Изобретение относится к способам изготовления каркасов, ванн и размещения оборудования линий для нанесения гальванических и химических покрытий, в частности линий, выполняемых в двухуровневой компоновке, и может быть использовано при изготовлении каркасов, а также при выполнении и размещении оборудования линий как с ручным способом перемещения деталей, так и автоматических или механизированных, функционирующих в бессточном или малосточном режиме, как при использовании в их составе стационарных ванн с односторонними бортовыми отсосами, так и при использовании в их составе ванн, оснащенных двухсторонними бортовыми отсосами.
Широко известны способы изготовления конструкций, ванн и размещения оборудования гальванических линий, реализуемых в традиционной, одноуровневой, компоновке, включающие установку в технологической последовательности ванн, площадки обслуживания, металлоконструкций, автооператоров, системы вентиляции, коммуникаций и командоаппарата [1].
При этом коммуникации пара, воды, воздуха и канализации, как правило, размещают под площадкой обслуживания и выполняют в каждом случае при разработке конкретной компоновки линии.
Причем, в зависимости от вида технологического процесса, линии комплектуют установленными рядом с ними буферными и/или запасными емкостями, фильтрационными установками и/или ваннами селективной очистки.
Недостатками данных способов являются:
- повышенные требования к прочности конструкции ванн, из-за необходимости расположения на их внешнем обрамлении грузоопор для установки штанги с приспособлением (подвеска, барабан) для размещения деталей, в частности подвергаемых хромированию (например, пресс-форм, весом до тонны);
- необходимость наличия дополнительных производственных площадей, требуемых для размещения буферных и/или запасных емкостей, фильтрационных установок и/или ванн селективной очистки;
- обязательное наличие централизованных очистных сооружений значительной мощности, обусловленной необходимостью требуемой по технологии сменности воды в ваннах промывки погружением (1-2 объема в час);
- заниженная производительность линии гальванохимической обработки из-за необходимости относительно длительного (порядка 1-2 минут) нахождения деталей в каждой ванне их промывки погружным способом;
- сравнительно ограниченные функционально-технологические возможности, в частности, не позволяющие или делающие затруднительным выгрузку упавших на дно процессной ванны деталей в процессе их гальванохимической обработки и др.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ выполнения каркаса, ванн и размещения оборудования, оснащенной перемещающимися по путям и переносящими технологические приспособления с деталями автооператорами гальванической линии, реализуемой в традиционной, одноуровневой, компоновке, включающий установку в технологической последовательности ванн объемной гальванохимической обработки, а также соединенных с магистралью сточных вод ванн объемной и поверхностной струйно-динамической промывки, внутри каркаса, содержащего оснащенные горизонтальными направляющими для креплени грузоопор, для установки штанги с приспособлением с обрабатываемыми деталями, связанные между собой верхними и нижними связями вертикальные стойки, на одной из сторон которых установлены кронштейны для крепления трубопроводов и электрических линий связи, а также установку площадки обслуживания, металлоконструкций, коммуникаций, системы вентиляции, включающей бортовые отсосы, шиберы и воздуховод и командоаппарат [2].
Недостатком известного способа, выбранного в качестве прототипа, является обязательное наличие для всех операций гальванохимической обработки магистрали сточных вод, что при технологическом требовании сменности воды в ваннах объемной промывки 1-2 объема в час и среднем количестве таких ванн в линии - 4-6, приводит к значительной и неэффективной нагрузке на очистные сооружения и требованиям значительной мощности последних.
Другим недостатком известного способа, выбранного в качестве прототипа, является то обстоятельство, что все устанавливаемые в каркасы ванны имеют одинаковые габариты, без учета того, что, например, в ваннах поверхностной струйно-динамической промывки нет необходимости размещения барботера, нагревателей, электродов, датчиков, патрубков и т.п., что в конечном итоге приводит к существенному увеличению затрат на материалы.
Еще одним недостатком известного способа, выбранного в качестве прототипа, являются его сравнительно ограниченные функционально-технологические возможности, не позволяющие или делающие затруднительными, в частности, производить выгрузку упавших на дно процессных ванн деталей, а также удаление токсичных электролитов/растворов из процессных ванн и их локализацию на период долговременного (от 2 до 10-15 суток) вывода линии из работы.
Кроме того, известный способ не позволяет обеспечить локализацию возможных аварийных проливов используемых электролитов на пол гальванического цеха, в частности, из-за отсутствия у ванн объемной обработки и промывки прототипа переливных карманов, а также запасных емкостей для аварийного слива, что при обработке на линии крупно-габаритных или объемных деталей может приводить к переливу или необходимости искусственного увеличения высоты таких ванн.
Новый технический результат заключается в повышении эффективности и надежности функционирования размещаемого оборудования гальванической линии, расширении его функциональных возможностей и оптимизации затрат на изготовление ванн и используемых конструкторско-технологических решений.
Новый технический результат достигается тем, что в известном способе выполнения каркаса, ванн и размещения оборудования гальванической линии, включающем установку в технологической последовательности ванн объемной гальванохимической обработки, а также ванн объемной и поверхностной струйно-динамической промывки, внутри каркаса, содержащего связанные между собой верхними и нижними связями вертикальные стойки, на одной из сторон которых установлены кронштейны для крепления трубопроводов и размещения электрических линий связи, грузоопоры, для установки в них штанги с приспособлением с обрабатываемыми деталями, а также установку площадки обслуживания, коммуникаций, системы вентиляции, включающей бортовые отсосы, шиберы и воздуховод, согласно изобретению, вертикальные стойки каркаса оснащают опорами и, в зависимости от вида устанавливаемых между вертикальными стойками каркаса, ванн - объемной обработки и промывки или поверхностной струйно-динамической промывки, соответственно, одной или двумя парами дополнительных, располагаемых между верхними и нижними, напротив друг друга, связей, при этом как дополнительные, так и нижние связи оснащают механически и/или с помощью сварки соединенных с ними поперечными связями, используемыми для установки на них ванн и баков - сборников используемых электролитов/растворов и промывной воды, соответственно, причем, в зависимости от положения штанги с приспособлением с обрабатываемыми деталями в ваннах - параллельно или перпендикулярно направлению ее перемещения по линии и/или количества используемых соседних процессных ванн электрохимической обработки, грузоопоры, используемые для установки штанги с приспособлением с обрабатываемыми деталями и/или подвода тока, размещают, соответственно, либо непосредственно на верхнем обрамлении верхних связей или на соединенных с ними горизонтальных направляющих, либо устанавливают на горизонтальных направляющих, располагаемых между вертикальными стойками, вдоль площадки обслуживания.
При этом габариты ванн, по крайней мере, поверхностной струйно-динамической промывки, из-за отсутствия необходимости размещения в них барботера, нагревателей, электродов, датчиков, патрубков и т.п., выполняют уменьшенными по сравнению с соответствующими габаритами ванн, по крайней мере, объемной гальванохимической обработки.
Кроме того, при значительных весе обрабатываемых деталей и/или габаритах ванн гальванической линии, используют дополнительные вертикальные стойки, устанавливаемые непосредственно под местами размещения грузоопор, используемых для установки штанги с приспособлением с обрабатываемыми деталями, либо между верхними, дополнительными и нижними связями вертикальных стоек каркаса, либо между горизонтальными направляющими, располагаемыми между вертикальными стойками, вдоль площадки обслуживания,
А в качестве грузоопор, в зависимости от их назначения и/или вида линии, используют, устанавливаемые на изоляторах токопроводящие пластины и/или ловители, либо непосредственно изоляторы и/или выполненные из неэлектропроводящего материала ловители штанги с приспособлением с обрабатываемыми деталями.
Кроме того, кронштейны для крепления трубопроводов и размещения электрических линий связи используют и для установки воздуховодов, соединяемых через шиберы для регулирования количества отсасываемого воздуха с бортовыми отсосами как ванн, так и баков - сборников используемых электролитов/растворов и промывной воды.
При этом переливной карман ванны объемной гальванохимической обработки соединен с баком - сборником ее электролита/раствора, установленным на поперечных связях нижних связей каркаса и оснащенным соответствующей локальной напорной системой для возврата электролита/раствора в процессную ванну.
А слив воды из ванн поверхностной струйно-динамической промывки производят в ее сборник, оснащенный соответствующей напорной системой для подачи, непосредственно или через исполнительные механизмы для дросселирования и/или байпасирования, уловленной после проведения операции поверхностной струйно-динамической промывки в контур струйно-динамической промывки, размещенный в предшествующей ванне.
Кроме того, ванны объемной гальванохимической обработки с токсичными электролитами/растворами и ванны объемной промывки оснащают установленными в них или устанавливаемыми в них на время слива устройствами для опорожнения, выполняемыми в виде погружных насосов, аэрлифтов или запорных вентилей, размещаемых в сливных поддонах, неразъемно соединенных с днищем ванн или на их выходах, соответственно.
Стойки каркаса площадки обслуживания связаны между собой с помощью механически и/или сварки соединенных с их внешней поверхностью уголков для размещения в них трапных решеток, а вертикальные стойки каркаса площадки обслуживания оснащают кронштейнами и/или креплениями-клипсами для размещения трубопроводов, а также жестко связанными с ними ложементами для установки и закрепления в них вертикальных стоек перил трапа.
При этом внешнюю поверхностью уголков для размещения в них трапных решеток используют и для соединения с ней горизонтальных направляющих, размещаемых напротив ванн поверхностной струйно-динамической промывки и используемых, в случае реализации линии с ручным или механизированным способом перемещения технологических приспособлений с деталями, для размещения на них кнопок-педалей контактного или бесконтактного типа, управляющих включением локальных напорных систем для подачи воды в соответствующий распределительный коллектор, оснащенный элементами формирования струйных потоков.
А саму линию, вместе с площадкой обслуживания, стойки каркаса которой механически соединены с вертикальными стойками каркаса линии, и вспомогательным оборудованием размещают в поддоне, выполненном с установочными выступами с горизонтальными площадками для размещения и крепления опор, вертикальных стоек каркаса линии, и, по крайней мере, соединенных с вертикальными стойками каркаса линии вертикальных стоек площадки обслуживания, а также перегородками для разделения видов аварийных стоков, футерованными коррозионно-стойким материалом и оснащенными уклонами, каналами и трубопроводами для слива уловленных электролитов, растворов и/или промывной воды в соответствующий виду используемых в линии электролитов и растворов бак аварийного слива, оснащенный напорной системой и/или устройством фильтрации для подачи уловленных электролитов, растворов и/или промывной воды, соответственно, либо на очистные сооружения и/или устройства концентрирования, либо в соответствующие ванну объемной обработки или бак - сборник используемых электролитов/растворов и промывной воды.
Наконец, оборудование и приборы локальной автоматики для контроля и регулирования параметров обрабатывающей среды ванн гальванической линии, а также источники питания размещают в отдельно стоящем рядом с линией помещении, связь которых с соответствующими датчиками и оборудованием производят непосредственно и/или через укрепленные на кронштейнах для размещения электрических линий связи устройства коммутации, а также пульты или блоки, установленные на трапе линии.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ позволяет обеспечить:
- возможность реализации бессточного режима гальванохимической обработки, по крайней мере для операций, выполняемой с нагревом гальванохимической обработки (обезжиривание, хромирование, никелирование и др.);
- оптимальные, с точки зрения затрат на материалы, габариты ванн;
- расширенные функциональные возможности (возможность выгрузки упавших на дно ванны деталей, временного удаления токсичных электролитов из процессных ванн, локализации и улавливания аварийных проливов и др.);
- оптимизацию используемых конструкторско-технологических решений, в части размещения воздуховодов, баков - сборников, и в зависимости от положения штанги с приспособлением с обрабатываемыми деталями в ваннах - параллельно или перпендикулярно направлению ее перемещения по линии и/или количества используемых соседних ванн электрохимической обработки и др.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Несмотря на известность выполнения гальванических линий в двухуровневой компоновке [3, 4], конкретные реализация каркаса, выполнение ванн и размещение оборудования линии, выполняемой в том числе и в трехуровневой компоновке (включая баки для аварийного слива), не были известны и представлены, что обеспечивают заявляемому техническому решению соответствие критерию «существенные отличия».
Изобретение поясняется чертежами.
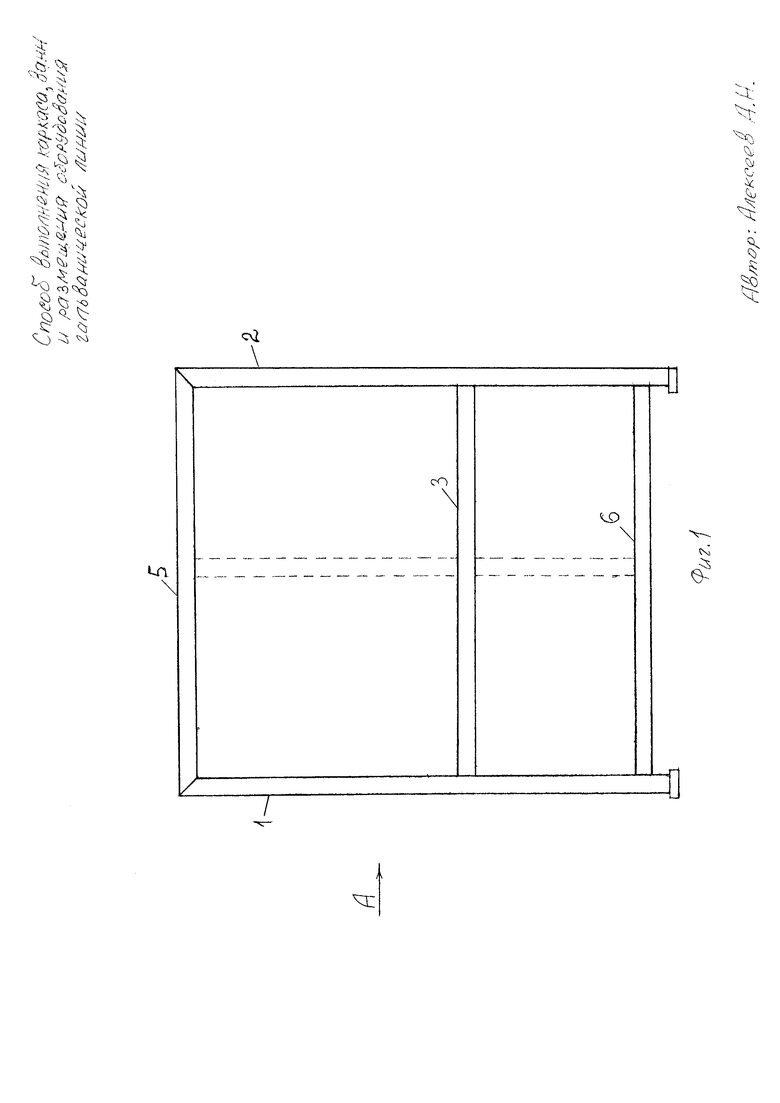
На фиг. 1 представлены оснащенные опорами (на фиг. 1 не обозначены) вертикальные стойки 1, 2 каркаса с установленной между ними одной (в данном случае) парой дополнительных связей 3, располагаемых между верхними и нижними связями 5, 6, для установки между ними ванн объемной гальванохимической обработки и промывки и баков - сборников используемых электролитов/растворов и промывной воды.
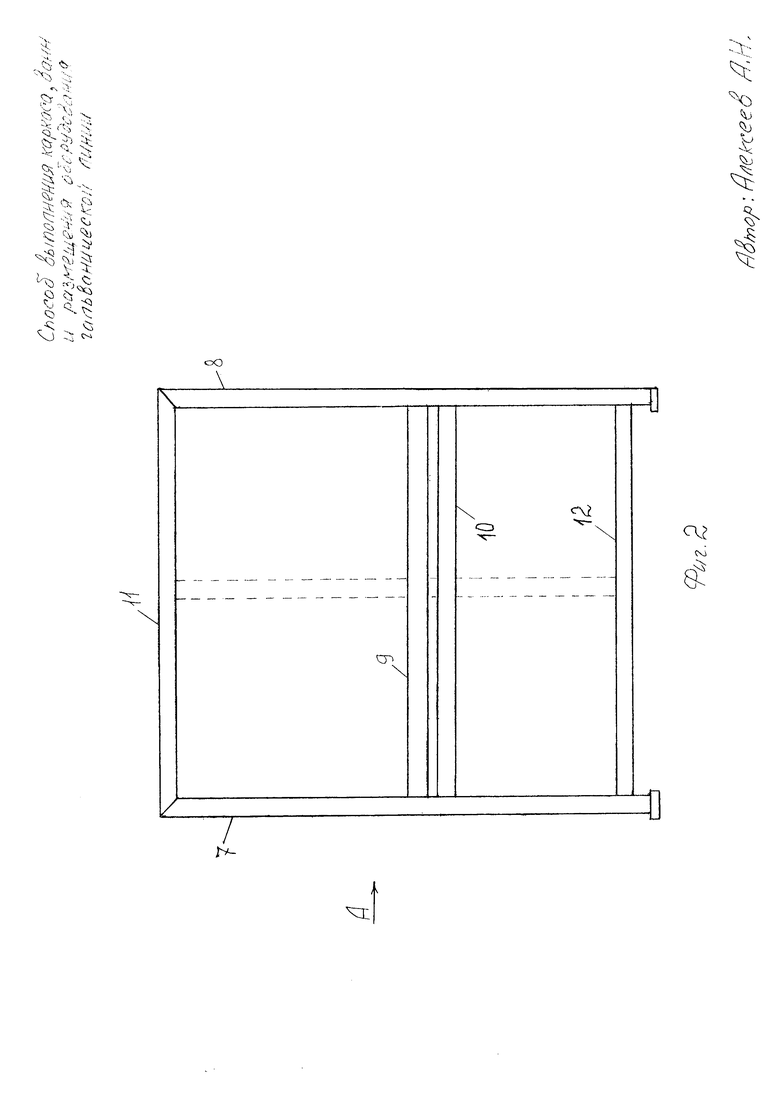
На фиг. 2 представлены оснащенные опорами (на фиг. 1 не обозначены) вертикальные стойки 7, 8 каркаса с установленными между ними двумя (в данном случае) парами дополнительных связей 9, 10, располагаемых между верхними и нижними связями 11, 12, для установки с одной стороны ванны объемной гальванохимической обработки или промывки, а с другой - по крайней мере одной ванны поверхностной струйно-динамической промывки.
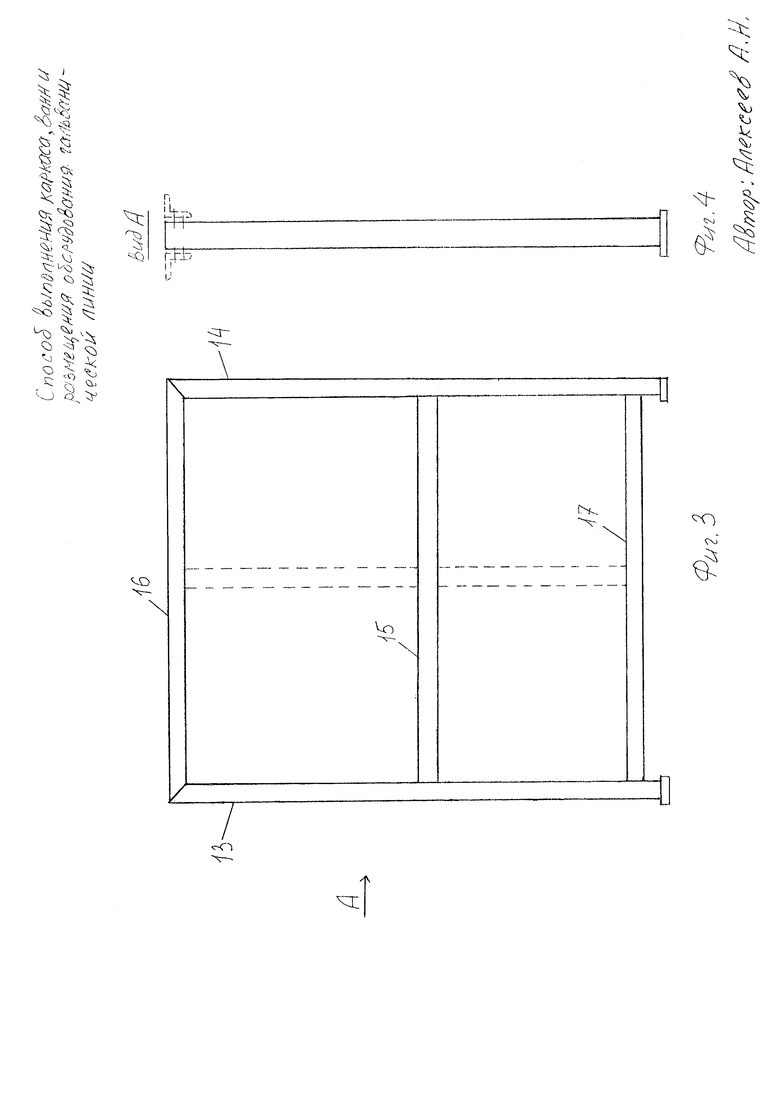
На фиг. 3 представлены оснащенные опорами (на фиг. 1 не обозначены) вертикальные стойки 13, 14 каркаса с установленной между ними одной (в данном случае) парой дополнительных связей 15, располагаемых между верхними и нижними связями 16, 17, для установки ванн поверхностной струйно-динамической промывки.
На фиг. 4 показан вид А вертикальной стойки 1, 7, 13 представленной на фиг. 1, 2, 3, соответственно.
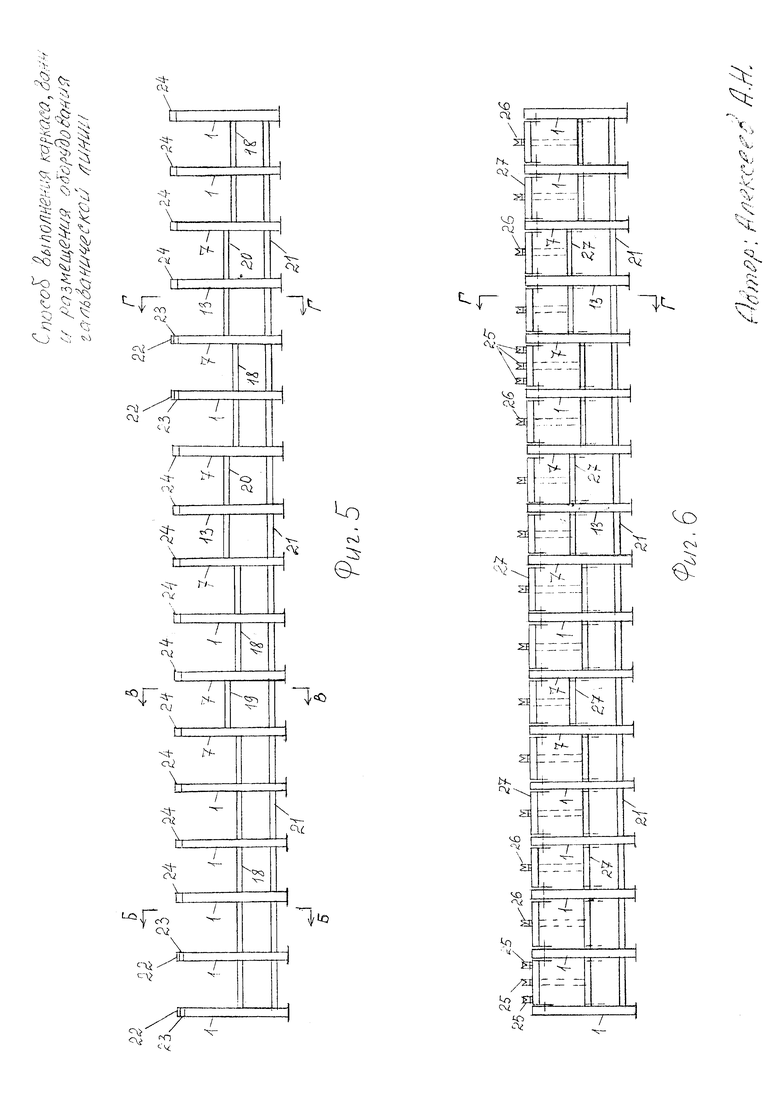
На фиг. 5 представлен сформированный из конструкций, показанных на фиг. 1-4, механически и/или с помощью сварки соединенных между собой поперечными связями 18, 19, 20 и 21, используемыми, соответственно, для установки на них ванн и баков - сборников используемых электролитов/растворов и промывной воды, каркас гальванической линии общего вида при параллельном положении штанги с приспособлением с обрабатываемыми деталями в ваннах относительно направления ее перемещения по линии, с грузоопорами, выполненными в виде пластин (или одной пластины) 22, установленных (ой) на изоляторах 23 (в данном случае), и используемыми для подвода тока и установки штанги с приспособлением с обрабатываемыми деталями, и грузоопорами, выполненными в виде изоляторов 24, используемых только для установки штанги с приспособлением с обрабатываемыми деталями, размещенными непосредственно (в данном случае) на верхнем обрамлении верхних связей 5, 11, 16 вертикальных стоек, соответственно, 1, 2 и 7, 8, а также 13, 14.
При этом, при значительных весе обрабатываемых деталей и/или габаритах ванн гальванической линии, используют дополнительные вертикальные стойки (на фиг. 1-3 показаны пунктиром), устанавливаемые непосредственно под местами размещения грузоопор, используемых для установки штанги с приспособлением с обрабатываемыми деталями, между верхними связями 5, 11, 16 дополнительными связями 3, 9 и 10, 15 и нижними связями 6, 12, 17 вертикальных стоек, соответственно, 1, 2 и 7, 8, а также 13, 14 каркаса.
На фиг. 6 представлен сформированный из конструкций, показанных на фиг. 1-4, механически и/или с помощью сварки соединенных между собой поперечными связями 18, 19, 20 и 21, используемыми, соответственно, для установки на них ванн и баков - сборников используемых электролитов/растворов и промывной воды, каркас гальванической линии общего вида при перпендикулярном положении штанги с приспособлением с обрабатываемыми деталями в ваннах относительно направления ее перемещения по линии, с грузоопорами, выполненными в виде устанавливаемых на изоляторах (на фиг. 6 не обозначены) ловителей 25 (в данном случае), используемыми для подвода тока и установки штанги с приспособлением с обрабатываемыми деталями и выполненными в виде ловителей 26 из неэлектропроводящего материала, используемыми только для установки штанги с приспособлением с обрабатываемыми деталями, размещенными на горизонтальных направляющих 27, располагаемых между вертикальными стойками 1, 7, 13, вдоль площадки обслуживания.
При этом, при значительных весе обрабатываемых деталей и/или габаритах ванн гальванической линии используют дополнительные вертикальные стойки (на фиг.6 показаны пунктиром), устанавливаемые непосредственно под местами размещения грузоопор, используемых для установки штанги с приспособлением с обрабатываемыми деталями, между горизонтальными направляющими 27, располагаемых между ними и вертикальными стойками 1, 2 и 7, 8, а также 13, 14.
На фиг.7 представлен вид Б каркаса линии на фиг. 5, дополненный, с одной его стороны, механически и/или с помощью сварки соединенными с одними из его вертикальных стоек 1 кронштейнами 28 для размещения электрических линий связи и воздуховодов, а с другой его стороны - механически соединенными с его вертикальными стойками 2 вертикальными стойками 29 каркаса площадки обслуживания, соединенными с другими его вертикальными стойками 30 с помощью верхних и нижних связей 31 и 32, соответственно.
При этом стойки каркаса площадки обслуживания связаны между собой с помощью механически и/или сварки соединенных с их внешней поверхностью уголков 33, 34 и 35 для размещения в них трапных решеток, а также, с помощью поперечных связей 21, а вертикальные стойки 30 каркаса площадки обслуживания оснащают кронштейнами 36 и/или креплениями-клипсами 37, 38, 39 и 40 для размещения необходимых трубопроводов, а также жестко связанными с ними ложементами 41, 42 для установки и закрепления в них вертикальных стоек 43 перил 44 трапа.
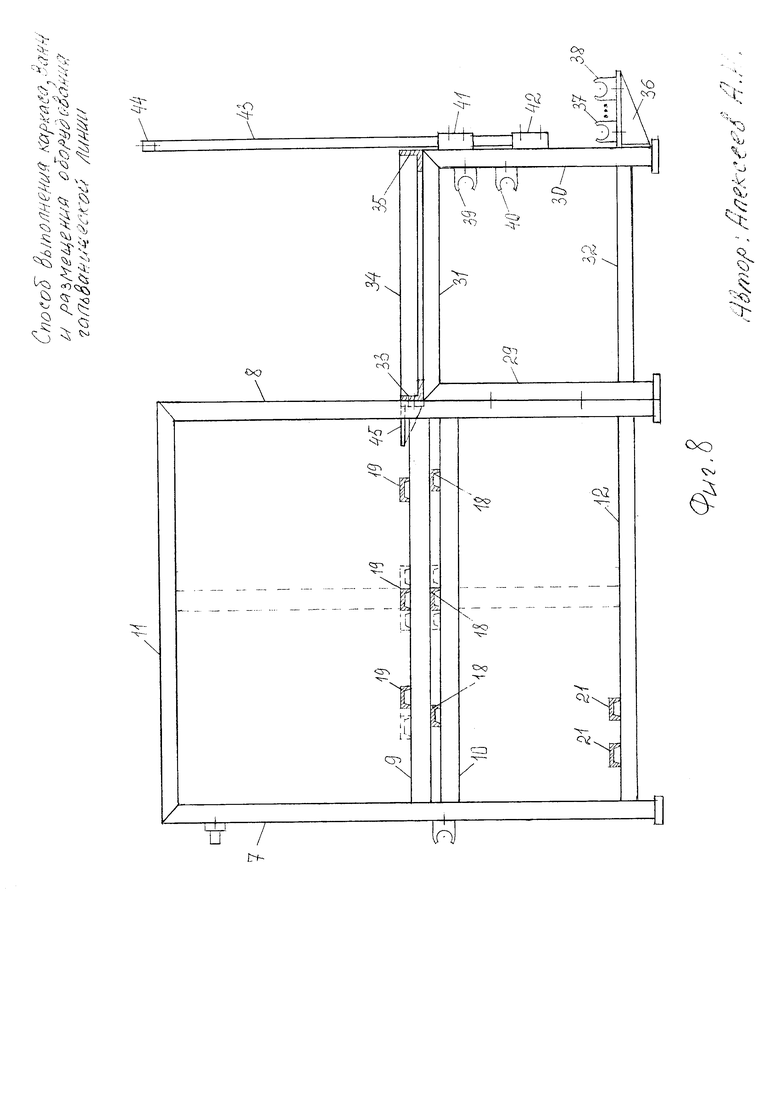
На фиг.8 представлен вид В каркаса линии на фиг. 5, дополненный, с одной (в данном случае) его стороны, механически соединенными с его вертикальными стойками 8 вертикальными стойками 29 каркаса площадки обслуживания, соединенными с другими его вертикальными стойками 30 с помощью верхних и нижних связей 31 и 32, соответственно.
При этом стойки каркаса площадки обслуживания также связаны между собой с помощью механически и/или сварки соединенных с их внешней поверхностью уголков 33, 34 и 35 для размещения в них трапных решеток, а также, с помощью поперечных связей 21, а вертикальные стойки 30 каркаса площадки обслуживания оснащены кронштейнами 36 и/или креплениями-клипсами 37, 38, 39 и 40 для размещения необходимых трубопроводов, а также жестко связанными с ними ложементами 41, 42 для установки и закрепления в них вертикальных стоек 43 перил 44 трапа.
Кроме того, внешнюю поверхностью уголков 33 для размещения в них трапных решеток используют и для механически и/или с помощью сварки соединения с ней горизонтальных направляющих 45, размещаемых напротив ванн поверхностной струйно-динамической промывки.
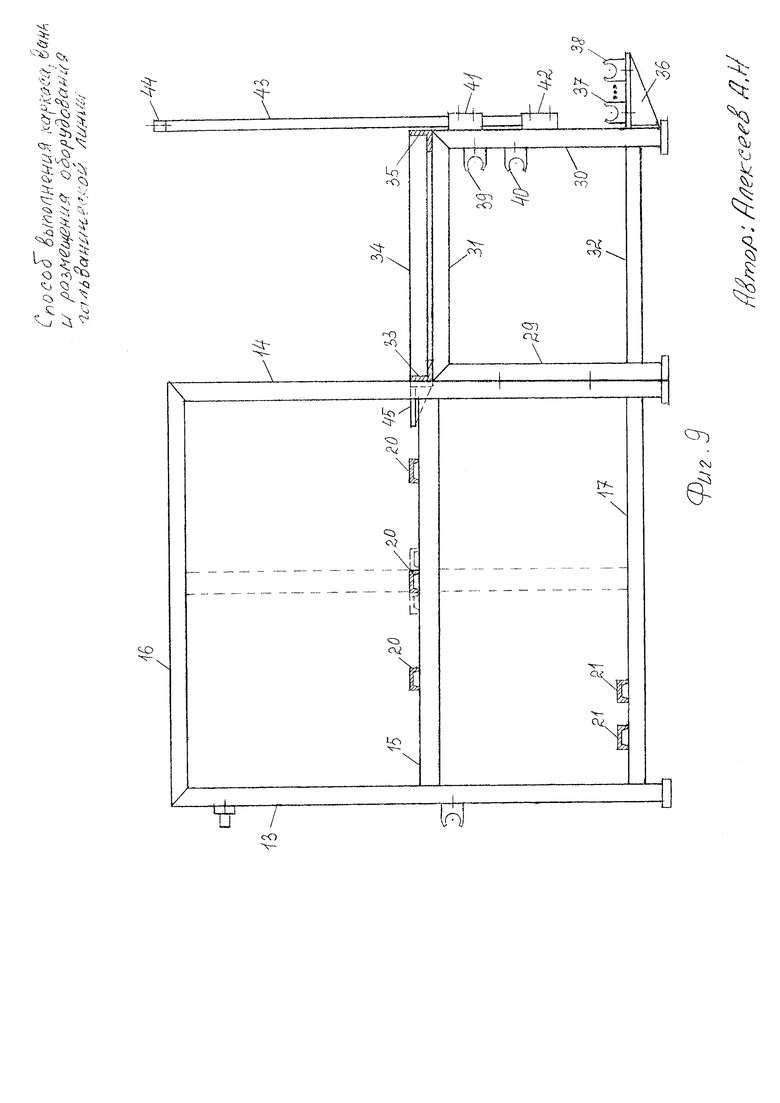
На фиг. 9 представлен вид Г каркаса линии на фиг. 5, дополненный, с одной (в данном случае) его стороны, механически соединенными с его вертикальными стойками 14 вертикальными стойками 29 каркаса площадки обслуживания, соединенными с другими его вертикальными стойками 30 с помощью верхних и нижних связей 31 и 32, соответственно.
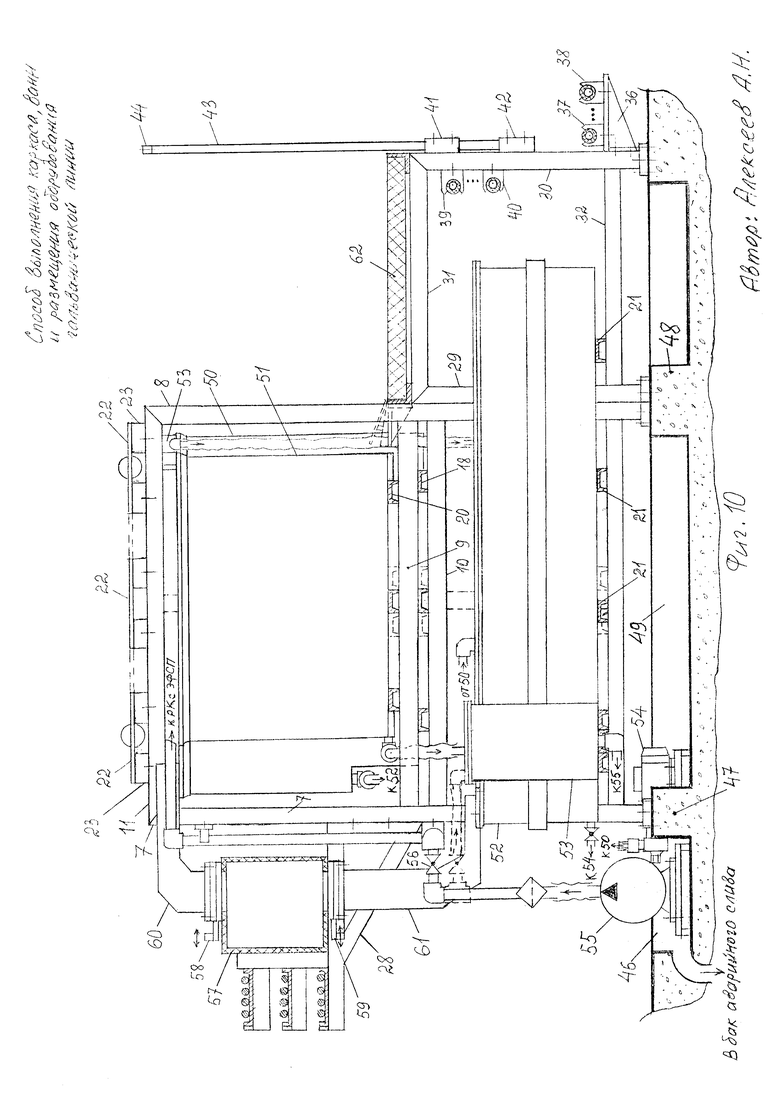
На фиг. 10 представлена гальваническая линия с параллельным расположением штанги с приспособлением с обрабатываемыми деталями относительно направления ее перемещения по линии и каркасом, показанным на фиг. 5, вид Г, установленным вместе с площадкой обслуживания в поддоне 46, оснащенном установочными выступами 47, 48 с горизонтальными площадками для размещения и крепления опор вертикальных стоек 7, 8 и 29 (в данном случае), соответственно, каркаса линии и площадки обслуживания, а также перегородками 49 для разделения видов аварийных стоков, футерованными коррозионно-стойким материалом (на фиг. 10 не обозначен) и оснащенными уклонами, каналами и трубопроводами (на фиг. 10 не показаны) для слива уловленных электролитов, растворов и/или промывной воды в соответствующий виду используемых в линии электролитов и растворов бак аварийного слива (на фиг. 10 не показан), оснащенный напорной системой и/или устройством фильтрации для подачи уловленных электролитов, растворов и/или промывной воды, соответственно, либо на очистные сооружения и/или устройства концентрирования, либо в соответствующие ванну объемной обработки или бак-сборник используемых электролитов/растворов и промывной воды (на фиг. 10 не показаны).
При этом на поперечных связях 18 каркаса линии установлены ванны 50 объемной обработки или промывки, а на поперечных связях 20, учитывая уменьшенные габариты, по крайней мере, по высоте и ширине (в данном случае), по сравнению с соответствующими габаритами ванн объемной гальванохимической обработки, установлены ванны 51 поверхностной струйно-динамической промывки.
А на поперечных связях 21 каркаса линии установлены баки-сборник 52 электролита/раствора и сборники 53 промывной воды, оснащенные локальными напорными системами (ЛНС) 54 и 55, используемые для подачи электролита/раствора в ванну 50 и подачи промывной воды в ванну 51 или в ванну 50, соответственно.
При этом переливной карман (на фиг.10, 11 не обозначен) процессной ванны 50 соединен с баком-сборником 52 ее электролита/раствора.
А сами процессные ванны 50, например, с токсичными электролитами/растворами и/или ванны объемной промывки (на фиг. 10, 11 не показаны) оснащены установленными в них или устанавливаемыми в них на время слива устройствами для опорожнения, выполненными (в данном случае) в виде погружных насосов 53 (см. Фиг. 10) или запорных вентилей 54 (см. Фиг. 11), размещаемых в сливных поддонах (на фиг. 10, 11 не обозначены), неразъемно соединенных с днищем ванн или на их выходах, соответственно.
Слив воды из ванны 51 поверхностной струйно-динамической промывки производят в ее сборник 53, оснащенный локальной напорной системой (ЛНС) 55 для подачи уловленной, после проведения операции поверхностной струйно-динамической промывки, воды в распределительный коллектор (РК), с установленными на или в нем элементами формирования струйных потоков (ЭФСП), размещенный в предшествующей ванне.
При этом для регулирования скоростного напора струй, выход ЛНС 55, непосредственно или через фильтр (на фиг. 10, 11 не обозначен), соединен со входом шарового крана 56 (для дросселирования потока воды), выход которого соединен с РК, с установленными на или в нем ЭФСП (на фиг. 10, 11 не показаны), и/или со входом второго шарового крана (на фиг. 10, 11 обозначен пунктиром), используемого для байпасирования потока воды, выход которого соединен со сборником 53 промывной воды (на фиг. 10, 11 показаны пунктиром).
А кронштейны 28 используют как для размещения электрических линий связи (на фиг.10, 11 не обозначены), так и для установки воздуховодов 57, соединяемых через шиберы 58, 59 для регулирования количества отсасываемого воздуха с бортовыми отсосами 60, односторонними (фиг. 10) или двухсторонними (фиг. 11), и 61, соответственно, как ванн 50 (на фиг.11 соединенные через угловые, не обозначенные, патрубки), так и баков-сборников 52.
В уголках механически и/или с помощью сварки соединенных с внешней поверхностью стоек 31 каркаса площадки обслуживания размещены трапные решетки 62, а в креплениях-клипсах 37, 38, 39, 40 размещены трубопроводы (на фиг. 10, 11 не обозначены) для подачи, соответственно, например, дистиллированной воды, сжатого воздуха для барботажа, загрязненной промывной воды и сжатого воздуха для охлаждения электролитов.
Кроме того, в случае реализации линии с ручным или механизированным способом перемещения технологических приспособлений с деталями, горизонтальные направляющие 45, механически и/или с помощью сварки соединенные с внешней поверхностью уголков 33 (см. Фиг. 8, 9), используются и для размещения на них кнопок-педалей контактного или бесконтактного типа (на фиг. 10 обозначены пунктиром), управляющих включением ЛНС 55 для подачи воды в соответствующий РК с ЭФСП.
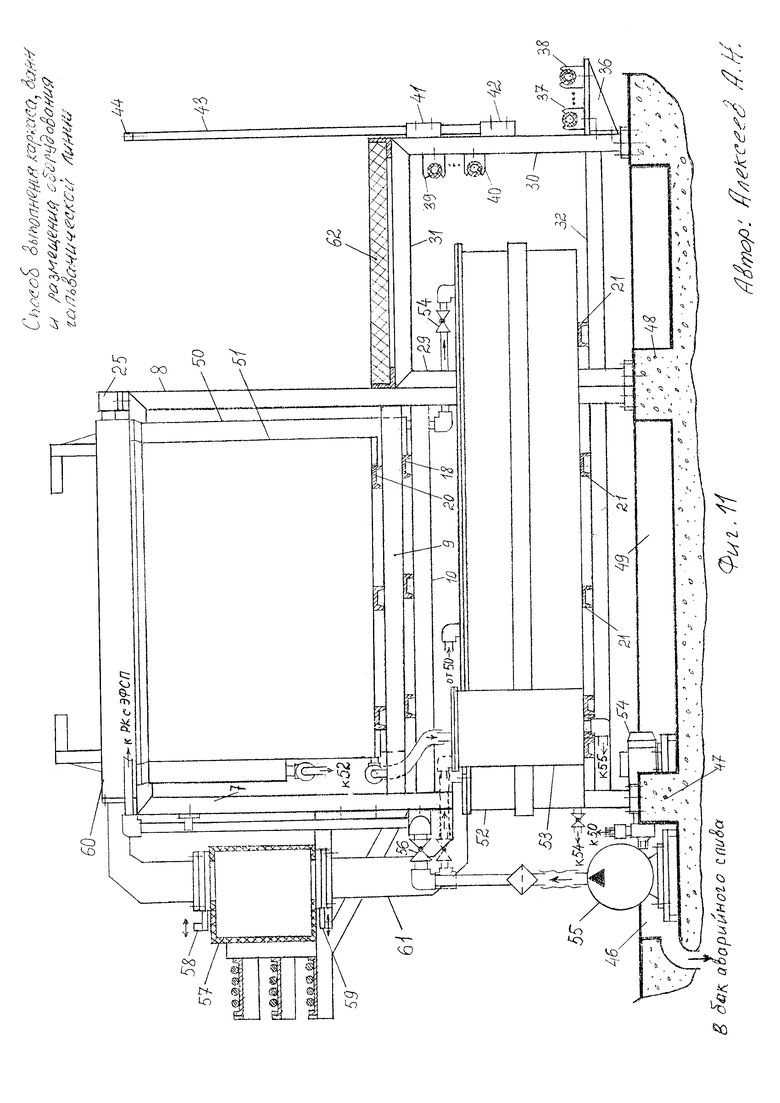
На фиг. 11 представлена гальваническая линия с перпендикулярным расположением штанги с приспособлением с обрабатываемыми деталями относительно направления ее перемещения по линии и каркасом, показанным на фиг. 6, вид Г, установленным вместе с площадкой обслуживания, в поддоне 46, выполненным с установочными выступами 47, 48 с горизонтальными площадками для размещения и крепления опор вертикальных стоек 7, 8 и 29 (в данном случае), соответственно, каркаса линии и площадки обслуживания, а также перегородками 49 для разделения видов аварийных стоков, футерованными коррозионно-стойким материалом (на фиг. 10 не обозначен), и оснащенным уклонами, каналами и трубопроводами (на фиг. 10 не показаны) для слива уловленных электролитов, растворов и/или промывной воды в соответствующий виду используемых в линии электролитов и растворов бак аварийного слива (на фиг. 10 не показан), оснащенный напорной системой и/или устройством фильтрации для подачи уловленных электролитов, растворов и/или промывной воды, соответственно, либо на очистные сооружения и/или устройства концентрирования, либо в соответствующие ванну объемной обработки или бак-сборник используемых электролитов/растворов и промывной воды (на фиг. 10 не показаны).
Реализация предлагаемого способа производится следующим образом.
Вначале, в зависимости от количества и вида ванн линии, определяют количество и вид вертикальных стоек каркаса линии, представленных на фиг. 1-4, которые изготавливают, например, путем сварки труб прямоугольного сечения по соответствующим кондукторам.
Например, для каркасов, представленных на фиг. 5, 6, этими ваннами могут быть последовательно размещаемые по линии:
- ванны объемной обработки, в составе ванн: электрохимического обезжиривания, горячей промывки деталей, холодной промывки деталей, травления и активации;
- ванна поверхностной струйно-динамической промывки;
- ванны объемной обработки, в составе ванн: холодной промывки деталей и осветления;
- две ванны поверхностной струйно-динамической промывки;
- ванны объемной обработки, в составе ванн: холодной промывки деталей и хромирования;
- две ванны поверхностной струйно-динамической промывки;
- ванна холодной промывки деталей;
- ванна сушки деталей.
Затем, например, через анкерные болты, неразъемно установленные в полу гальванического цеха и/или в горизонтальных участках установочных выступов 47, 48 поддона 46, последовательно производятся размещение и крепление опор вертикальных стоек 1, 2, 7, 8, 13, 14 каркаса линии и вертикальных стоек 29, 30 каркаса площадки обслуживания.
Далее производят механически и/или путем сварки, связку, с помощью поперечных связей 18, 19, 20, 21 и/или уголков 33, 34, 35, вертикальных стоек 1, 2, 7, 8 и 13, 14 каркаса линии и вертикальных стоек 29, 30 каркаса площадки обслуживания между собой.
После этого механически и/или путем сварки производят установку:
- кронштейнов 28, 36;
- горизонтальных направляющих 45;
- креплений-клипс 37-40 и других, не обозначенных на фиг.8, 9, 10, 11;
- ложементов 41, 42.
Затем, последовательно производят установку:
- баков-сборников 52 электролита/раствора и сборников 53 промывной
воды;
-ЛНС 54, 55;
- необходимых трубопроводов и коммуникаций;
- ванн 50, 51;
- воздуховодов 57, оснащенных отверстиями для подключения бортовых отсосов 60, 61 или необходимых соединяющих патрубков;
- трапных решеток 62;
- кнопок-педалей и т.п.
По окончании выше изложенного последовательно производят:
- установку необходимых датчиков (на фиг. 10, 11 не показаны), погружных насосов 53 (для линии на фиг. 10), ловителей 22 или 25 и др.;
- подключение необходимых соединительных шлангов и арматуры;
- прокладку и соединение электрических линий связи (кабели для подачи тока от источников питания к пластинам 22 и ловителям 25, силовые кабели для питания ЛНС 54, 55, а также не показанных на фиг. 10, 11 электронагревателей, фильтровальных установок, безмаслянных воздуходувок и др., а также контрольно-измерительные кабели и провода);
- подключение бортовых отсосов 60, 61 или необходимых соединяющих патрубков с шиберными заслонками 58, 59 к воздуховодам 57 и др.
После чего оборудование гальванической линии подготовлено для залива электролитов и промывной воды и функционирования, в том числе в бессточном и/или малосточном режимах.
При этом, используя установленные или устанавливаемые в процессных ваннах 50, например, с токсичными электролитами/растворами и/или в ваннах объемной промывки (на фиг.10, 11 не показаны) устройства для их опорожнения, выполненные в виде погружных насосов 53 (см. Фиг. 10) или запорных вентилей 54 (см. Фиг. 11), становится возможным производить:
- удаление токсичных электролитов/растворов из процессных ванн и их локализацию в соответствующих баках-сборниках на период долговременного (от 2 до 10-15 суток) вывода линии из работы;
- выгрузку из процессных ванн упавших на дно деталей;
- удаление из ванн объемной промывки воды, загрязненной сверх ПДК основным отмываемым компонентом, в бак-сборник воды для ее повторного использования в процессах, предшествующей объемной, поверхностной струйно-динамической промывки.
А приборы и оборудование локальной автоматики для контроля и регулирования параметров обрабатывающей среды ванн гальванической линии, а также источники питания, размещают в отдельно стоящем рядом с линией помещении, связь которых с соответствующими датчиками и оборудованием производят непосредственно и/или через укрепленные на кронштейнах для размещения электрических линий связи устройства коммутации, а также пульты или блоки, установленные на трапе линии (на фиг. 10, 11 не показаны).
Таким образом, предлагаемый способ по сравнению с известным, выбранным в качестве прототипа, позволяет обеспечить:
- повышение эффективности и надежности функционирования размещаемого оборудования гальванической линии;
- расширенные функциональные возможности;
- оптимизацию затрат на изготовление ванн и используемые конструкторско-технологические решения.
При этом в ряде случаев, например при изготовлении ванны поверхностной струйно-динамической промывки из металла, футерованного полипропиленом или поливинилхлоридом, слив из нее воды может быть осуществлен непосредственно из центра ее четырехскатного днища в оснащенный боковым сливным патрубком поддон, также выполненный из полипропилена или поливинилхлорида и размещаемый между поперечными связями 18 и 20.
Реализация предлагаемого способа довольно проста и не встречает принципиальных затруднений.
Так, например, для изготовления стоек, поперечных связей и кронштейнов используются, соответственно, металлические трубы прямоугольного сечения, швеллеры и уголки с нанесенным на них и/или наносимым после сборки защитным лакокрасочным покрытием.
В качестве материала для изготовления, по крайней мере, баков-сборников, воздуховодов, бортовых отсосов и шиберных заслонок, могут быть использованы полипропилен, поливинилхлорид, полиэтилен или фторопласт.
А футеровку выполняемых, например, из металла резервуаров ванн и их горизонтальных бортов осуществляют сварочным агрегатом типа «Triak-S», используя сварочный пруток и листы соответствующего футеровочного материала, применяемого при изготовлении баков-сборников.
В качестве локальных напорных систем могут быть использованы электронасосные агрегаты с магнитной муфтой, в том числе и оснащенные устройствами их защиты от запуска на «холостом» ходу.
В качестве трапных решеток могут быть использованы стандартно выпускаемые решетки из моплена фирмы AGI (Италия).
В качестве остальных комплектующих могут быть использованы стандартные комплектующие фирмы «AQWART»: опоры-клипсы, краны, трубы, уголки 90°, тройники, разъемной муфты, заглушки и др., а также эластичные шланги соответствующего диаметра из армированного поливинилхлорида.
Проверка предлагаемого способа при изготовлении выполненной в трехуровневой компоновке линии бессточного хромирования показала его осуществимость и эффективность в части заявленных улучшений, в сравнении как со способом, выбранным в качестве прототипа, так и с другими решениями в этой области, известными как в России, так и за границей.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. УДК 621.357.4 (075.6) М.А. Дасоян, И.Я. Пальмская. Оборудование цехов электрохимических покрытий. - Ленинград: Машиностроение, 1979 г., стр. 127-135, рис. 3.39, 3.43-3.45.
2. Авт. свид. №1344821, М. кл. С25D 19/00, 1986 г., фиг. 3, 6, 8, 10, 11, 12, 13, 14, 15 - прототип.
3. Патент РФ №2149228, М. кл. С 25D 21/08, 1998 г.
4. Патент РФ №2218455, М. кл. С 25D 21/08, 2003 г.

Изобретение относится к области гальванотехники. Способ включает изготовление каркаса гальванической линии, содержащего вертикальные стойки, которые связывают между собой с помощью верхних и нижних связей в виде металлических труб, при этом вертикальные стойки каркаса оснащают опорами и одной или двумя парами дополнительных связей, которые располагают напротив друг друга между верхними и нижними связями, причем на одной из сторон вертикальных стоек устанавливают кронштейны для крепления трубопроводов и размещения электрических линий, а дополнительные и нижние связи оснащают соединенными с ними поперечными связями, установку площадки обслуживания линии, вертикальные стойки каркаса которой соединены с вертикальными стойками каркаса линии и снабжены кронштейнами и/или креплениями-клипсами для размещения трубопроводов, установку ванн гальванической линии в виде ванн объемной гальванохимической обработки, объемной промывки и поверхностной струйно-динамической промывки в технологической последовательности на связи, поперечные дополнительным связям, а на связи, поперечные нижним связям, баки-сборники электролитов, растворов и промывной воды, причем грузоопоры для установки штанги и/или подвода тока размещают на верхнем обрамлении верхних связей или на горизонтальных направляющих вдоль площадки обслуживания, и установку коммуникаций и системы вентиляции. Технический результат - повышение эффективности и надежности функционирования размещаемого оборудования, расширение его функциональных возможностей и оптимизация затрат на изготовление ванн и используемых конструкторско-технологических решений. 11 з.п. ф-лы, 11 ил.
1. Способ изготовления двухуровневой гальванической линии, включающий
изготовление каркаса гальванической линии, содержащего вертикальные стойки, которые связывают между собой с помощью верхних и нижних связей в виде металлических труб, при этом вертикальные стойки каркаса оснащают опорами и одной или двумя парами дополнительных связей, которые располагают напротив друг друга между верхними и нижними связями, причем на одной из сторон вертикальных стоек устанавливают кронштейны для крепления трубопроводов и размещения электрических линий, а дополнительные и нижние связи оснащают соединенными с ними поперечными связями,
установку площадки обслуживания линии, вертикальные стойки каркаса которой соединены с вертикальными стойками каркаса линии и снабжены кронштейнами и/или креплениями-клипсами для размещения трубопроводов,
установку ванн гальванической линии в виде ванн объемной гальванохимической обработки, объемной промывки и поверхностной струйно-динамической промывки в технологической последовательности внутри каркаса линии на связи, поперечные дополнительным связям, а на связи, поперечные нижним связям, баки-сборники используемых электролитов, растворов и промывной воды, причем, в зависимости от положения штанги с приспособлением для обрабатываемых деталей в ваннах, параллельно или перпендикулярно направлению ее перемещения по линии, грузоопоры, используемые для установки штанги и/или подвода тока, размещают непосредственно на верхнем обрамлении верхних связей или на горизонтальных направляющих, располагаемых между вертикальными стойками вдоль площадки обслуживания, и
установку коммуникаций и системы вентиляции, включающей бортовые отсосы, шиберы и воздуховоды.
2. Способ по п. 1, отличающийся тем, что ванны поверхностной струйно- динамической промывки выполняют с габаритами, уменьшенными по сравнению с соответствующими габаритами ванн, по крайней мере, объемной гальванохимической обработки.
3. Способ по п. 1, отличающийся тем, что для обрабатываемых деталей со значительным весом и/или при увеличенных габаритах ванн гальванической линии используют дополнительные вертикальные стойки, устанавливаемые непосредственно под местами размещения грузоопор, используемых для установки штанги с приспособлением для обрабатываемых деталей, либо между верхними, дополнительными и нижними связями вертикальных стоек каркаса, либо между горизонтальными направляющими, располагаемыми между вертикальными стойками вдоль площадки обслуживания.
4. Способ по п. 1, отличающийся тем, что в качестве грузоопор, в зависимости от их назначения и/или вида линии, используют устанавливаемые на изоляторах токопроводящие пластины и/или ловители штанги, или изоляторы и/или ловители штанги из неэлектропроводящего материала.
5. Способ по п. 1, отличающийся тем, что кронштейны для крепления трубопроводов и размещения электрических линий используют для установки воздуховодов, соединяемых через шиберы для регулирования количества отсасываемого воздуха с бортовыми отсосами ванн и баков-сборников используемых электролитов/растворов и промывной воды.
6. Способ по п. 1, отличающийся тем, что переливной карман ванны объемной гальванохимической обработки соединяют с баком-сборником ее электролита или раствора, установленным на поперечных связях нижних связей каркаса и оснащенным соответствующей локальной напорной системой для возврата электролита или раствора впроцессную ванну.
7. Способ по п. 1, отличающийся тем, что слив воды из ванны поверхностной струйно-динамической промывки производят в ее сборник, оснащенный соответствующей напорной системой для подачи, непосредственно или через исполнительные механизмы для дросселирования и/или байпасирования, уловленной после проведения операции поверхностной струйно-динамической промывки в контур струйно-динамической промывки, размещенный в предшествующей ванне.
8. Способ по п. 1, отличающийся тем, что ванны объемной обработки с токсичными электролитами/растворами и ванны объемной промывки оснащают установленными в них или устанавливаемыми в них на время слива устройствами для опорожнения, выполняемыми в виде погружных насосов, аэролифтов или запорных вентилей, размещаемых в сливных поддонах, неразъемно соединенных с днищем ванн или на их выходах, соответственно.
9. Способ по п. 1, отличающийся тем, что стойки каркаса площадки обслуживания связывают между собой механически и/или с помощью сварки с внешней поверхностью уголков для размещения в них трапных решеток, а вертикальные стойки каркаса площадки обслуживания оснащают кронштейнами и/или креплениями-клипсами для размещения трубопроводов, а также жестко связанными с ними ложементами для установки и закрепления в них вертикальных стоек перил трапа.
10. Способ по п. 9, отличающийся тем, что внешнюю поверхностью уголков для размещения в них трапных решеток используют и для соединения с ней горизонтальных направляющих, размещаемых напротив ванн поверхностной струйно-динамической промывки и используемых, в случае реализации линии с ручным или механизированным способом перемещения технологических приспособлений с деталями, для размещения на них кнопок-педалей контактного или бесконтактного типа, управляющих включением локальных напорных систем для подачи воды в соответствующий распределительный коллектор, оснащенный элементами формирования струйных потоков.
11. Способ по п. 1, отличающийся тем, что линию вместе с площадкой обслуживания и вспомогательным оборудованием размещают в поддоне, выполненном с установочными выступами, с горизонтальными площадками для размещения и крепления опор, вертикальных стоек каркаса линии, и, по крайней мере, соединенных с вертикальными стойками каркаса линии вертикальных стоек площадки обслуживания, а также перегородками для разделения видов аварийных стоков, футерованными коррозионно-стойким материалом и оснащенными уклонами, каналами и трубопроводами для слива уловленных электролитов, растворов и промывной воды в соответствующие баки аварийного слива, оснащенные напорной системой и/или устройством фильтрации уловленных электролитов, растворов и промывной воды для подачи на очистные сооружения и/или устройства концентрирования или в соответствующие ванну объемной обработки или бак-сборник используемых электролитов, растворов и промывной воды.
12. Способ по п. 1, отличающийся тем, что оборудование и приборы локальной автоматики для контроля и регулирования параметров обрабатывающей среды ванн гальванической линии, а также источники питания размещают в отдельно стоящем рядом с линией помещении, связь которых с соответствующими датчиками и оборудованием производят непосредственно и/или через укрепленные на кронштейнах для размещения электрических линий связи устройства коммутации, а также пульты или блоки, установленные на трапе линии.
| Автоматическая гальваническая линия | 1986 |
|
SU1344821A2 |
| АВТООПЕРАТОРНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1989 |
|
RU2022065C1 |
| ЭЛЕКТРОЛИЗНАЯ ПОЛИМЕРНАЯ ВАННА | 2009 |
|
RU2430198C2 |
| Электролитическая ванна | 1987 |
|
SU1477788A1 |
| CN 202643873 U, 02.01.2013. | |||

