Предлагаемое изобретение относится к электровакуумной технике, в частности к способу изготовления ЭОП с прямым переносом изображения и устройству для его осуществления.
Изобретение направлено на улучшение качества, увеличение производительности.
Известен способ изготовления фотоэлектронных приборов и устройство для его осуществления путем герметизации предварительно изготовленных на постах фотокатодов с корпусом прибора методом холодной запрессовки индиевой прокладки (1). В этом способе изготовление группы фотоэлектронных приборов (ФЭП) осуществляется на трехкамерной установке переноса, состоящей из шлюзовой камеры загрузки групп корпусов, из сверхвысоковакуумной камеры обезгаживания корпусов и сборки фотоэлектронных приборов и из камеры подготовки контейнеров с фотокатодами. Камеры разделены шиберами. Изготовление ФЭП на подготовленной установке осуществляется следующим образом: группа корпусов прибора на кассетах сначала загружается в шлюзовую камеру загрузки, камера закрывается и производится ее откачка, давление остаточных газов в шлюзовой камере, как обычно, снижают до уровня, чтобы сильно не влияло на сверхвысокий вакуум в камере сборки при открывании шибера, после достижения достаточного вакуума порядка 10-5÷10-6 мм рт.ст. открывают шибер, а кассету с корпусами перемещают в сверхвысоковакуумную камеру (СВВ) и шибер закрывают.
В СВВ камере сначала обезгаживают корпуса. В непрогреваемую камеру загружают группу контейнеров с фотокатодами, камеру закрывают и откачивают. Когда давление остаточных газов доходит до уровня давления Р<10-7÷10-8 мм рт.ст., контейнеры поочередно вскрывают, манипулятором переносят в СВВ камеру, фотокатод вынимают из контейнера и устанавливают на обезгаженный корпус. Герметизация каждого фотокатода с корпусом осуществляется методом холодной запрессовки через индиевую прокладку одним винтовым прессом поочередно.
Недостатком известного способа является низкая производительность из-за совмещения процесса обезгаживания корпусов и процесса герметизации фотокатода с корпусами в СВВ камере сборки с одной стороны, с другой - из-за длительного времени процесса герметизации каждого фотокатода с корпусом одним прессом.
Известен также другой способ изготовления группы ЭОП методом переноса и устройство для его осуществления путем сочленения предварительно изготовленных на постах фотокатодов с экранно-корпусным узлом (ЭКУ) методом холодной запрессовки индиевой прокладки на пятикамерной установке переноса (фиг. 1) (взятого за прототип). Установка переноса состоит из шлюзовой камеры загрузки группы ЭКУ [1], из СВВ камеры термического обезгаживания группы экранно-корпусных узлов (ЭКУ) [2], из СВВ камеры сборки [3], из непрогреваемой камеры загрузки группы контейнеров с фотокатодами [4], шлюзовой камеры выгрузки герметизированных вакуумных блоков [5]. Вакуумные камеры сочленены через СВВ шибера. В подготовленной к работе установке в СВВ камерах обеспечивается СВВ давление.
Изготовление ЭОП на установке осуществляют следующим образом: 10 ЭКУ загружают в шлюзовую камеру на кассете, затем камеру закрывают и откачивают до уровня давления Р<10-6÷10-7 мм рт. ст., 10 контейнеров с фотокатодами на кассете загружают в непрогреваемую вакуумную камеру, затем камеру закрывают и откачивают. Когда в шлюзовой камере загрузки давление остаточных газов доходит до Р<10-6÷10-7 мм рт.ст., открывают шибер и кассету с 10 ЭКУ перемещают в СВВ камеру термического обезгаживания ЭКУ. Шибер закрывают и начинают термическое обезгаживание ЭКУ и откачку десорбированных газов. Освободившуюся шлюзовую камеру загрузки вновь загружают следующей группой ЭКУ, и процесс повторяется. В этот момент в установке происходит одновременное обезгаживание двух групп ЭКУ в шлюзовой камере загрузки и в СВВ камере термического обезгаживания и откачка камеры подготовки контейнеров. Когда в результате обезгаживания группы ЭКУ при заданной температуре в термической камере устанавливается давление Р<10-6÷10-7 Па, температура в СВВ камере снижается и при температуре Т<90oС с 10 ЭКУ на кассете перемещают в СВВ камеру сборки и шибер закрывают. В камере сборки начинается обезгаживание 10 ЭКУ электронной бомбардировкой. Затем в освободившуюся СВВ камеру термического обезгаживания перемещают 10 ЭКУ из шлюзовой камеры загрузки, а шлюзовую камеру загрузки загружают новой группой ЭКУ и процессы в камерах повторяются.
После завершения процесса обезгаживания 10 ЭКУ электронной бомбардировкой, в СВВ камере сборки устанавливается давление газов Р≈10-8 Па. И когда в камере подготовки контейнеров давления газов достигнет порядка Р<5•10-7 Па, контейнеры вскрывают, поочередно вертикальным манипулятором переносят в СВВ камеру сборки, устанавливают на корпуса и герметизация каждого фотокатода с корпусом осуществляется последовательно методом холодной запрессовки через индиевую прокладку. Когда завершится герметизация всех 10 фотокатодов с 10 корпусами, открывают шибер между СВВ камерой сборки и шлюзовой камерой выгрузки и загерметизированные вакуумные блоки на кассете перемещаются в шлюзовую камеру выгрузки и шибер закрывают. В освободившуюся непрогреваемую вакуумную камеру загружают новую группу контейнеров с ФКУ и процесс повторяется. В освободившуюся СВВ камеру сборки передают следующую группу ЭКУ из камеры термического обезгаживания, далее из шлюзовой камеры загрузки перемещают группу ЭКУ в камеру термического обезгаживания, а в шлюзовую камеру загрузки загружают новую группу ЭКУ. Таким образом, происходит периодическая групповая загрузка 10 ЭКУ в шлюзовую камеру загрузки, периодическая групповая загрузка 10 контейнеров с фотокатодов в камеру подготовки, периодический групповой технологический процесс в каждой камере и периодическая выгрузка группы герметизированных вакуумных блоков.
Недостатком данного способа изготовления ЭОП является низкая производительность, обусловленная длительным временем обезгаживания 10 ЭКУ и последующим сочленением каждого ФКУ и ЭКУ путем запрессовки через холодную индиевую прокладку в камере сборки.
Для повышения производительности и создания серийно-пригодной технологии и установки сборки ЭОП 2+ поколения методом переноса предлагается сократить время герметизации фотокатода с экранно-корпусным узлом (ЭКУ) в сборочной камере путем применения двухстадийного прессования индиевой прокладки, где проводят первичную кратковременную подпрессовку каждого собранного вакуумного блока в сверхвысоковакуумной камере сборки, а финишную герметизацию вакуумных блоков производят путем групповой запрессовки в шлюзовой камере выгрузки (фиг. 2), где 1 - шлюзовая камера выгрузки, 2 - шибер, разделяющий сборочную камеру, 3 - крышка шлюзовой камеры выгрузки приборов с кассетой, 4 - кассета с приборами, 5 - прессовочные устройства. Применение двухстадийного прессования индиевой прокладки при сочленении фотокатода с ЭКУ позволило разгрузить СВВ камеру сборки, производить параллельно и одновременно групповую допрессовку предварительно подпрессованных вакуумных блоков в шлюзовой камере выгрузки, а электронное обезгаживание следующей группы ЭКУ в СВВ камере сборки.
Таким образом, резко повышена производительность установки переноса путем переноса основного времени герметизации вакуумных блоков из сверхвысоковакуумной камеры сборки в шлюзовую камеру выгрузки и применения в шлюзовой камере выгрузки группового прессования.
Новая технология не только имеет высокую производительность, но и также повысило надежность герметизации ЭОП за счет увеличения индивидуального времени прессовки вакуумного блока.
Предложенная новая технология и производительная установка финишной вакуумной обработки и сборки методом переноса позволили создать серийную технологию сборки методом переноса и организовать серийное производство ЭОП 2+ поколения, что подтверждено практически.
ЛИТЕРАТУРА
1. Электронная техника, серия 4, Электровакуумные и газоразрядные приборы, 1991 г., с.34./ В.В. Анашин, Р.И. Багдуев, П.М. Бесчастнов и др., статья "Фотоэлектронные приборы для научных исследований, изготовленные методом переноса".
2. Установка десятипозиционная сверхвысоковакуумная для изготовления фотоэлектронных приборов. ОАО "Катод"
В8М2.337.001 СБ - сборочный чертеж
В8М2.337.001 ПС - паспорт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭОП 3-ГО ПОКОЛЕНИЯ МЕТОДОМ ПЕРЕНОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210833C2 |
| Способ группового изготовления электронно-оптических преобразователей 3 поколения без ионно-барьерной пленки методом переноса и устройство для его реализации | 2019 |
|
RU2726183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 2001 |
|
RU2214646C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1987 |
|
RU2033656C1 |
| ОПТИЧЕСКОЕ ТЕЛЕСКОПИЧЕСКОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2302022C2 |
| ФОТОКАТОДНЫЙ УЗЕЛ ВАКУУМНОГО ФОТОЭЛЕКТРОННОГО ПРИБОРА С ПОЛУПРОЗРАЧНЫМ ФОТОКАТОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2524753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 2015 |
|
RU2624910C2 |
| Устройство для изготовления фотоэлектронных приборов | 1978 |
|
SU748572A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЩЕЛОЧНОГО ФОТОКАТОДА | 2009 |
|
RU2424597C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 2015 |
|
RU2616973C1 |

Изобретение относится к электровакуумной технике, в частности к изготовлению ЭОП с прямым переносом изображения. Техническим результатом является улучшение качества, увеличение производительности. Способ изготовления ЭОП с прямым переносом изображения включает периодическую групповую загрузку экранно-корпусных узлов (ЭКУ) в шлюзовую камеру, последующее их групповое обезгаживание в СВВ камере термического обезгаживания и электронное обезгаживание в сверхвысоковакуумной (СВВ) камере сборки, периодическую групповую загрузку контейнеров с многощелочным фотокатодом в вакуумную камеру сборки и сочленение фотокатодов с ЭКУ в СВВ камере сборки и в выгрузной камере путем прессования через холодную индиевую прокладку и выгрузку герметизированных вакуумных блоков. Применяется двухстадийное прессование холодной индиевой прокладки, при этом проводят первичную кратковременную подпрессовку каждого собранного вакуумного блока в СВВ сборочной камере, а финишную герметизацию вакуумных блоков осуществляют в выгрузной камере путем группового допрессования предварительно подпрессованных вакуумных блоков. Установка переноса включает выгрузную вакуумную камеру групповой допрессовки вакуумных блоков ЭОП. 2 с.п. ф-лы, 2 ил.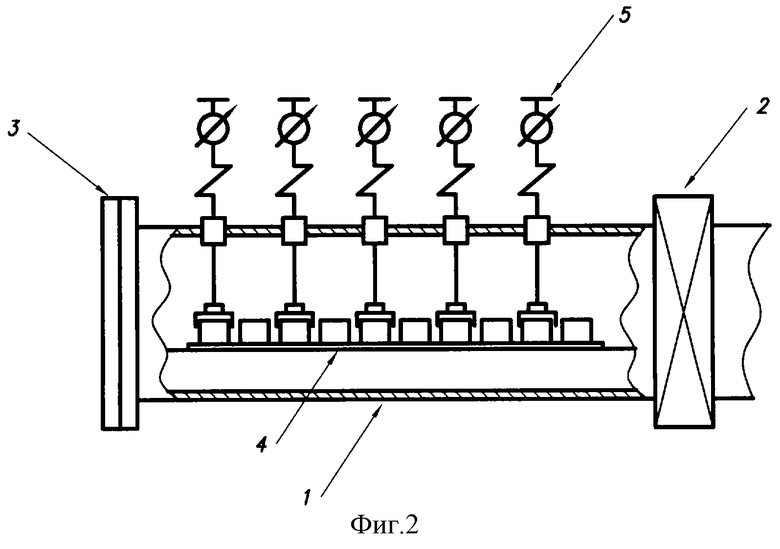
| Электронная техника | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Электровакуумные и газоразрядные приборы | |||
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1987 |
|
RU2033656C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРОННЫХ ПРИБОРОВ С МИКРОКАНАЛЬНОЙ ПЛАСТИНОЙ | 1985 |
|
RU1579326C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО УЗЛА ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1992 |
|
RU2061272C1 |
| US 4309066 А, 05.01.1982 | |||
| US 4175808 А, 09.06.1979. | |||

