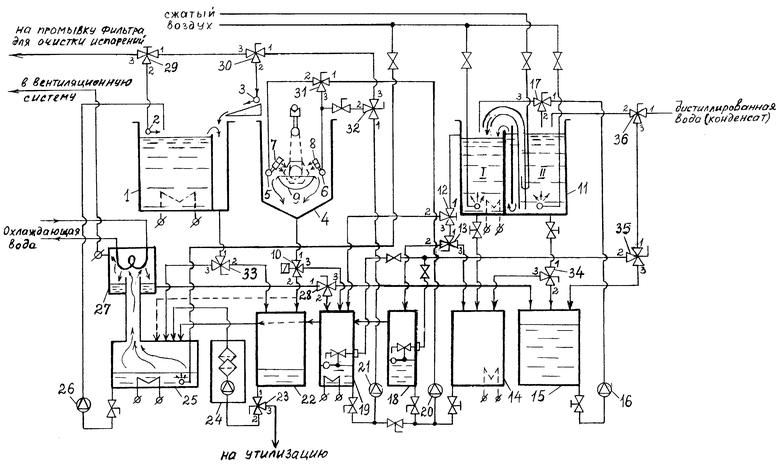
| АЛЕКСЕЕВ А.Н | |||
| Повышение эффективности технологических операций и функционирования оборудования гальванохимическойобработки в условиях автоматизированного гальванического производства | |||
| - М.: Новые промышленные технологии, 1997, с.38, 39, 74-80 | |||
| БЕССТОЧНЫЙ МОДУЛЬ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2092627C1 |
| DE 19509646 А1, 19.09.1996. | |||

